 |
Главная |


Характеристика основных конструктивных элементов изделий из древесины
|
из
5.00
|
В любом изделии из древесины имеется максимум четыре вида конструктивных элементов: брусок, рамка, щит и коробка; их называют основными. Осн. конструктивные элементы изделий из древесины могут быть в виде деталей и сборочных единиц. Эти же элементы могут представлять собой готовое изделие.
Бруском называется простейший конструктивный элемент, который может быть изготовлен из массивной древесины или склеен из нескольких частей В зависимости от назначения размеры и формы брусков могут быть различны.
Характерным и определяющим признаком бруска явл. соотношение его размеров сечения и длины.(соотношение размеров сечения примерно 1:2, а длина в несколько раз превосходит размеры сечения)
Щитом называют такую деталь, у которой ширина во много раз превосходит толщину, а длина и ширина примерно равны или в соотношении 1:3. Промежуточной между щитом и бруском явл. доска, у которой соотношение размеров сечения соответствует соотношению у щита, а соотношение длины и ширины у брусков. Доска используется в качестве конструктивных элементов в производстве клееных строительных конструкций и строительстве. ( подоконные и паркетные доски)
Бруски из цельной древесины как изделия изготавливают ограниченных размеров : сечение не более 100мм, длина до 2000 мм. Длинные бруски целесообразно изготавливать как сборочные единицы путем склеивания из заготовок небольших длин, выпиливаемых из низких сортов п/м. При этом склеенные бруски более устойчивы по форме и стабильнее по прочности.
По технологии изготовления бруски могут быть выпиленными, гнутыми, гнутоклееными, прессованными и гнутопропиленными.
Брусок явл. исходным простейшим элементом при конструировании изделия. Склеиванием брусков по кромке получают щиты. Щиты явл. основным и распространенным формообразующим конструктивным элементом современных изделий. Формы и конструкции щитов совершенствуются с развитием техники и технологии. Щиты можно разбить на следующие группы: дощатые, или массивные; переклейные; полые и древесностружечные.(доп. информ. http://www.derevocube.ru/moshud-process/izdelija-iz-drevesiny/shchity/index.htm) Для массового производства в настоящее время все щитовые детали в преобладающем большинстве изготавливают из ДсТП.
Соединяя бруски под углом получают рамки. Рамкой называется конструктивный элемент, образованный в простейшем случае из двух продольных и двух поперечных деталей, соединенных между собой столярными соединениями на клею или посредством металлических скреп под прямым углом . Рамки имеют широкое применение при изготовлении строительных и мебельных изделии. Их различают по конструкции и форме. Рамки могут быть собраны из брусков, изготовлены монолитными из плитных материалов или из измельченной древесины прессованием. При изготовлении рамки из брусков необходимо их соединение при сборке. В зависимости от формы брусков и конструкции рамки выбирается способ соединения брусков, формирующих рамку.Рамки часто используют при конструировании изделий мебели и тары. Разновидностью рамок явл. коробки из брусков.
Коробки широко применяют в строительных изделиях для крепления дверей и оконных створок.. Коробка состоит из четырех стенок, соединенных между собой столярными вязками на клею. Более сложные коробки имеют перегородки, соединенные со стенками на шпунт и гребень, в награт или на круглый вставной шип. Стенки коробок подразделяются на передние и задние, боковые и средние. В мебельных изделиях коробки также используют для формирования корпуса изделия как опору и основу.
(Н.А. Гончаров, В.Ю. Башинский Технология изделий из древесины стр.120)
№29 Цель раскроя- получение заготовок определенного размера с дальнейшим получением из них требуемых деталей. Коэффициент выхода заготовок: Кв= Vз/Vс *100%(отношение объема заготовок и объема пиломатериалов)
Заготовки- пиломат-лы имеющие размеры соответствующие размерам деталей с припусками на обработку и усушку, и качество соответствующее требованиям качеству деталей и изделий из них.
Раскрой массивной древесины: 1-поперечный 2-продольный 3-раскрой криволинейных заготовок.
Раскрой производят по схемам:
1. Поперечно-продольный раскрой. Эта схема включает в себя операции торцевания досок с вырезкой дефектов, а затем продольное распиливание полученных отрезков на заготовки.
2. Продольно-поперечный раскрой предполагает распиливание доски по ширине и торцевание на заготовки.
3. Поперечный раскрой —разметка отрезков — продольный раскрой. По этой схеме после торцевания доски с вырезкой дефектных мест выполняется разметка отрезков, а затем продольный раскрой на заготовки.
4. Разметка Доски — продольно-поперечный раскрой. По этой схеме вначале на рабочем месте выполняется разметка доски с учетом оптимального раскроя и максимального выхода, а затем выполняются операции по схеме 2.
5. Фрезерование одной или двух пластей доски, разметка и раскрой по схеме 1 или 2. По этой схеме выполняется фрезерование на строгальных станках, разметка на рабочем месте, затем раскрой по схеме 1 или 2 с вырезкой дефектных мест.
Суппортный торцовочный станок ЦПА-40 1-пила,2-ползун,3- суппорта,4-гидроцилиндр,5-колонна кот вставлена в корпус станины 6, 8-стол

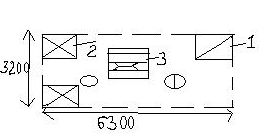
Схема организации рабочего места около круглопильного станка для поперечного раскроя пиломат-ов.

1-роликовый конвеер, 2- , 3-пакет обр-ых заготовок 4, 5-контейнер для отходов, 6,9-рабочий,7-яма подьемная плотформа, 8-штабель пиломат-ов, 10-упоры
Схема организации рабочего места около однопильного круглопильного станка: 1-пакет неоход-ых пиломат-ов,2-пакет обрезных пиломат-ов, 3-однопильные круглопильные станки
Производительность торцовочных станков:
Пч=(60*Кр)/tц заг/час
Пч= (60*U*Кр*Км)/L*р ; заг/час где U-скорость подачи, Кр=0,95, Км=0,8, L-длинна раскраевоемого пиломат-ла, р-среднее количество проходов пиломат-ов для получения заготовки.
№31Для плитных материалов:1-форматно раскроечные станки, 2- вертикальные системы, 3-автоматические раскроечные центры. Прежде чем раскроить плиту составляется карта раскроя- графическое расположение заготовок на стандартном формате раскроеваемого мат-ла.
Полезный выход= S заготовок/S плиты *100%
Схемы раскроя плитных материалов:

а) продольный
б)поперечный
в)диогональный
г)смешанный поперечный
д)смешанный
е)смешанный с раскроем в головной части
Форматно раскроечные станки делятся на 3 группы:
1гр. – станки имеющие несколько суппортов для продольного раскроя и 1 суппорт для поперечного. ЦТЗФ-1

П=(60*Кр*Snn*n)/tц
где tц-время обработки пакета плит, Snn-площадь распиливаемых плит, n-кол-во плит в пакете, Кр-коэф-нт рабочего времени=0,9
2гр.-станки имеющие 1 суппорт для продольного пиления и несколько суппортов для поперечного пиления. Станок ЦТМФ (максимальное кол-во плит-11)
3гр.- форматно раскроечные станки с подвижной кареткой. Однопильный станок но может использоватся подрезная пила.
П=(60*Кр* n)/tц ; полос/час
раскрой шпона на круглопильных станках и гильотинных ножницах.
|
из
5.00
|
Обсуждение в статье: Характеристика основных конструктивных элементов изделий из древесины |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы