 |
Главная |


Сокращенное название предприятия
|
из
5.00
|
ПБОЮЛ Пупкин Р.В.
Организационно - правовая форма
Частный предприниматель
Юридический адрес
г. Иваново, ул. Смирнова, 69.
Ф.И.О., руководителя предприятия:
Частный предприниматель Пупкин Р.В.
B. Название объекта инвестиционного проектирования и планируемое место
его реализации
Реконструкция авторемонтной базы под производство полимерных плёнок и изделий из них, расположенной по адресу: пос. Михалёво, д.42, Ивановский район Ивановской области.
C. Характеристика типа обосновывающей документации
ХОДАТАЙСТВО О НАМЕРЕНИЯХ РАЗМЕЩЕНИЯ ЦЕХА ПО ПРОИЗВОДСТВУ ПОЛИМЕРНЫХ ПЛЁНОК И ИЗДЕЛИЙ ИЗ НИХ, РАСПОЛОЖЕННОЙ ПО АДРЕСУ: ПОС. МИХАЛЁВО, Д.42, ИВАНОВСКИЙ
РАЙОН ИВАНОВСКОЙ ОБЛАСТИ.
III. П
ояснительная записка по обосновывающей документации
Данное ЗВОС выполнено на основании акта обследования помещения бывшего гаража для размещения производства по переработке пластмасс (полимеров) на территории ОАО “Михалёвоагроснаб” в д. Михалёво Новоталицкой сельской администрации, договора аренды от 4 ноября 2002 г. Материалы данной работы оформлены в соответствии с действующим в настоящее время “Положением об оценке воздействия намечаемой хозяйственной и иной деятельности на окружающую среду в Российской Федерации” (приказ Государственного комитета РФ по охране окружающей среды № 372 от 16 мая 2000 г.) и ряда других вспомогательных документов, представленных в данной работе.
IV. Цель и потребность реализации намечаемой хозяйственной и иной деятельности
Плёночные материалы на основе полипропилена (ПП), полиэтилена высокого давления (ПЭВД) и полиэтилена низкого давления (ПЭНД) которые
будут изготавливаться из готового сырья (полипропилен, полиэтилен низкого и высокого давления) предназначены для упаковки промышленной продукции, а также материалов бытового назначения. Вышеуказанные материалы представляют из себя тонкие полимерные эластичные полотна.
Пакеты из полимерных материалов (из полиэтиленовой и полипропиленовой плёнки) которые предполагает выпускать Пупкин Р.В. предназначены в основном для упаковки и хранения промышленной продукции. Пакеты будут производиться следующих видов: с клапаном, без клапана, клапан с липким слоем и без него.
В качестве исходного сырья планируется использовать готовые полипропилен, полиэтилен низкого и высокого давления.
Исходное сырьё полипропилен получается в промышленности полимеризацией пропилена в присутствии металлорганических катализаторов. Отличается более высокой температурой плавления, чем полиэтилен, химической стойкостью, водостойкостью. Однако чувствителен к действию кислорода и сильных окислителей. Водостоек.
Исходное сырьё - полиэтилен высокого давления (ГОСТ 16337—77) в промышленности синтезируют при высоком давлении (100—350 МПа) в трубчатых реакторах и реакторах с перемешивающим устройством в присутствии инициаторов (кислорода, органических перекисей). Выпускается в виде различных (базовых) марок, из которых непосредственно получаются изделия или изготовляются композиции с разными добавками для дальнейшей переработки. Базовые марки производят высшего, 1-го и 2-го сортов.
Исходное сырьё полиэтилен низкого давления (ГОСТ 16338—77) в промышленности синтезируют полимеризацией этилена при низком давлении (3,5-4 МПа) на комплексных металлорганических катализаторах. Выпускается в виде различных (базовых) марок, из которых непосредственно получаются композиции с разными добавками для дальнейшей переработки. Базовые марки производят высшего, 1-го и 2-го сортов.
V. Описание намечаемого и альтернативных вариантов достижения цели намечаемой хозяйственной и иной деятельности
Ситуационная карта-схема (М 1:10000) размещения производства полимерных пакетов и изделий из них приведена в прил. 1 к ЗВОС. Земельный участок размером 112´60 м (всего 6720 м2) в настоящее время, расположенный на территории ОАО “Михалёвоагроснаб” и помещение бывшего гаража площадью 452,6 м2, приобретён в частную собственность ПБОЮЛ Городушевым В.А. (документы подтверждающие право на собственность приведены в приложении к ЗВОС). Данное здание последний сдал в аренду ПБОЮЛ Пупкину Р.В. на основании договора аренды от 4 ноября 2002 г.
Промплощадка предприятия расположена в 18 км от центра г. Иванова (в юго-западном направлении от областного центра). С севера территория предприятия граничит с промышленной зоной, с запада на расстоянии 500 м находится д. Михалёво, с юга на расстоянии 1 км располагается жилая зона посёлка технического углерода, с востока – пустырь. Помещение расположено на терри-
тории ОАО “Михалёвоагроснаб” в 180 м от цеха по копчению рыбы и кур ООО “Сетрейд”.
В южном направлении проходит железная дорога, за которой (в 50 м) располагаются пахотные земли. В западном направлении ОАО “Михалевоагро-снаб” граничит с территорией АО “Ново-Талицкое РТП”.
Ближайшие жилые дома расположены на расстоянии 170 м к западу от здания бывшего гаража, где предполагается разместить производство полимерных материалов, и в 250 м к югу от проектируемого предприятия.
Отопление помещений, а именно:
- склада 1-го этажа площадью 61 м2,
- склада 2-го этажа – 59,7 м2, Общая площадь 120,7 м2.
- второго бокса, площадью 140,4 м2,
- третьего бокса – 123,8 м2,
- четвёртый бокс – 57,2 м2.
Общая площадь 442,1 м2. Отопление данных сооружений будет осуществ
ляться ОАО “Михалёвоагроснаб” на основании договора № 10 от 01.11.2002 г.
об оказании услуг. В качестве источника теплоэнергии будет выступать сущест
вующая котельная ОАО “Михалёвоагроснаб”, оборудованная 4-мя водогрейны
ми котлами “Универсал-6”, работающих на природном газе. В работе использу
ется один котёл, один в резерве, два законсервированы. Данный факт отражён в
согласованном с комитетом по охране окружающей среды по Ивановской об
ласти проекте нормативов предельно–допустимых выбросов загрязняющих ве
ществ в атмосферу ОАО “Михалёвоагроснаб” (разработан ЗАО “Промэнерго-
ремонт” в 2000 году). В соответствии с данным договором об оказании услуг
будет организована система водоснабжения и канализации в арендуемых поме
щениях. Эксплуатация цеха по производству полимерных материалов не вызо
вет изменений в мощности выброса существующих источников выброса ОАО
“Михалёвоагроснаб” (за исключением прекращения работы источника выброса
№ 7 – гаража).
Участок располагается на урбанизированной территории, на которой не имеется ни памятников природы, ни особо охраняемых объектов, ни естественных экосистем, включая дикие виды флоры и фауны, занесённые в Красную книгу России.
Ближайший естественный водоток, а именно р. Вергуза, являющаяся правобережным притоком реки Уводь, протекает примерно в 1,2 км от промп-лощадки в северном направлении. Проектом будет предусмотрено максимальное озеленение отведённой под строительство территории, в т.ч. и разбивка газона. Комплекс работ по благоустройству участка будет включать восстановление частично нарушенного асфальтобетонное покрытия проездов и части территории площадки под размещение оборудования.
Отвод земельного участка под строительство был согласован с Главным архитектором района, руководителем комитета по земельным ресурсам, главой Новоталицкой сельской администрации, представителями Госпожнадзора, Госсанэпиднадзора, комитета природных ресурсов по Ивановской области, ОАО “Михалёвоагроснаб”.
Намечаемый вариант достижения цели
Производство плёночных материалов на основе ПП, ПЭВД, ПЭНД планируется осуществлять методом экструзии с последующим раздувом образующегося рукава (метод экструзионно-раздувной). Производство пакетов планируется осуществлять методом термосваривания.
Альтернативные варианты получения плёночных материалов
Около 50 лет назад существовало очень ограниченное количество процессов переработки полимеров в конечные изделия. В настоящее время для производства полимерных материалов имеется множество процессов и методов, основными из них являются каландрование, отливка, литье под давлением, экструзия. Рассмотрим кратко эти методы. 1) Каландрование
Процесс каландрования обычно применяют для производства непрерывных пленок и листов. Основной частью аппарата (рис. 1) для каландрования является комплект гладко отполированных металлических валков, вращающихся в противоположных направлениях, и устройство для точного регулирования зазора между ними. Зазор между валками определяет толщину каландрованного листа. Полимерный компаунд подается на горячие валки, а лист, поступающий с этих валков, охлаждается при прохождении через холодные валки. На последнем этапе листы сматываются в рулоны, как показано на рис. 1. Однако, если вместо листов требуется получить тонкие полимерные пленки, применяют серию валков с постепенно уменьшающимся зазором между ними. Обычно в листы каландруют такие полимеры, как полиэтилен, каучук и сополимер бутадиена, стирола и акрилонитрила. Таким образом, в процессе каландрования отмечается большое количество источников выбросов.
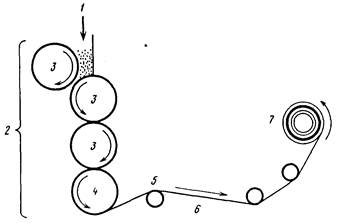
Рис. 1. Схема аппарата для каландрования
1 — полимерный компаунд; 2 — каландровочные валки: горячие (3) и холодный (4) ; 5 — каландрованный лист; б — направляющие валки; 7 — сматывающее устройство. 2) Отливка плёнок
Метод отливки используют также и для производства полимерных пленок. В этом случае раствор полимера соответствующей концентрации постепенно выливают на движущийся с постоянной скоростью металлический пояс (рис. 2), на поверхности которого и происходит образование непрерывного слоя полимерного раствора. При испарении растворителя в контролируемом режиме на поверхности металлического пояса происходит образование тонкой по-
| лимерной пленки. После этого пленка снимается простым отслаиванием. Этим |
| способом получают большинство промышленных целлофановых листов и фотографических пленок. |
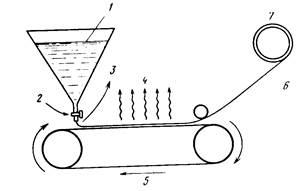 Рис.2. Схема процесса отливки пленок
Рис.2. Схема процесса отливки пленок
1 — раствор полимера; 2 — распределительный клапан; 3 — раствор полимера растекается с образованием пленки; 4 — растворитель испаряется; 5 — бесконечный металлический пояс; 6 — непрерывная полимерная пленка; 7 — сматывающая катушка.
ИСПОЛЬЗОВАНИЕ ДАННОГО МЕТОДА ПРОИЗВОДСТВА ВЫЗЫВАЕТ ПОСТУПЛЕНИЕ В АТМОСФЕРУ КРОМЕ МОНОМЕРОВ ПОЛИМЕРА, ДОПОЛНИТЕЛЬНОГО КОЛИЧЕСТВА КОМПОНЕНТОВ
РАСТВОРИТЕЛЯ. 3) ЭКСТРУЗИЯ
Экструзия является одним из самых дешевых методов производства широко распространенных пластических изделий, таких, как пленки, волокна, трубы, листы, стержни, шланги и ремни, причем профиль этих изделий задается формой выхлопного отверстия головки экструдера. Расплавленный пластик при определенных условиях выдавливают через выходное отверстие головки экс-трудера, что и.придает желаемый профиль экстру-дату. Схема простейшей экс-трузионной машины показана на рис.3.
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации (в) (см. рис. 3).
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания. В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает её. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека.
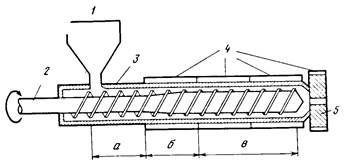
Рис 3. Схематическое изображение простейшей экструзионной машины 1 – загрузочная воронка; 2 – шнек; 3 - основной цилиндр; 4 — нагревательные элементы; 5 — выходное отверстие головки экструдера, а — зона загрузки; б — зона сжатия; в ~ зона гомогенизации.
ПОД ДЕЙСТВИЕМ ДАВЛЕНИЯ, СОЗДАВАЕМОГО В ЭТОЙ ЧАСТИ
ЭКСТРУДЕРА, РАСПЛАВ ПОЛИМЕРА ПОДАЕТСЯ НА ВЫХОДНОЕ
ОТВЕРСТИЕ ГОЛОВКИ ЭКСТРУДЕРА И ВЫХОДИТ ИЗ НЕГО С
ЖЕЛАЕМЫМ ПРОФИЛЕМ. ИЗ-ЗА ВЫСОКОЙ ВЯЗКОСТИ НЕКОТОРЫХ
ПОЛИМЕРОВ ИНОГДА ТРЕБУЕТСЯ НАЛИЧИЕ ЕЩЕ ОДНОЙ ЗОНЫ,
НАЗЫВАЕМОЙ РАБОЧЕЙ, ГДЕ ПОЛИМЕР ПОДВЕРГАЕТСЯ
ВОЗДЕЙСТВИЮ ВЫСОКИХ СДВИГОВЫХ НАГРУЗОК ДЛЯ ПОВЫШЕНИЯ
ЭФФЕКТИВНОСТИ СМЕШЕНИЯ. ЭКСТРУДИРОВАННЫЙ МАТЕРИАЛ
ТРЕБУЕМОГО ПРОФИЛЯ ВЫХОДИТ ИЗ ЭКСТРУДЕРА В СИЛЬНО
НАГРЕТОМ СОСТОЯНИИ (ЕГО ТЕМПЕРАТУРА СОСТАВЛЯЕТ ОТ 125 ДО
350°С), И ДЛЯ СОХРАНЕНИЯ ФОРМЫ ТРЕБУЕТСЯ ЕГО БЫСТРОЕ
ОХЛАЖДЕНИЕ. ЭКСТРУДАТ ПОСТУПАЕТ НА КОНВЕЙЕРНУЮ ЛЕНТУ,
ПРОХОДЯЩУЮ ЧЕРЕЗ ЧАН С ХОЛОДНОЙ ВОДОЙ, И ЗАТВЕРДЕВАЕТ.
ДЛЯ ОХЛАЖДЕНИЯ ЭКСТРУДАТА ТАКЖЕ ПРИМЕНЯЮТ ОБДУВКУ
ХОЛОДНЫМ ВОЗДУХОМ И ОРОШЕНИЕ ХОЛОДНОЙ ВОДОЙ.
СФОРМОВАННЫЙ ПРОДУКТ В ДАЛЬНЕЙШЕМ ИЛИ РАЗРЕЗАЕТСЯ ИЛИ
СМАТЫВАЕТСЯ В КАТУШКИ. ПРОЕКТОМ ПРЕДУСМАТРИВАЕТСЯ ЭКСТРУЗИОННО-РАЗДУВНОЙ МЕТОД ПРОИЗВОДСТВА ПОЛИМЕРНЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПП,
ПЭВД, ПЭНД. В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ ИСХОДНОГО ПОЛИМЕРА ПЛЁНОЧНЫЕ МАТЕРИАЛЫ ВЫПУСКАЮТСЯ РАЗЛИЧНЫХ ВИДОВ:
- ПЛЁНКА ПОЛИПРОПИЛЕНОВАЯ (ПП) ВЫПУСКАЕТСЯ ПО ТУ 2245-001-6347424-2001 В ВИДЕ РУКАВА, ПОЛУРУКАВА (РУКАВ, РАЗРЕЗАННЫЙ ПО ВСЕЙ ДЛИНЕ С ОДНОЙ СТОРОНЫ); РУКАВА (ПОЛУРУКАВА) С ПЛАПАНОМ ИЗ КАПЛЕНА (ПОЛИПРОПИЛЕНА) ПО ТУ 2211-015-00203521 И ПОЛИПРОПИЛЕНА ПО ГОСТ 26996-86;
- ПЛЁНКА ПОЛИЭТИЛЕНОВАЯ ИЗ ПОЛИЭТИЛЕНА ВЫСОКОГО ДАВЛЕНИЯ ВЫПУСКАЕТСЯ ПО ГОСТ 10354-82, ИЗ ПОЛИЭТИЛЕНА НИЗКОГО ДАВЛЕНИЯ – ПО ТУ 2245-002-63474242-2001 В ВИДЕ РУКАВА, ПОЛУРУКАВА, ПОЛОТНА;
ПАКЕТЫ ИЗ ПОЛИМЕРНЫХ ПЛЁНОЧНЫХ МАТЕРИАЛОВ ПП, ПЭВД, ПЭНД ВЫПУСКАЕТСЯ ПО ГОСТ 12302-83 ДЛЯ УПАКОВКИ И ХРАНЕНИЯ ПРОМЫШЛЕННОЙ ПРОДУКЦИИ.
БЛОК-СХЕМА ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИМЕРНЫХ ПЛЁНОК И ПАКЕТОВ ПРИВЕДЕНА НА РИС. 4.

|
| Контроль готовой продукции (плёнок и пакетов), маркировка, упаковка |
РИС. 4. БЛОК-СХЕМА ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИМЕРНЫХ
ПЛЁНОК И ПАКЕТОВ
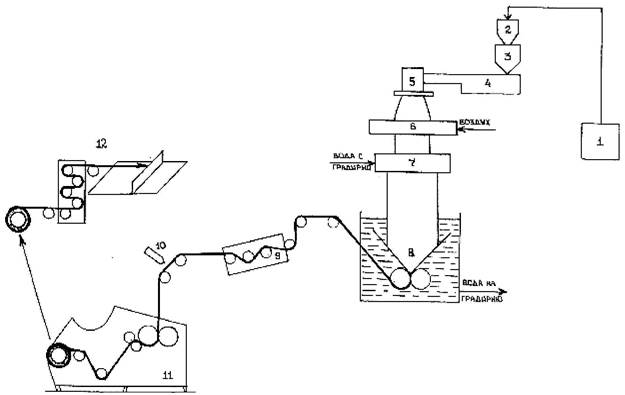
РИС. 5. СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИПРОПИЛЕНОВОЙ ПЛЁНКИ. 1- ВАКУУМ-ЗАГРУЗЧИК; 2- БУНКЕР-ДОЗАТОР С ЭЛЕКТРОМАГНИТНЫМ КЛАПАНОМ; 3 – ЗАГРУЗОЧНАЯ ВОРОНКА СО СМОТРОВЫМИ СТЁКЛАМИ; 4 – ОДНОШНЕКОВЫЙ ЭКС-ТРУДЕР ТРЁХСЕКЦИОННЫЙ; 5 – ЦИЛИНДРИЧЕСКАЯ ГОЛОВКА СО
СПИРАЛЬНЫМ СЕРДЕЧНИКОМ; 6 – ОХЛАЖДАЮЩЕЕ КОЛЬЦО,
ХЛАДОАГЕНТ – ВОЗДУХ; 7 – САМОТЕЧНЫЙ АППАРАТ ВОДЯНОГО
ОХЛАЖДЕНИЯ; 8 – СКЛАДЫВАЮЩЕЕ УСТРОЙСТВО; 9 – ПЕЧНАЯ
СУШКА; 10 – ПЛОСКИЕ НОЖИ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ ПЛЁНКИ И
ВЫКРАИВАНИЯ КЛАПАНА; 11 – ТЯНУЩЕЕ И НАМОТОЧНОЕ
УСТРОЙСТВО.

РИС. 6. СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИЭТИЛЕНОВОЙ ПЛЁНКИ 1 – БУНКЕР ДОЗАТОР; 2 – ОДНОШНЕКОВЫЙ ЭКСТРУДЕР ТРЁХСЕКЦИОННЫЙ; 3 – ЦИЛИНДРИЧЕСКАЯ ГОЛОВКА СО СПИРАЛЬНЫМ СЕРДЕЧНИКОМ; 4 – ОХЛАЖДАЮЩЕЕ КОЛЬЦО (ХЛА-ДОАГЕНТ - ВОЗДУХ); 5 – СКЛАДЫВАЮЩЕЕ УСТРОЙСТВО – РАЗДУВОЧНАЯ ШЕВРОННАЯ ДОСКА; 6 – ПЛОСКИЙ НОЖ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ ПЛЁНКИ; 7 – ТЯНУЩЕЕ И НАМОТОЧНОЕ УСТРОЙСТВО; 8 (ПЭ) И 12 (ПП) – МАШИНА ДЛЯ ТЕРМИЧЕСКОГО ЗАПАИВАНИЯ/РАЗРЕЗАНИЯ ПАКЕТОВ. ОПИШЕМ ПООПЕРАЦИОННО СХЕМУ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА.
1) ПОДГОТОВКА СЫРЬЯ И ДОЗИРОВАНИЕ В ЭКСТРУДЕР.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ АНАЛИЗА СЫРЬЯ
ПЕРЕД ЗАПУСКОМ В ПРОИЗВОДСТВО НА СООТВЕТСТВИЕ
ТРЕБОВАНИЯМ ГОСТ И ТУ, ПОДГОТОВКА И ДОЗИРОВАНИЕ СЫРЬЯ В
ЭКСТРУДЕР. ПОСТУПАЮЩЕЕ СЫРЬЁ ПРИНИМАЕТСЯ ПАРТИЯМИ И
ХРАНИТСЯ НА СКЛАДЕ. КАЖДАЯ ПАРТИЯ СОПРОВОЖДАЕТСЯ
ДОКУМЕНТАМИ, УДОСТОВЕРЯЮЩИМИ КАЧЕСТВО СЫРЬЯ. СО
СКЛАДА ПОЛИЭТИЛЕН И ПОЛИПРОПИЛЕН В ПОЛИМЕРНЫХ МЕШКАХ
ТРАНСПОРТИРУЮТ К МЕСТУ ВЫГРУЗКИ В НАКОПИТЕЛЬНУЮ
ЁМКОСТЬ. ОТКУДА ВАКУУМ-ЗАГРУЗЧИКОМ СЫРЬЁ ДОЗИРУЕТСЯ В
ЭКСТРУДЕР ЧЕРЕЗ ЗАГРУЗОЧНУЮ ВОРОНКУ.
2) ПЛАВЛЕНИЕ ПОЛИМЕРА И ГОМОГЕНИЗАЦИЯ РАСПЛАВА В
ЭКСТРУДЕРЕ.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ ПРОГРЕВА МАТЕРИАЛА ДО ВЯЗКОТЕКУЧЕГО СОСТОЯНИЯ И ПОЛУЧЕНИЕ
ГОМОГЕННОГО РАСПЛАВА.
ПОЛИМЕРНЫЕ ГРАНУЛЫ ИЗ БУНКЕРА-ДОЗАТОРА ЧЕРЕЗ ЗАГРУЗОЧНУЮ ВОРОНКУ ПОСТУПАЮТ В ЗОНУ ПИТАНИЯ
ЭКСТРУДЕРА (I ЗОНА). ШНЕК (ЧЕРВЯК) ЗАХВАТЫВАЕТ МАТЕРИАЛ, ПЛАСТИЦИРУЕТ ЕГО (II ЗОНА) ЗА СЧЁТ РАЗНОСТИ СИЛ ТРЕНИЯ МЕЖДУ ПОЛИМЕРОМ И СТЕНКОЙ ЦИЛИНДРА И РАВНОМЕРНО ПОДАЁТ В ВИДЕ ГОМОГЕННОГО
РАСПЛАВА К ГОЛОВКЕ (III ЗОНА). ТЕМПЕРАТУРА ПО ЗОНАМ ЭКСТРУДЕРА:
I ЗОНА – 190 – 210 0С;
II ЗОНА – 210 – 220 0С;
III ЗОНА – 220 – 240 0С.
3) ФОРМОВАНИЕ РАСПЛАВА В ВИДЕ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ
В ГОЛОВКЕ ЭКСТРУДЕРА.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ ОСУЩЕСТВЛЕНИЯ ФОРМОВАНИЯ ИЗ РАСПЛАВА ПОЛИМЕРА, ПОСТУПАЮЩЕГО ИЗ ЭКСТРУДЕРА, НЕПРЕРЫВНОЙ ПЛЁНКИ С ПОСТОЯННЫМ ПОПЕРЕЧНЫМ
СЕЧЕНИЕМ ЗАДАННОЙ ФОРМЫ. РАСПЛАВЛЕННЫЙ ПОЛИМЕР ВЫДАВЛИВАЕТСЯ ИЗ ЭКСТРУДЕРА ЧЕРЕЗ УГЛОВУЮ ГОЛОВКУ. ТЕМПЕРАТУРА В ГОЛОВКЕ СОСТАВЛЯЕТ 220-240 0С (ОБЫЧНО НА 10 0С НИЖЕ, ЧЕМ В ПОСЛЕДНЕЙ ЗОНЕ). СХЕМА ПРОИЗВОДСТВА ПЛЁНОК – ВЕРТИКАЛЬНЫЙ СПОСОБ
РАЗДУВА:
- ПРИ ПРОИЗВОДСТВЕ ПОЛИПРОПИЛЕНОВОЙ ПЛЁНКИ – РАЗДУВОМ ВНИЗ;
- ПРИ ПРОИЗВОДСТВЕ ПОЛИЭТИЛЕНОВОЙ ПЛЁНКИ – РАЗДУВОМ ВВЕРХ.
ФОРМОВАНИЕ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ В ГОЛОВКЕ ПРОИСХОДИТ В ФОРМУЮЩЕМ КОЛЬЦЕВОМ КАНАЛЕ, ЗАЗОРЕ МЕЖДУ ВНУТРЕННЕЙ КАЛИБРУЮЩЕЙ НАСАДКОЙ (ДОРНОМ) И ВНЕШНИМ
КОЛЬЦОМ (МУНДШТУКОМ). РАВНОМЕРНОСТЬ ЗАЗОРА ПО ПЕРИМЕТРУ – РЕГУЛИРУЕТСЯ. ТОЛЩИНА ФОРМОВАННОГО ЗАЗОРА КОЛЕБЛЕТСЯ В ПРЕДЕЛАХ ОТ
0,025 ДО 0,050 ММ. МЕЖДУ ЦИЛИНДРОМ ЭКСТРУДЕРА И ГОЛОВКОЙ УСТАНОВЛЕНЫ ФИЛЬТРЫ ДЛЯ ОТДЕЛЕНИЯ ЗАГРЯЗНЕНИЙ И ПОСТОРОННИХ
ВКЛЮЧЕНИЙ.
4) РАЗДУВ СФОРМОВАННОГО РУКАВА С ОДНОВРЕМЕННЫМ
ОХЛАЖДЕНИЕМ ПОДАВАЕМЫМ ХЛАДОАГЕНТОМ.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ РАЗДУВА
СФОРМОВАННОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ДО ЗАДАННОЙ
ТОЛЩИНЫ С ОДНОВРЕМЕННЫМ ОХЛАЖДЕНИЕМ РУКАВА ВОЗДУХОМ.
РАСПЛАВ ВЫХОДИТ ИЗ ГОЛОВКИ В ВИДЕ ЦИЛИНДРИЧЕСКОЙ
ЗАГОТОВКИ И ПОДВЕРГАЕТСЯ РАЗДУВУ СЖАТЫМ ВОЗДУХОМ В
РУКАВ ДО ОПРЕДЕЛЁННОЙ ТОЛЩИНЫ. ДИАМЕТР РАЗДУВАЕМОГО
РУКАВА КАЛИБРОВОЧНЫМ КОЛЬЦОМ ДИАМЕТРОМ ОТ 300 ДО 550 ММ
С ИНТЕРВАЛОМ 50 ММ.
СЖАТЫЙ ВОЗДУХ ДЛЯ РАЗДУВАНИЯ РУКАВА ПОДАЁТСЯ ЧЕРЕЗ ДОРН ЭКСТРУЗИОННОЙ ГОЛОВКИ. РАЗДУВ ДОЛЖЕН БЫТЬ РАВНОМЕРНЫМ И ПОСТЕПЕННЫМ. СНАРУЖИ РУКАВ ОХЛАЖДАЕТСЯ
ВОЗДУХОМ ДЛЯ ПРЕДОТВРАЩЕНИЯ ДЕСТРУКЦИИ ПОЛИМЕРА И ДОСТИЖЕНИЯ ВЫСОКИХ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ПЛЁНКИ
(НАПРИМЕР, ПРОЗРАЧНОСТИ).
5) СКЛАДЫВАНИЕ ПЛЁНОЧНОГО РУКАВА И СУШКА ПОДОГРЕТЫМ
ВОЗДУХОМ.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ СПЛЮЩИВАНИЯ РУКАВА ПОСЛЕ ОХЛАЖДЕНИЯ С ЦЕЛЬЮ СТАБИЛИЗАЦИИ РУКАВА И СМАТЫВАНИЯ ПЛЁНКИ В РУЛОН. СУШКА ПОДОГРЕТЫМ ВОЗДУХОМ С ЦЕЛЬЮ УДАЛЕНИЯ ОСТАТКОВ ВОДЫ ПОСЛЕ ОХЛАЖДЕНИЯ. СПЛЮЩИВАНИЕ ПЛЁНОЧНОГО РУКАВА ОСУЩЕСТВЛЯЕТСЯ С ПОМОЩЬЮ СКЛАДЫВАЮЩЕГО УСТРОЙСТВА, ПРЕДСТАВЛЯЮЩЕГО СОБОЙ РАЗДВИЖНЫЕ НАКЛОННЫЕ ПЛИТЫ. ОПТИМАЛЬНОЕ ПОЛОЖЕНИЕ ПЛИТ (ШЕВРОННОЙ ДОСКИ) – УГОЛ РАСХОЖДЕНИЯ СОСТАВЛЯЕТ 20-30O. УГОЛ РАСХОЖДЕНИЯ
РЕГУЛИРУЕТСЯ СТОПОРНЫМИ ВИНТАМИ И ПОДБИРАЕТСЯ В КАЖДОМ КОНКРЕТНОМ СЛУЧАЕ В ЗАВИСИМОСТИ ОТ ДИАМЕТРА
РУКАВА ПЛЁНКИ.
СЛОЖЕННЫЙ ВДВОЕ РУКАВ ПЛЁНКИ ПРОХОДИТ ЧЕРЕЗ
ОТЖИМНЫЕ ТЯГОВЫЕ РОЛИКИ, НАПРАВЛЯЮЩИЙ РОЛИК В
СУШИЛКУ. ОСТАТКИ ВОДЫ С ПЛЁНКИ УДАЛЯЮТСЯ ВОЗДУХОМ,
ПОДОГРЕТЫМ ДО ТЕМПЕРАТУРЫ 50-70 OС.
6) РЕЗКА И НАМОТКИ ПЛЁНОЧНОГО РУКАВА.
ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ РЕЗКИ ПЛЁНКИ НА ПОЛОТНА И ВЫКРАИВАНИЯ КЛАПАНА ДЛЯ ПАКЕТА. ПРИЁМА ГОТОВОЙ ПЛЁНКИ
И СМАТЫВАНИЯ ЕЁ В РУЛОН. БЕСКРОМОЧНОЕ РАЗРЕЗАНИЕ ПЛЁНОЧНОГО РУКАВА ОСУЩЕСТВЛЯЕТСЯ ПЛОСКИМ НОЖОМ ПО ЛИНИИ СГИБА РУКАВА НА
ПОЛОТНО ИЛИ ПОЛУРУКАВ. ВТОРЫМ ПЛОСКИМ НОЖОМ ПРОИЗВОДИТСЯ ВЫКРАИВАНИЕ
КЛАПАНА ПАКЕТОВ ОПРЕДЕЛЕННОЙ ШИРИНЫ.
ПЛЁНОЧНЫЕ ПОЛОТНА ЧЕРЕЗ ОТКЛОНЯЮЩИЕ (ПЕРЕВОДНЫЕ)
РОЛИКИ НАМАТЫВАЮТСЯ НА НЕГО. НАМОТОЧНЫЙ РОЛИК
ВРАЩАЕТСЯ ЗА СЧЁТ ФРИКЦИОННОГО СЦЕПЛЕНИЯ (ЧЕРЕЗ
НАМАТЫВАЕМУЮ ПЛЁНКУ) С ПРИВОДНЫМ ВАЛКОМ.
КРАЙ ОТ КЛАПАНА СИНХРОННО НАМАТЫВАЕТСЯ НА
ОТДЕЛЬНЫЙ РОЛИК. ТЯГОВАЯ СКОРОСТЬ И СКОРОСТЬ НАМОТКИ
ПЛЁНКИ 8-60 М/МИН. РЕГУЛИРОВАНИЕ ЧАСТОТЫ (СКОРОСТИ) ВРАЩЕНИЯ ОСУЩЕСТВЛЯЕТСЯ ЧЕРЕЗ РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО НА ЩИТЕ
УПРАВЛЕНИЯ. НАМОТОЧНОЕ УСТРОЙСТВО ОСНАЩЕНО ЭЛЕКТРОСЧЁТЧИКОМ МЕТРОВ И ЗВУКОВЫМ СИГНАЛОМ ДЛЯ ОПОВЕЩЕНИЯ ОПЕРАТОРА О НЕОБХОДИМОСТИ СНЯТЬ ГОТОВУЮ ПЛЁНКУ.
ДЛИНА ПЛЁНКИ В РУЛОНЕ СОСТАВЛЯЕТ НЕ БОЛЕЕ 1000 М. МАССА РУЛОНА НЕ ДОЛЖНА ПРЕВЫШАТЬ 30 КГ.
7) ИЗГОТОВЛЕНИЕ ПАКЕТОВ ИЗ ПЛЁНОК.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ ИЗГОТОВЛЕНИЯ
ПАКЕТОВ ИЗ ПОЛИМЕРНЫХ ПЛЁНОК ДЛЯ УПАКОВКИ И ХРАНЕНИЯ ПРОМЫШЛЕННОЙ ПРОДУКЦИИ РАЗЛИЧНЫХ РАЗМЕРОВ:
- ШИРИНА ОТ 4 ДО 90 СМ;
- ДЛИНА ОТ 15 СМ ДО 2 М. ПЛЁНКА В РУЛОНАХ ПОСТУПАЕТ НА РАЗМОТОЧНЫЙ ВАЛ,
ОТКУДА ЧЕРЕЗ СИСТЕМУ НАТЯЖНЫХ И ПЕРЕВОДНЫХ РОЛИКОВ
ПЛЁНКА ПОДАЁТСЯ В ЗОНУ СВАРКИ МАШИНЫ ДЛЯ ТЕРМИЧЕСКОГО
ЗАПАИВАНИЯ НАГРЕВАТЕЛЬНЫМ ПРИСПОСОБЛЕНИЕМ (НОЖОМ) –
ТЕРМОКОНТАКТНЫЙ МЕТОД СВАРИВАНИЯ.
ГОТОВЫЕ ПАКЕТЫ АВТОМАТИЧЕСКИ ПОДАЮТСЯ НА
РАЗБРАКОВОЧНЫЙ СТОЛ, ОСНАЩЁННЫЙ ЭЛЕКТРОСЧЁТЧИКОМ И
УКЛАДЧИКОМ ПАКЕТОВ.
8) КОНТРОЛЬ ГОТОВОЙ ПРОДУКЦИИ (ПЛЁНКИ, ПАКЕТОВ).
МАРКИРОВКА И УПАКОВКА.
ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ КОНТРОЛЯ ГОТОВОЙ
ПРОДУКЦИИ (ПЛЁНКИ, ПАКЕТОВ) НА СООТВЕТСТВИЕ ТРЕБОВАНИЯМ
ТЕХНИЧЕСКИХ УСЛОВИЙ И СТАНДАРТОВ. МАРКИРОВКА И
УПАКОВКА ПРОДУКЦИИ ПРОВОДИТСЯ С ЦЕЛЬЮ УДОБСТВА
ИСПОЛЬЗОВАНИЯ ПОТРЕБИТЕЛЕМ И ТРАНСПОРТИРОВКИ.
ПЛЁНКА И ПАКЕТЫ ПОДВЕРГАЮТСЯ РАЗБРАКОВКЕ ПО
ДЕФЕКТАМ ВНЕШНЕГО ВИДА ПУТЁМ ПРОСМОТРА ПРОДУКЦИИ ПРИ
ЛАМПАХ ДНЕВНОГО СВЕТА. РАЗБРАКОВАННУЮ ПРОДУКЦИЮ МАРКИРУЮТ И УПАКОВЫВАЮТ В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ ТЕХНИЧЕСКИХ УСЛОВИЙ И СТАНДАРТОВ. УПАКОВАННАЯ ПРОДУКЦИЯ СДАЁТСЯ НА
СКЛАД. “НУЛЕВОЙ” ВАРИАНТ – ОТКАЗ ОТ НАМЕЧАЕМОЙ ДЕЯТЕЛЬНОСТИ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ ИЗ НИХ, МЫ НЕ РАССМАТРИВАЕМ Т.К. ОН НЕ ОТВЕЧАЕТ
ЦЕЛЯМ ЗАКАЗЧИКА ЗВОС.
ПОЭТОМУ НАМИ ДАЛЕЕ АНАЛИЗИРОВАЛИСЬ ПОСЛЕДСТВИЯ
ВОЗДЕЙСТВИЯ НА ОБЪЕКТЫ ОКРУЖАЮЩЕЙ СРЕДЫ ТЕХНОЛОГИИ ПО
ПРОИЗВОДСТВУ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ПЛАНИРУЕМОЙ К
РЕАЛИЗАЦИИ ПБОЮЛ ПУПКИНЫМ Р.В.
VI. Описание возможных видов воздействия на окружающую среду намечаемой хозяйственной и иной деятельности по альтернативным вариантам.
При отказе от установки оборудования, предназначенного для производства полиэтиленовых и полипропиленовых плёнок и изделий из них, изменений в состоянии окружающей природной среды не произойдёт. Однако, учитывая, что данный вариант рассматривается как не отвечающий требованиям Заказчика, нами рассмотрены возможные виды воздействия на окружающую среду для
выбранного оптимального варианта получения изделий из ПП, ПЭНД и ПЭВД – установка оборудования для экструзии. При работе последнего, ввиду невозможности осуществления безотходной технологии исходя из 2-ого закона термодинамики, будет происходить допустимое, как показано ниже, загрязнение атмосферы и литосферы.
|
из
5.00
|
Обсуждение в статье: Сокращенное название предприятия |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы