 |
Главная |


Определение предельных технологических натягов
|
из
5.00
|
Определяем предельные технологические предельные натяги:
 (3.10)
(3.10)
 (3.11)
(3.11)
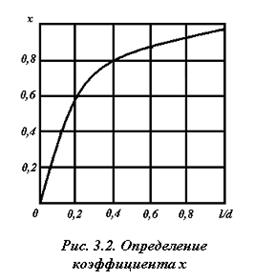
где ΔNR – поправка на смятие шероховатости поверхности вала и втулки при сборке; ΔNt – поправка на температурное расширение деталей; ΔNΠ – поправка на уменьшение натяга при повторных запрессовках в процессе эксплуатации и ремонта (по опытным данным ΔNΠ = 5 – 10мкм); x – коэффициент, учитывающий увеличение удельного давления у торцов втулки, определяем по графику (рис. 3.2).
Поправку на смятие шероховатости определяем по формуле
 (3.12)
(3.12)
где η – коэффициент смятия шероховатости поверхностей (табл. 3.5); Кф и Кк – коэффициенты, приведенные в формуле (4.13).
Таблица 3.5
Значения коэффициентов смятия шероховатости поверхности
| Коэффициент смятия шероховатости поверхности | Метод сборки соединения | |||
| Запрессовки | С нагревом втулки | С охлаждением вала | ||
| со смазкой | без смазки | |||
| η | 0,25–0,35 | 0,25–0,5 | 0,4–0,5 | 0,6–0,7 |
Расчетный допуск посадки ТN = Npmax – Npmin= 90,6 – 14,5 = 76,1 мкм. Квалитет точности находим по числу единиц допуска:
k=  / (2∙i) = 76,1/(2∙1,56) = 24,4.
/ (2∙i) = 76,1/(2∙1,56) = 24,4.
Ближайшее значение k = 25 для 8-го квали-тета(табл.2 приложения 1), поэтому  = 0,09. Рекомендуется выбирать посадку с допуска-ми не более 8-го квалитета.
= 0,09. Рекомендуется выбирать посадку с допуска-ми не более 8-го квалитета.
Тогда поправка на смятие шероховатости поверхности
ΔNR ≤ 10∙0,5∙76,l∙0,5∙0,09 = 17,1 мкм.
Из-за уменьшения фактической площади
контакта при увеличении шероховатости по-
верхности поправку на смятие шероховатости рекомендуется принимать не более
ΔNR ≤10∙η∙([Rаd + [RaD]), (3.13)
где [Rad] и [RaD] – предельно допустимые параметры шероховатости поверхности;
ΔNR≤ 10∙0,5∙(1,25 + 2,5)= 18,8 мкм. Примем ΔNR = 17,1 мкм.
Для размеров от 18 до 120 мм при запрессовке (поперечный метод) можно принять [Rаd]=1,25 мкм и [RaD]= 2,5 мкм. При нагреве или охлаждении деталей (поперечный метод) значения [Rаd]и [RaD] увеличивают в два раза.
Поправку на температурное расширение определяем по формуле
 (3.14)
(3.14)
где  и
и  – коэффициенты линейного расширения материала вала втулки и втулки (табл. 3.6); td и tD – рабочие температуры отверстия и вала; t = 20°C –температура сборки.
– коэффициенты линейного расширения материала вала втулки и втулки (табл. 3.6); td и tD – рабочие температуры отверстия и вала; t = 20°C –температура сборки.
Расчет по формуле (3.14) проводим два раза: для нижнего и верхнего значений диапазона температуры. Если значение ΔN, положительное, топодставляем его в формулу для определения NTmin (так как отверстие расширится больше вала и нужно компенсировать данное уменьшение натяга), если отрицательно, то подставляем его в формулу NTmax (так как вал расширится больше и нужно компенсировать увеличение натяга).
Таблица 3.6
Значения коэффициентов линейного расширения
| Материал | Сталь | Чугун | Бронза | Латунь |
 град–1 град–1
| 11,3∙10–6 | 10∙10–6 | 17,9∙10–6 | 19∙10–6 |
В результате расчетов получим:


По рисунку 3.2. определяем х: l/dn = 50/45 = 1,11, поэтому х = 0,97.
Примем ΔNП =7 мкм. Тогда по формулам (3.8) и (3.9) получим:
NТmax = 90,6∙0,97+17,1–11,9 = 93,1 ≈ 93 мкм;
NTmin = 14,5+17,1+23,8+7 = 62,4 ≈ 62 мкм.
Выбор посадки
Условия выбора посадки:
 (3.15)
(3.15)
 (3.16)
(3.16)
где NCmax и NCmin – предельные стандартные натяги.
Определяем допуск посадки:

В качестве системы посадки принимаем систему отверстия по исходным данным. Тогда определяем допуск на основную деталь – отверстие:

По таблице 3 приложения 1 находим ближайшее значение допуска отверстия для диаметра 45 мм ТD = 16 мкм, что соответствует 6-му квалитету. Рекомендуется допуск отверстия брать на один квалитет больше допуска вала, так как обычно при равной степени точности отверстие обработать труднее и дороже, чем вал. Можно назначить и равные допуски.
В системе отверстия, исходя из схемы расположения полей допусков (рис.3.3)и условия (3.14), по таблице 4 приложения 1 (в системе вала - по таблице 5 приложения 1) выбираем основное отклонение вала по условию
ei ≥ TD +NTmin (в системе вала: │ES│≥ Td + NTmin); (3.17)
ei ≥ 16 + 62 = 78 мкм.
Принимаем ei = v = +81 мкм.
Уточняем допуск, на сопрягаемую деталь исходя из схемы (рис. 3.3) и условия (3.15):
Td ≤ NTmax – ei (в системе вала: TD ≤ NTmax – │ES│); (3.18)
Td ≤ 93 – 81 = 12 мкм.
По таблице 3 приложения 1 принимаем Td = 11 мкм, что соответствует 5-му квалитету (в системе вала TD ≤ NTmax – │ES│).
В пределах погрешности расчетов возможно нарушение условий (3.17) и (3.18) на 1–2 мкм (это снижает стоимость обработки).
Определяем предельные отклонения:


ei = +81 мкм; es = ei+ Td = +81+11 = +92 мкм.
Наносим их на схему расположения полей допусков (рис.3.3)
Предельные стандартные натяги в посадке:
NCmin = ei – ES = 81 – 16 = 65 мкм;
NCmax = es – EI = 81 – 0 = 81 мкм.
Условия выбора посадки удовлетворяются:
NCmin = 65 ≥ NTmin = 62 мкм;
NCmax = 92 ≤ NTmax = 93 мкм.
Выбранную посадку запишем так: Ø45  .
.

Рис.3.3 Схема расположения полей допусков выбранной посадки
|
из
5.00
|
Обсуждение в статье: Определение предельных технологических натягов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы