 |
Главная |


Анализ производственных процессов при последовательном виде движения
|
из
5.00
|
Для обеспечения рационального взаимодействия всех элементов производственного процесса и упорядочения выполняемых работ во времени и пространстве необходимо формирование производственного цикла изделия.
Сущность последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции.
Продолжительность технологического цикла обработки партии деталей при последовательном виде движения (в мин.) определяется по формуле:
 , (4.2)
, (4.2)
где n – число деталей в обрабатываемой партии, в шт.;
ti – штучное время (продолжительность обработки) на i-той операции, мин.;
Cпрi – число рабочих мест, на которых ведется обработка деталей на i-той операции;
m – число операций в технологическом процессе (число выполняемых операций при обработке данных деталей).
Проанализируем производственный процесс при последовательном виде движения кухонной мебели на ООО «Ясень»:
Из данных, которые мы имеем(см. схему технологического процесса) вычислим длительность технологического цикла при последовательном виде движения обработки партии из 4 деталей на 6 операциях и построим график на основании проделанной операции.
| Технологический процесс | Ti(мин) |
| 1 Раскрой прямолинейный. Раскрой ламинированных или облицовочных листов ДСП. | |
| 2 Раскрой криволинейный. Раскрой ламинированных или облицовочных листов ДСП по контуру, исключая сколы. | |
| 3 Облицовка криволинейных заготовок .Нанесение облицовки на криволинейную кромку с последующей обрезкой материала. | |
| 4 Снятие свесов облицовки кромки. | |
| 5 Сверление отверстий под фурнитуру и шканты. | |
| 6 Сборка изделия. |
Схема технологического процесса
Партия из 4 деталей обрабатывается на 6 операциях.
n =4
ti1=4мин, ti2=2мин, ti3=3мин,
ti4=5мин, ti5=2мин, ti6=3мин.
Cпрi=1.
Для удобства построим таблицу (таблица №3):
| №оп | ti | Cпрi | 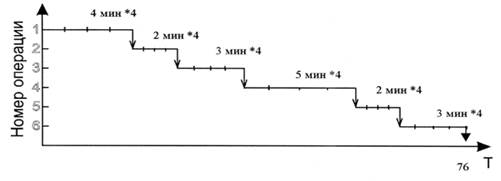 n =4
n =4
|
Таблица №3
Ti1=4*4/1=16мин
Ti2=2*4/1=8мин.
Ti3=3*4/1=12мин
Ti4=5*4/1=20мин
Ti5=2*4/1=8мин
Ti6=3*4/1=12мин
Тц(посл)=16+8+12+20+8+12=76мин.
Мероприятия, принимаемые для улучшения положения ООО «Ясень»
- повышение эффективности контроля над всем процессом производства;
- поиск резервов для снижения себестоимости продукции;
- максимальная загрузка, имеющихся мощностей производства мебели;
- повышение производительности труда;
- поддержание стабильного качества продукции;
- расширение ассортимента
- поиск новых рынков сбыта мебели и новых потребителей.
Вывод о проделанной работе
Анализируя проделанную работу можно сделать выводы, что предприятие ООО « Ясень» развивается, наращивает темпы производства, внедряя новые линии производства. Реализация изготовленной продукции так же имеет тенденцию к увеличению.
Компания ООО «Ясень» очень эффективно осуществляет свою деятельность, многое приносит на рынок товаров и услуг. Организация работает очень слажено, вся система управления организацией продумана до мелочей.
Заключение
Основой деятельности каждого предприятия является производственный процесс, конечная цель которого - выпуск продукции.
Производственный процесс - это процесс труда, имеющий определенное техническое и организационное содержание, направленный на создание конкретных материальных благ и характеризующийся постоянством главного предмета труда.
Для оценки значения отдельных производственных процессов и составляющих элементов в едином процессе производства продукции их группируют по следующим основным признакам:
1. роли процесса в выпуске готовой продукции,
2. степени оснащенности труда и роли человека,
3. характеру протекания процессов,
4. степени воздействия на предмет труда.
По роли процесса в выпуске готовой продукции на предприятии выделяются основные, вспомогательные и обслуживающие производства.
К основным относятся те процессы, которые непосредственно направлены на выпуск основной продукции или на выполнение производственных задач, являющихся целевыми для данного производства.
Вспомогательные процессы направлены для обеспечения нормального выполнения основных процессов в каждый отрезок времени, т.е. постоянно. Они протекают одновременно и неразрывно связаны с основными.
Обслуживающие процессы содействуют нормальному выполнению основных и вспомогательных процессов. Обычно на предприятии к обслуживающим производствам относят центральные ремонтные мастерские, транспортно-складские подразделения, культурно-бытовые учреждения.
В зависимости от степени оснащенности труда и роли человека выделяют немеханизированные, частично механизированные, машинные процессы.
Немеханизированными являются процессы, осуществляемые без применения каких либо видов энергии и механизмов. Они направлены на изменение положения предметов труда или их формы с помощью ручного инструмента. Во вспомогательных и обслуживающих производствах доля ручного труда все еще значительна.
К частично механизированным относятся процессы, выполняемые такой машиной или механизированным инструментом, управление которыми требует ручного труда человека.
При машинных процессах орудием труда является машина, действия которой только направляются человеком непосредственно на рабочем месте или дистанционно.
Для предприятий большое значение имеет комплексная механизация производственного процесса, при которой ручной или частично механизированный труд заменяется системой взаимно дополняющих друг друга машин, обеспечивающих высокую производительность труда и создающих условия для автоматизации производства.
Большое значение в повышении уровня организации производства имеет использование прогрессивных форм организации производства: концентрации, специализации, кооперирования и комбинирования. Все формы организации производства взаимосвязаны и часто дополняют друг друга.
Список литературы
1 Лекционные материалы Ваулиной М.Н
2.Лекционные материалы Чернягина А.С
3.Рядченко Я.В. Теория организации. Ч 1. 35с
4.Ребрин Ю.И. Основы экономики и управления производством., 2002.- 329с.
5.Устав ООО «Ясень»
6.Электронная книга – Википедия
7. http://otherreferats.allbest.ru/management/00107007_1.htm
|
из
5.00
|
Обсуждение в статье: Анализ производственных процессов при последовательном виде движения |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы