 |
Главная |


Краткая характеристика способов ковки, горячей объемной штамповки
|
из
5.00
|
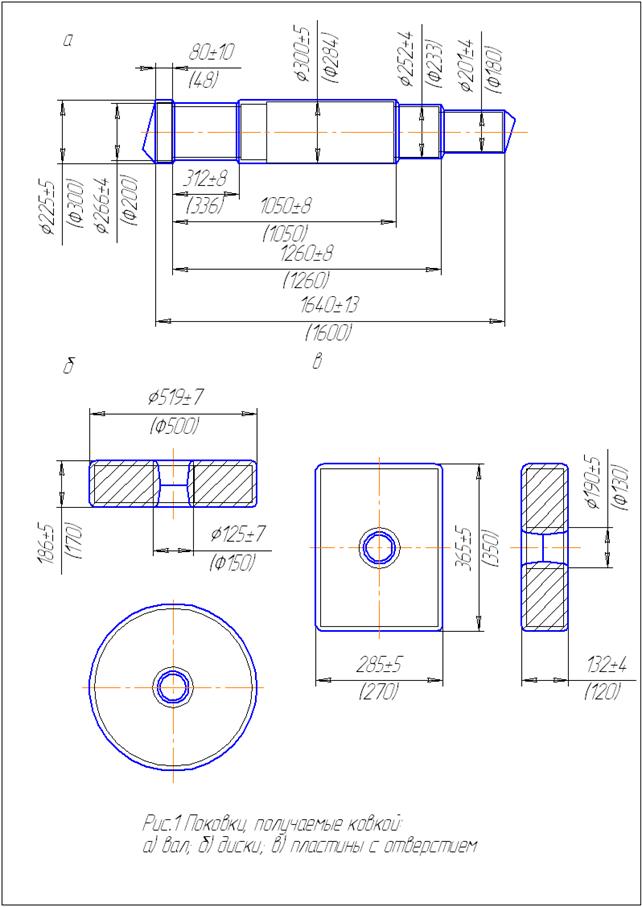
Ковка - вид горячей обработки металлов давлением, при которой металл свободно деформируется и размеры заготовки изменяются путем последовательного воздействия универсального инструмента на отдельные участки исходной заготовки. Масса кованных поковок может колебаться от нескольких килограммов до 130 тонн. В единичном и мелкосерийном производстве ковка экономически целесообразней штамповки, а для крупных заготовок ковка является единственным способом производства заготовок для всех видов производств. Поковки, получаемые ковкой, приведены на рис.1.
Исходными заготовками под ковку служат:
• для поковок малой массой (40 кг) - сортовой прокат круглого, квадратного или прямоугольного сечения;
• для поковок средней массой (40-300 кг) - крупный прокат, обжатые болванки;
• для поковок крупной массой (свыше 300 кг) - слитки.
Ковку выполняют на ковочных молотах и ковочных гидравлических прессах. Основными типами молотов для ковки являются пневматические молоты с массой падающих частей от 50 до 1000 кг и паровоздушные молоты двойного действия с массой падающих частей от 1 до 8 тонн. Для поковок массой менее 800 кг предпочтение отдается молотам из-за большей их производительности.
 |
Высоколегированные стали и титановые сплавы склонны к интенсивному упрочнению, особо проявляющемуся при больших скоростях деформации. Аналогично себя ведут магниевые и ряд алюминиевых сплавов. Все перечисленные материалы куют на гидравлических ковочных прессах.
В отличие от ковки процесс горячей штамповки заключается в деформировании нагретого металла в специальном инструменте -штампе.
Горячая штамповка в закрепленных штампах применяется в серийном и особенно в крупносерийном и массовом производстве.
Штамповку сложных по форме поковок осуществляют в многоручьевых закрепленных штампах, в заготовительных ручьях которых заготовка предварительно фасонируется и получает форму, близкую к очертаниям окончательного ручья.
Сложные поковки можно также штамповать в одноручьевых штампах, предварительно обрабатывая заготовку на другом оборудовании (например, ковочные вальцы) или используя периодический прокат. При горячей штамповке применяются штампы: открытый с заусенечной канавкой для облоя и закрытый без канавки, а также штампы для выдавливания.
Штамповка в закрытых закрепленных штампах обеспечивает более высокую точность поковок, меньший расход материала, отпадает необходимость в оборудовании и штампах для обрезки облоя. Недостаток этого процесса - повышенные требования к точности заготовок, снижение стойкости штампов.
Штамповка в штампах для выдавливания - наиболее прогрессивный процесс, в результате которого существенно снижается расход материала, в 1,5...2 раза повышается производительность труда, повышается качество поковок.
Ниже приводится краткая характеристика способов изготовления поковок горячей штамповкой. Подробные данные по технологическим процессам производства поковок приведены в литературе [3,20...36].
Штамповка на молотах в открытых штампах - универсальный способ горячей объемной штамповки поковок с массой от 1 до 100 кг.
Применяется в серийном, крупносерийном и массовом производстве. В крупносерийном производстве часто применяют расчлененную штамповку: на одном молоте осуществляют фасонирование прутка, на другом - штамповку фасонной поковки.
Это не только повышает срок службы заготовительных ручьев, но и позволяет более рационально использовать кузнечно-штамповочное оборудование, так как для фасонирования требуется молот с меньшей энергией удара, чем для штамповки.
Ударный характер работы молота исключает возможность использования выталкивателей и приводит к увеличению расхода металла на штамповочные уклоны и компенсацию различных погрешностей по изготовлению поковок (смещение половин штампа и заготовки относительно оси штампа).
На молоте штампуют поковки перпендикулярно оси заготовки (поперечное течение металла) и осадкой в торец (продольное течение металла). Металл в два раза интенсивнее заполняет верхний ручей штампа, поэтому выступающие части изделия рекомендуется располагать в верхнем ручье.
Штамповка на молотах особенно эффективна при производстве поковок, где основными операциями являются протяжка и подкатка. Молотовые штампы, как правило, открытые.
Фасонные поковки типа шатун штампуют на молотах в многоручьевых штампах за шесть переходов: протяжка, подкатка, гибка, предварительная, окончательная штамповка и отрубка, получая из одной прутковой заготовки три поковки. Эскизы переходов и расположение ручьев в плане на нижней половине штампа приведены на рис.2.
|
из
5.00
|
Обсуждение в статье: Краткая характеристика способов ковки, горячей объемной штамповки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы