 |
Главная |


Штамповка на кривошипных горячештамповочных прессах
|
из
5.00
|
(КГШП) по сравнению со штамповкой на молотах имеет следующие преимущества:
• в 1,5... 3 раза повышается производительность;
• более высокая точность поковок по высоте и смещению
штампов, меньше штамповочные уклоны и припуски, что дает
существенную экономию металла и сокращение объема
механической обработки;
• большая стойкость штампов;
• бесшумные и более благоприятные условия работы;
• возможность механизации и автоматизации процесса.
Штамповка на КГШП целесообразна при крупносерийном
и массовом производстве поковок сложной формы. Особенностью штамповки поковок на прессах является в основном продольное течение металла по направлению движения пуансона. Скорость деформации металла на кривошипном прессе ниже, чем на молоте, что создает более благоприятные условия для штамповки высокопрочных, жаропрочных сплавов. Подкатку и протяжку на прессах не производят. Если эти операции требуются, то они выполняются предварительно либо на молоте, либо на ковочных вальцах, ротационно-ковочных машинах, или используется периодический прокат. Наиболее распространенными операциями при прессовой штамповке являются осадка, прямое и обратное выдавливание, прошивка, пережим.
Штамповка на КГШП производится в штампах закрытого или открытого типа с выталкивателями. Плоскость разъема штампа лучше располагать вблизи верхнего торца поковки, так как металл лучше заполняет нижнюю часть ручья. Штампы не должны смыкаться, поэтому облойную канавку делают открытой.
Недостатки процесса:
• ввиду жесткости хода ползуна пресса при многоручьевой штамповке нельзя применять такие ручьи, как протяжной, подкатной и отрезной. Их выделяют в отдельные операции и выполняют на штамповочном молоте или другом высоко
производительном оборудовании (при массовом производстве). Точно так же при штамповки заготовок с удлиненной осью и большой разностью площадей поперечных сечений по длине требуется предварительное профилирование заготовки;
• плохое заполнение ручьев требует большего количества переходов;
• для нагрева заготовок используются более дорогие нагрева тельные устройства;
• необходимость удаления окалины перед штамповкой, так как нет ударов и она не отлетает;
стоимость КГШП в 3-4 раза выше эквивалентного по мощности штамповочного молота.
Штамповка на горизонтально-ковочных машинах - высокопроизводительный процесс (300 и более поковок в час), обеспечивающий получение более сложных поковок (с выступами, впадинами в двух взаимно перпендикулярных плоскостях, с глубокими сквозными отверстиями), чем на молотах и ГКШП с относительно малыми припусками на механическую обработку. На ГКМ выполняют операции высадки, выдавливание, прошивки, что позволяет штамповать заготовки типа стержня с фланцем, кольца или стакана с профилированной образующей, выполнять высадку концов труб. Штамповка на ГКМ выполняется обычно в нескольких ручьях. Количество высадочных ручьев зависит от длины деформируемой части прутка и сложности конфигурации заготовки.
• 
Штампы ГКМ состоят из подвижной и неподвижной матриц и блока пуансонов, с вертикальной или горизонтальной плоскостями разъемов. Схемы перемещения штампов в ГКМ с вертикальной и горизонтальной плоскостью разъема матриц приведены на рис.3. Наличие двух разъемов в штампе позволяет получать поковки без штамповочных уклонов по стенкам матриц. Сквозные отверстия и углубления выполняют в том случае, если их оси совпадают с направлением движения высадочного блока пуансонов. Диаметры или размеры прошиваемых отверстий - не менее 30 мм, а длина их не превышает трех диаметров. Уклоны впадин и сквозных отверстий поковок выполняют 2-3°. При штамповке на ГКМ длина высаживаемого незажатого в матрицах штампа участка прутка за один ход должна быть меньше 2,5 d (d - диаметр прутка). Если l/d>2,5, то сначала производится высадка в конус. Операция протяжки связанная с уменьшением площади поперечного сечения, на ГКМ обычно не производится, поэтому минимальный диаметр поковки не должен быть меньше диаметра прутка (заготовки).
Точность штамповки на ГКМ не ниже, чем на КГШП, при формовке в матрицах можно получать заготовки, более приближающиеся к форме готовых деталей, с более высокой производительностью, чем на ГКШП. Вместе с тем стоимость оборудования и штампов выше, чем при штамповке на прессах, и поэтому штамповка на ГКМ выполняется главным образом при массовом и крупносерийном производстве.
Штамповка на винтовых фрикционных прессах широко применяется для штамповки мелких поковок типа болтов, винтов в одноручьевых закрытых или открытых штампах с толкателями. Поковки более сложной конфигурации (тройники, корпуса вентилей, фланцы) штампуются в закрытых штампах с разъемной матрицей за один-четыре перехода.
Весьма эффективным является технологический процесс горячей штамповки на фрикционных прессах в штампах для выдавливания. При использовании этих штампов до 30% снижается расход металла, повышается коэффициент весовой точности, в 1,5.. .2 раза увеличивается производительность труда. Особенностью процесса по сравнению со
штамповкой на ГКШП является отсутствие опасности поломок узлов пресса при наличии избытка металла в заготовке, что дает возможность широко применять для штамповки закрытые штампы и штампы с разъемными матрицами, позволяющие повысить точность поковок.
Этим способом можно получать поковки из углеродистых легированных сталей, медных, алюминиевых и титановых сплавов. При получении поковок выдавливанием из труднодеформируемых сплавов предъявляются повышенные требования к точности исходных заготовок. Основной недостаток процесса выдавливания - высокие удельные усилия деформации и сравнительно низкая стойкость штампов.
Гидравлические прессы обладают сравнительно малой скоростью дефрмирующего инструмента, поэтому их производительность ниже, чем КГШП, однако они значительно превосходят их по развиваемым усилиям. Их широко применяют для штамповки поковок из стали, легких сплавов (алюминиевых, магниевых, титановых), крупногабаритных поковок. Производство поковок носит единичный, мелкосерийный характер. Штамповка производится в открытых и закрытых штампах, как правило, в одном ручье.
Основные операции - глубокая протяжка, прошивка и выдавливание.
Гидравлические прессы применяют там, где не могут быть использованы КГШП и молоты: при изготовлении крупных поковок, штамповке труднодеформируемых сплавов, а также в случаях, когда необходим большой рабочий ход ползуна при прошивке глубоких отверстий.
Припуски при штамповке на гидравлических прессах следует увеличивать на 50...70% по сравнению с припусками для поковок, штампуемых на горизонтально-ковочных машинах.
 |
Поковки, изготавливаемые выдавливанием в закрытых штампах с разъемными матрицами, получаются без заусенцев и штамповочных уклонов. Точность размеров таких поковок может достигать 12-го квалитета.
Калибровка. Повышение точности и улучшение качества поверхности заготовок в серийном и массовом производстве могут быть достигнуты независимо от вида оборудования, на котором получена поковка, с использованием последующей отделочной операции калибровки.
Процесс калибровки позволяет получить на отдельных поверхностях поковок точность 9-12-го квалитета, шероховатость Ra = 0,32; Rz = 20. Кроме того, повышается стойкость и долговечность деталей при эксплуатации за счет наклепа.
Для повышения точности калибровки допуск на калибруемых поверхностях не должен превышать 0,3 мм. При большем допуске выполняется многократная калибровка.
При условии обжатия калибровка делится на плоскостную и объемную, по температурным условиям - на холодную и горячую.
Горячая калибровка - обычно объемная, и ее выполняют на штамповочных молотах, кривошипных горячештамповочных прессах или винтовых фрикционных прессах. Плоскостная калибровка производится на чеканочных кривошипноколенных прессах.
Для повышения технико-экономических показателей выбранного способа производства поковок необходимо рассмотреть возможность применения для исходной заготовки профильного или периодического проката (трубного, крестообразного, двутаврового и др.), применения комбинированной, или групповой, штамповки (одновременного получения нескольких поковок), использования концевых отходов для штамповки других деталей.
Комбинированные заготовки - поковки усовершенствованной и более технологичной конфигурации, полученной за счет приемов соединения и расчленения не технологичных деталей, а также за счет использования при их изготовлении различных кузнечных машин для разных операций.
Профилирование заготовок на ковочных вальцах. Деформирующим инструментом являются штампы-секторы, которые крепятся к вращающимся навстречу друг другу валкам. Нагретую прутковую заготовку подают в ручей в тот момент, когда штампы расходятся. При повороте валков заготовка отжимается по форме ручья. Схема вальцовки на консольных ковочных вальцах, типовые поковки, переходы штамповки при формировании заготовки шатуна приведены на рис. 4
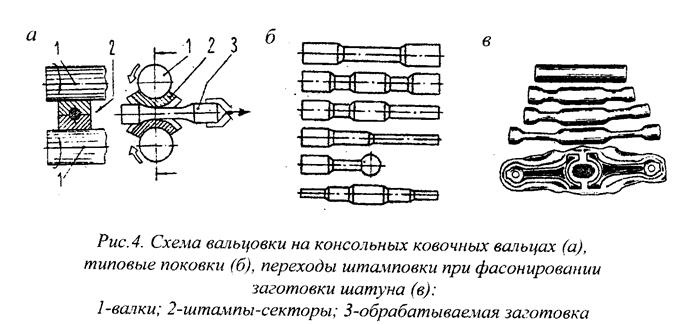
Изделиями вальцовки являются заготовки звеньев цепей, гаечных ключей, рычагов, а также предварительно профилированные заготовки для последующей штамповки на ГКШП, ГКМ и винтовых прессах.
Профилирование заготовок может быть также выполнено на станах поперечно-винтовой прокатки (многоступенчатые валы, оси, ходовые винты станков, шары подшипников качения), накаткой на накатных станах (зубья зубчатых колес, шлицы и винтовые резьбы). Винтовые резьбы накатывают на станах с валками, имеющими негативную нарезку по отношению к изделию, зубчатые колеса -на зубонакатных станах с осевой и радиальной подачей.
Применение профильного и периодического проката для заготовок весьма эффективно. Достигается до 20...30% экономии металла, снижается трудоемкость механической обработки, повышается качество, что компенсирует некоторое увеличение стоимости проката по сравнению с обычным.
При штамповке круглых поковок с отверстиями используются трубные заготовки (например, поковку торцевого ключа высаживают из трубной заготовки на ГКМ за 2 перехода). Для поковок, имеющих форму крестовин, используют фасонный прокат крестообразного сечения, для кронштейнов - двутаврового сечения.
Холодная объемная штамповка - эффективный процесс производства мелких поковок, исключающий полностью или частично механическую обработку. Точность получаемых заготовок 10... 11-й квалитет, шероховатость Ra = 2,5, Rz = 40. Схема штамповки аналогична горячей штамповке; основное отличие - высокие удельные давления штамповки. С целью снятия упрочнения поковку между отдельными переходными подвергают рекристаллизационному отжигу. Оборудование - чеканочные кривошипно-коленные прессы. Процесс применяется в крупносерийном и массовом производстве.
Штамповка жидкого металла. Процесс сочетает элементы литья и обработки пластическим деформированием. Технология включает следующие основные операции: плавление металла, дозирование и разливка расплава в ручей штампа, установленного на прессе, сжатие кристаллизующегося сплава, извлечение заготовки, подготовка к следующей заливке. Этим методом обрабатывают в основном цветные сплавы, что обеспечивает экономию металла, малые припуски, возможность получения тонкостенных заготовок при небольших усилиях штамповки.
|
из
5.00
|
Обсуждение в статье: Штамповка на кривошипных горячештамповочных прессах |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы