 |
Главная |


Форма операционной карты
|
из
5.00
|
 На стр. 204—205 дана заполненная операционная карта на первую операцию фрезерования контурного шаблона (см. рис. 161) при обработке в две операции согласно схеме рис. 171.
На стр. 204—205 дана заполненная операционная карта на первую операцию фрезерования контурного шаблона (см. рис. 161) при обработке в две операции согласно схеме рис. 171.
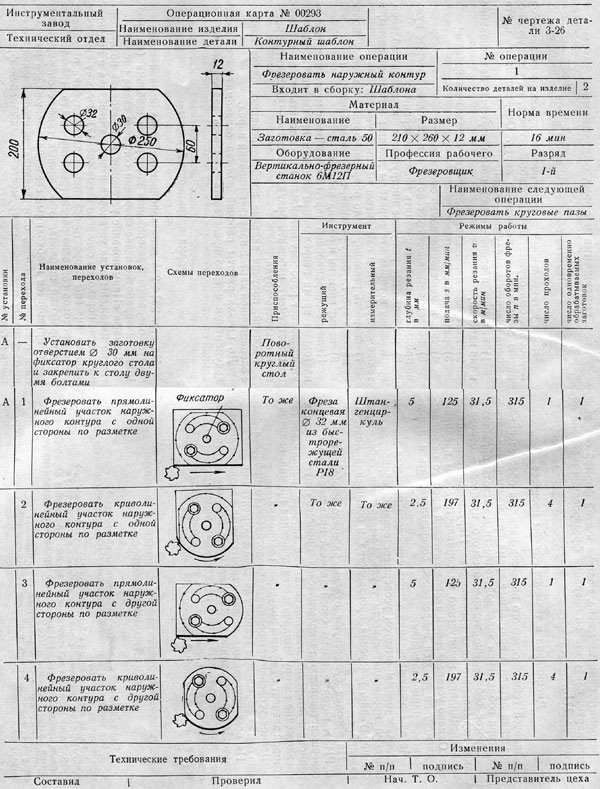
В графе «Наименование установок и переходов» последовательно изложены одна установка и четыре перехода и приведены эскизы переходов согласно схеме рис. 171. В графу «Режимы работы» внесены скорость резания, подача, глубина резания и число проходов согласно рассмотренному примеру обработки шаблона. В остальных графах операционной карты приводятся необходимые сведения, касающиеся материала и размера заготовки, оборудования, приспособлений, режущего и измерительного инструмента, квалификации фрезеровщика и т. д.
Заполните самостоятельно, пользуясь этой формой операционной карты, карту второй операции фрезерования шаблона по схеме рис. 171
Практическая работа №8
«Нормирование сборочно-сварочных операций узла, конструкции»
Цель:научиться производить расчёт норм времени сборочно-сварочных операций.
Ход работы
1. Рассчитать норму времени для автоматической и полуавтоматической сварки.
2. Рассчитать норму времени для ручной аргоно-дуговой сварки.
3. Ответить на контрольные вопросы.
НОРМИРОВАНИЕ АВТОМАТИЧЕСКОЙ И ПОЛУАВТОМАТИЧЕСКОЙ АРГОНО-ДУГОВОЙ СВАРКИ
I.Подготовительно-заключительное время
Подготовительно-заключительное время в условиях единичного и мелкосерийного производства устанавливается на партию. Оно включает затраты времени на получение задания и сварочного материала, ознакомление с работой , получение и сдачу инструмента и приспособлений, подготовку оборудования и приспособлений к работе, настройку автомата и полуавтомата к работе на заданный режим, установление и опробование режимов сварки , сдачу работы.
Нормы подготовительно-заключительного времени устанавливаются на основе фотографий рабочего дня сварщика. Величина подготовительно-заключительного времени приводится в таблице 1.
В условиях массового и крупносерийного производства подготовительно-заключительное время устанавливается в процентах к оперативному времени и составляет 2-3% нормы оперативного времени.
Таблица 1 Подготовительно-заключительное время
| Содержание работы | Вид сварки | Сложность работы | ||
| Простая | Средней сложности | Сложная | ||
| Время на задание, мин. | ||||
| Получение производственного задания, указаний и инструктажа, получение электродов, проволоки | Автоматич. И полуавтоматич. | 4,0 | 6,0 | --- |
| Ознакомление с работой | Автоматич. И полуавтоматич | 3,0 | 5,0 | --- |
| Подготовка к работе баллона с газом, подключение (отключение) и продувка шлангов | Автоматич. И полуавтоматич | 4,0 | 4,0 | --- |
| Установка силы сварочного тока и настройка автомата или полуавтомата на заданный режим с опробованием режима на планках | Автоматич. | 8,5 | 8,5 | --- |
| полуавтоматич | 7,0 | 7,0 | --- | |
| Подготовка рабочего места и приспособлений к работе | Автоматич. И полуавтоматич. | --- | 5,0 | --- |
| Сдача работы | Автоматич. И полуавтоматич. | 2,0 | 3,0 | --- |
Характеристика работы
Простой считается сварка не сложных изделий, не требующих технологической документации, подготовки приспособлений и инструктажа мастера.
Средней сложности считается сварка изделий, имеющих несколько швов в различных положениях, требующих изучения технологической документации, подготовки приспособлений и инструктажа мастера.
Сложной считается сварка ответственных сложных изделий, требующих тщательного изучения технологической документации и чертежей, подготовки приспособлений, проведения мероприятий, связанных с уменьшением остаточных деформаций и внутренних напряжений в свариваемых изделиях, а также дополнительного инструктажа рабочего мастером в процессе работы.
II. Основное время
Основное время при автоматической и полуавтоматической аргоно-дуговой сварке – это время горения дуги и плавления электродной или присадочной проволоки.
Основное время на L пог. м. рассчитывается по формуле:
где  …
…  - скорость сварки соответствующих проходов (м/ час)
- скорость сварки соответствующих проходов (м/ час)
При условии, если скорость сварки для всех слоёв шва постоянная, то

где n – количество проходов.
Число проходов (слоёв) для автоматической и полуавтоматической сварки приведено по данным руководящих технологических материалов, а также устанавливается исходя из оптимальных значений силы тока и скорости сварки по разным толщинам обеспечивающих качество шва и хорошее его формирование.
РЕЖИМЫ АВТОМАТИЧЕСКОЙ АРГОНО-ДУГОВОЙ СВАРКИ БЛОКОВ ТРУБОПРОВОДОВ
приведены в таблице 2.
| Размеры труб | Количество проходов | Скорость сварки м/час |
| 108х12 | 20-25 | |
| 133х14 | 20-25 | |
| 220х8 | 20-25 | |
| 219х12 | 20/25 | |
| 273х11 | 20-25 | |
| 325х12 | 12-18 | |
| 325х16 | 12-18 |
III. Вспомогательное время
Вспомогательное время при автоматической и полуавтоматической сварке складывается из:
а). Времени, зависящего от длины шва.
б). Времени, зависящего от изделия и типа оборудования.
Вспомогательное время, зависящее от длины шва, включает затраты времени на следующие операции:
а). Зачистка и обезжиривание перед сваркой свариваемых кромок включается в состав нормы времени, при условии выполнения данной работы сварщиком
б). Зачистка шва от шлака и окисной плёнки после выполнения каждого прохода.
в). Проверка правильности установки головки автомата по центру шва с прокаткой вхолостую.
г). Откатка автомата на исходное положение (при многопроходной) сварке.
д). Смена кассеты с электродной проволокой.
е). Откусывание огарков проволоки и удаление остатка проволоки из мундштука головки автомата и полуавтомата, подача проволоки в мундштук головки.
ж). Осмотр и промер шва.
Таблица 3. Вспомогательное время, зависящее от длины шва
| Элементы работ | Вид сварки | |
| Автоматическая | Полуавтоматическая | |
| Проверка правильности установки головки автомата по центру шва с прокаткой автомата вхолостую | 0,2 | ___ |
| Откатка автомата в исходное положение | 0,2 | ___ |
| Подготовка автомата и выполнение вспомогательных операций во время сварки | 0,6 | ___ |
| Удаление остатка проволоки из головки автомата и полуавтомата, смена кассеты. Подача проволоки в мундштук головки | 0,1 | 0,1 |
| Переходы сварщика после каждого подхода к началу шва | ___ | 0,15 |
| Откусывание огарков проволоки | 0,1 | 0,1 |
| Выполнение вспомогательных операций во время сварки | ___ | 0,35 |
| Осмотр и промер шва | 0,2 | 0,2 |
Таблица 4. Зачистка околошовной зоны от брызг наплавленного металла при автоматической и полуавтоматической сварки
| Толщина металла, мм до | Зачистка пневмоинструментом | Зачистка зубилом, стальной щеткой |
| 0,40 | 0,7 | |
| 0,50 | 0,8 | |
| 0,55 | 0,9 | |
| 0,66 | 1,1 | |
| Св.18 | 0,78 | 1,3 |
Таблица 5. Зачистка шва от окисной пленки после выполнения каждого перехода
| Типы швов | Зачистка пневмоинструментом | Зачистка стальной щеткой | ||
| Легированных сталей | Цветных металлов | Легированных сталей | Цветных металлов | |
| Однопроходные и завершающий проход многопроходной сварки | 0,3 | 0,2 | 0,4 | 0,3 |
| Многопроходные первый и последующие проходы | 1,0 | 0,6 | 1,4 | 0,8 |
Вспомогательное время, зависящее от изделия и типа оборудования охватывает следующие элементы рабочего времени:
Установку свариваемого изделия на стеллаж, стенд, роликоопору, в приспособление, поворот и уборку изделия после сварки, переход электросварщика, подготовку, установку и регулировку оборудования и приспособлений для работы, включение и отключение оборудования и приспособлений в процессе работы.
Примерные нормы времени, связанного с изделием и работой оборудования даны в таблицах 6, 7.
Таблица 6. Вспомогательное время, зависящее от изделия и работы оборудования при автоматической и полуавтоматической аргоно-дуговой сварки
| Вес изделия | Установка | Поворот | Снятие и транспортировка | ||||||||||
| Время на одно изделия, мин. | |||||||||||||
| 0,3 | 0,1 | 0,1 | |||||||||||
| 0,5 | 0,15 | 0,2 | |||||||||||
| 0,8 | 0,20 | 0,4 | |||||||||||
| 1,5 | 0,25 | 0,6 | |||||||||||
| (краном) | |||||||||||||
| Вес изделия | Установка и поворот | Снятие и транспортировка | |||||||||||
| Длина изделия, м. до | |||||||||||||
| Св. 10 | Св. 10 | ||||||||||||
| 1,6 | 1,7 | 1,9 | 2,0 | 2,1 | 2,2 | 1,1 | 1,2 | 1,3 | 1,5 | 1,6 | 1,7 | ||
| 1,8 | 1,9 | 2,0 | 2,2 | 2,3 | 2,4 | 1,2 | 1,4 | 1,6 | 1,8 | 1,9 | 2,0 | ||
| 1,9 | 2,0 | 2,1 | 2,3 | 2,4 | 2,5 | 1,3 | 1,6 | 1,8 | 2,0 | 2,1 | 2,2 | ||
| 2,0 | 2,2 | 2,3 | 2,4 | 2,5 | 2,6 | 1,5 | 1,7 | 2,0 | 2,1 | 2,2 | 2,4 | ||
| 2,1 | 2,3 | 2,5 | 2,6 | 2,8 | 2,9 | 1,6 | 1,9 | 2,1 | 2,3 | 2,4 | 2,6 | ||
| 2,2 | 2,5 | 2,7 | 3,0 | 3,2 | 3,3 | 1,3 | 2,1 | 2,4 | 2,7 | 2,9 | 3,0 | ||
| - | 4,0 | 4,2 | 4,5 | 4,9 | 5,0 | 2,9 | 3,2 | 3,5 | 3,6 | 3,7 | 3,9 | ||
| - | - | 5,6 | 6,0 | 6,2 | 6,4 | - | - | 4,7 | 5,0 | 5,2 | 5,4 | ||
| - | - | - | 7,0 | 7,2 | 7,4 | - | - | - | 6,0 | 6,2 | 6,4 | ||
| - | - | - | 10,0 | 10,3 | 10,6 | - | - | - | 9,0 | 9,3 | 9,6 | ||
| Св. 30000 | - | - | - | 13,5 | 13,9 | 14,3 | - | - | - | 12,0 | 12,4 | 12,8 | |
Таблица 7. Время, связанное с управлением оборудования
| Содержание работы | Нормы времени | Примечание |
| Установка и снятие токопровода: с креплением винтовым зажимом без крепления зажимом | 0,5 0,3 | Включается в норму времени в случае отсутствия стационарного токопровода |
| Установка трактора на изделие или направляющий путь и снятие его: вручную с помощью крана | 1,3 2,7 | --//-- |
| Клеймение шва (на один знак) | 0,1 |
IV.Время на обслуживание рабочего места, отдых и личные надобности
Время обслуживания рабочего места при автоматической и полуавтоматической сварке в среде аргона затрачивается на: раскладку инструмента, его уборку, включение и отключения источника питания дуги, регулировку режимов сварки (тока, скоростей сварки, подачи проволоки, давления газа), установку кассеты с электродной проволокой в автомат, уборку электродной проволоки после окончания работы, смену кассет, баллонов с газом в процессе работы, подналадку оборудования, уход за ним и уборку рабочего места.
Нормы времени на обслуживание рабочего места, отдых и личные надобности определяются в % к оперативному времени.
Для облегчения подсчета нормы штучного времени вводится коэффициент к оперативному времени, учитывающий затраты времени на обслуживание рабочего места, отдых и личные надобности, а в условиях крупносерийного производства и подготовительно-заключительное время.
Нормативы времени на обслуживание рабочего места, отдых и личные надобности даны в таблице 8 и определяются в % от оперативного времени.
Таблица 8. Время обслуживания рабочего места, время на отдых и личные надобности
| Условия выполнения сварки | Обслуживание | Способ сварки | Время обслуживания рабочего место | Время на отдых и личные надобности | Коэффициент кооперативного времени |
| В удобном положении | Стационарная установка, переносные автоматы, полуавтоматы | 1,1 1,19 1,21 | |||
| Стационарные не плавящие установки электродом | 1,26 | ||||
| Внутренних швов в изделиях размером 1,5х1,5 при длине 1 м | Переносные автоматы | Плавящимся электродом | 1,12 | ||
| Неплавящимся электродом | 1,7 | 1,30 | |||
| Наружных швов изделия на высоте более 2 м | Плавящимся электродом | 1,30 | |||
| Неплавящимся электродом | 1,30 | ||||
| В неудобном положении | Полуавтоматы | 1,30 | |||
| В закрытых свободных или полуоткрытых тесных объёмах | 1,39 | ||||
| С применением переносных лестниц высотой свыше 3 м | 1,45 | ||||
| Крупногабаритных объёмных и полуобъёмных конструкций с применением специальной оснастки | 1,50 |
V. расчет норм штучного времени
Норма штучного времени определяется по формуле:
 ,
,
где Т0 – основное время сварки Lпог. м. шва в мин.
tвш – вспомогательное время, зависящее от длины шва в мин. на Lпог м. шва
l – длина шва в м.
tви – вспомогательное время, связанное с изделием и работой оборудования в мин.
k1 – коэффициент, учитывающий затраты времени на обслуживание рабочего места, отдых и личные надобности.
Контрольные вопросы.
1. Что включает в себя подготовительно-заключительное время?
2. На что разделяют вспомогательное время при ручной аргоно-дуговой сварке?
3. Дать определение простой и сложной сварке.
4. Из чего складывается вспомогательное время при автоматической и полуавтоматической сварке?
5. От чего зависит продолжительность подготовительно-заключительного времени?
6. На что затрачивается основное время при аргоно-дуговой сварке?
7. На основе чего определяются нормы времени на отдых и личные потребности?
|
из
5.00
|
Обсуждение в статье: Форма операционной карты |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы