 |
Главная |


ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
|
из
5.00
|
Вариант 30
1. Соединение 1
Вал Ø5.6 e8
Отверстие Ø5.6Н9
Соединение 2
Вал Ø 100 h6
Отверстие Ø 100 M7
2. Средний диаметр гайки D2 =7G
Средний диаметр болта d2 = 7e
Диаметр выступов гайки D1 = 6H
Диаметр выступов болта d = 6h
dд=7.92; d1д=6.90; D1д=7.16; ΔPг=0.03; ΔPб=0.01;
 ;
;  ;
;  ;
;  ;
;
Длина свинчивания L
3. d = 10 e7;
c = 1 js 6
F= 1.0
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ.
Соединение 1
Отверстие Ø5.6 Н9
1. Допуск диаметра отверстия:
TD = IT 9 = 30 мкм [1, табл. 1.8].
2. Нижнее отклонение:
EI = 0, так как отверстие – основное.
3. Верхнее отклонение:
ES = EI + TD = 30+0 = +30 мкм.
4. Наибольший предельный диаметр отверстия:
Dmax = D +  = 5.6 + 0.030 = 5.630 мм.
= 5.6 + 0.030 = 5.630 мм.
5. Наименьший предельный диаметр отверстия:
Dmin = D +  = 5.6 + 0 = 5.6 мм.
= 5.6 + 0 = 5.6 мм.
6. Расчетная длина втулки:
Lp = 1.1*D = 1.1*5.6 = 6.16 мм.
В соответствии с [1, табл. 1.3] принимаем L=6.3 мм, что соответствует ряду Ra5 (R5).
7. Относительная геометрическая точность – нормальная [1, табл. 2,19].
8. Степень точности формы цилиндрической поверхности:
СТФ = 8 [1, табл. 2.20].
9. Допуск формы цилиндрической поверхности:
Тф = 10 мкм [1, табл. 2.18].
10. Отношение допуска формы к допуску размера:

11. Шероховатость цилиндрической поверхности:
Ra  1,6 мкм. [1, табл. 2.67].
1,6 мкм. [1, табл. 2.67].
12. Код вида обработки цилиндрической поверхности:
ВОо = 2 – развертывание точное (табл. 1.5).
Вал Ø5.6 e8
1. Допуск диаметра вала:
Td = IT8 = 18 мкм [1, табл. 1.8].
2. Верхнее отклонение:
es = − 20 мкм [1, табл. 1.9], так как основное отклонение − верхнее.
3. Нижнее отклонение:
ei = es − Td = − 20 – 18 = − 38 мкм.
4. Наибольший предельный диаметр вала:
dmax = d +  = 5.6 + (−0.020) = 5.580 мм.
= 5.6 + (−0.020) = 5.580 мм.
5. Наименьший предельный диаметр отверстия:
dmin = d +  = 5.6 + (-0,038) = 5.562 мм.
= 5.6 + (-0,038) = 5.562 мм.
6. Расчетная длина вала:
lp = 1.3*d = 1.3*5.6 = 7.28 мм.
В соответствии с [1, табл. 1.3] принимаем l=7.5 мм, что соответствует ряду Ra40 (R40).
7. Относительная геометрическая точность – повышенная [1, табл. 2,19].
8. Степень точности формы цилиндрической поверхности:
СТФ = 6 [1, табл. 2.20].
9. Допуск формы цилиндрической поверхности:
Тф = 4 мкм [1, табл. 2.18].
10. Отношение допуска формы к допуску размера:

11. Шероховатость цилиндрической поверхности:
Ra 0,4 мкм. [1, табл. 2.67].
12. Код вида обработки цилиндрической поверхности:
ВОв = 3 – шлифование тонкое (табл. 1.5).
Параметры соединения:
1. Максимальный зазор посадки:
SNmax = ES – ei = +30 – (−38) = +68 мкм.
2. Минимальный натяг посадки:
SNmin = EI – es = 0 – (−20) = +20 мкм.
3. SNср =  мкм.
мкм.
4. Допуск соединения:
TSN = SNmax − SNmin = 68 − 20 = 48 мкм.
5. Проверка:
TD + Td = 30 + 18 = 48 мкм.
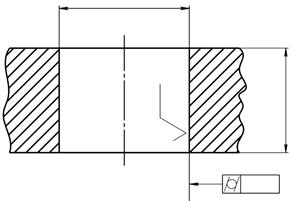
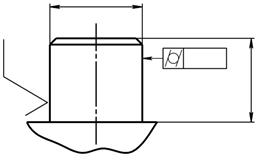
6. Эскизы рассматриваемых вала и отверстия, а также схема полей допусков соединения представлены на рис. 1.
7. Из таблицы (1.6) выбираем координаты полей допусков калибра вала:
- отклонение средины поля допуска на изготовление проходного калибра относительно наибольшего предельного размера вала: Z1 = 3 мкм;
 |
|     
|
| а | б |
           
| |
| в |
Рис. 1.Эскизы деталей и схема полей допусков для соединения 1
- допустимый выход размера изношенного проходного калибра вала за границу поля допуска изделия: Y1 = 3 мкм;
- величина для компенсации погрешности контроля калибрами валов диаметром свыше 180 мм: α1=0;
- допуск на изготовление калибр – скобы: H1 = 4 мкм;
- допуск на изготовление контркалибра: Hp = 1.5 мкм.
Строим схему их расположения (рис.2).
8. Наименьший предельный размер новой проходной калибр – скобы:
 мм.
мм.
9. Наибольший размер изношенной калибр – скобы:
 =5.583 мм.
=5.583 мм.
10. Исполнительный размер проходной калибр – скобы:
 мм.
мм.
 | |||||
 | |||||
 | |||||




























Рис. 2. Схема полей допусков калибр – скобы и контркалибра
11. Наибольший предельный размер контркалибра:
 мм
мм
Округление проводится до 0.5 мкм.
12. Исполнительный размер контркалибра для контроля проходной части калибр – скобы:
 мм.
мм.
13. Контрольное число для калибров вала:
 = 0.0585 мм = 58.5 мкм.
= 0.0585 мм = 58.5 мкм.
Соединение 2
Отверстие Ø100 М7
1. Допуск диаметра отверстия:
TD = IT 7 = 35 мкм [1, табл. 1.8].
2. Верхнее отклонение:
ES = − 13 + Δ = −13 + 13 = 0 мкм [1, табл. 1.10], так как основное отклонение − верхнее.
3. Нижнее отклонение:
EI = ES − TD = 0 − 35= − 35 мкм.
4. Наибольший предельный диаметр отверстия:
Dmax = D + = 100.0 + 0 = 100.0 мм.
5. Наименьший предельный диаметр отверстия:
Dmin = D + = 100.0 + (− 0.035) = 99.965 мм.
6. Расчетная длина втулки:
Lp = 1.1*D = 1.1*100.0 = 110.0 мм.
В соответствии с [1, табл. 1.3] принимаем L=110.0 мм, что соответствует ряду Ra20 (R20).
7. Относительная геометрическая точность – нормальная [1, табл. 2,19].
8. Степень точности формы цилиндрической поверхности:
СТФ = 6 [1, табл. 2.20].
9. Допуск формы цилиндрической поверхности:
Тф = 10 мкм [1, табл. 2.18].
10. Отношение допуска формы к допуску размера:

11. Шероховатость цилиндрической поверхности:
Ra 0.8 мкм. [1, табл. 2.67].
12. Код вида обработки цилиндрической поверхности:
ВОо = 3 – развертывание точное (табл. 1).
Вал Ø100 h6
1. Допуск диаметра вала:
Td = IT6 = 22 мкм [1, табл. 1.8].
2. Верхнее отклонение:
es = 0 мкм, так как вал − основной.
3. Нижнее отклонение:
ei = es − Td = 0 – 22 = − 22 мкм.
4. Наибольший предельный диаметр вала:
dmax = d + = 100.0 + 0 = 100.0 мм.
5. Наименьший предельный диаметр отверстия:
dmin = d + = 100.0 + (-0,022) = 99.978 мм.
6. Расчетная длина вала:
lp = 1.3*d = 1.3*100.0 = 130.0 мм.
В соответствии с [1, табл. 1.3] принимаем l=130.0 мм, что соответствует ряду Ra40 (R40).
7. Относительная геометрическая точность – повышенная [1, табл. 2,19].
8. Степень точности формы цилиндрической поверхности:
СТФ = 4 [1, табл. 2.20].
9. Допуск формы цилиндрической поверхности:
Тф = 4 мкм [1, табл. 2.18].
10. Отношение допуска формы к допуску размера:

11. Шероховатость цилиндрической поверхности:
Ra 0,4 мкм. [1, табл. 2.67].
12. Код вида обработки цилиндрической поверхности:
ВОв = 2 – шлифование тонкое (табл. 1).
Параметры соединения:
1. Максимальный зазор посадки:
SNmax = ES – ei = 0 – (−22) = +22 мкм.
2. Минимальный натяг посадки:
SNmin = EI – es = − 35 – 0 = − 35 мкм.
3. SNср =  мкм.
мкм.
4. Допуск соединения:
TSN = SNmax − SNmin = 22 – (−35) = 22 + 35 = 57 мкм.
5. Проверка:
TD + Td = 35 + 22 = 57 мкм.
6. Из таблицы 3 выбираем координаты полей допусков калибра отверстия:
- отклонение средины поля допуска на изготовление проходного калибра относительно наибольшего предельного размера отверстия: Z = 5 мкм;
- допустимый выход размера изношенного проходного калибра отверстия за границу поля допуска изделия: Y = 4 мкм;
- величина для компенсации погрешности контроля калибрами отверстий диаметром свыше 180 мм: α=0;
- допуск на изготовление калибр – пробки: H = 6 мкм;
Строим схему их расположения.
7. Наибольший предельный размер новой проходной калибр – пробки:
 мм.
мм.
8. Наименьший размер изношенной калибр – пробки:
 =99.965 мм.
=99.965 мм.
9. Исполнительный размер проходной калибр – пробки:
 мм.
мм.
10. Наибольший предельный размер непроходной калибр − пробки:
 мм
мм
11. Исполнительный размер непроходной калибр − пробки:
 мм.
мм.
12. Контрольное число для калибров отверстия:
 = 0.059 мкм = 59 мм.
= 0.059 мкм = 59 мм.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ.
1. С учетом длины свинчивания поле допуска резьбового соединения имеет вид:  .
.
2. Определяем номинальный диаметр резьбового соединения d и наибольший щаг P по [1, табл. 4.23]:
При dд=7.92 получаем d=8 мм; P=1 мм.
3. По [1, табл. 4.27] принимаем длину свинчивания L = 9 мм.
4. Согласно ГОСТ 16093 – 81запишем обозначение резьбового соединения:
5. Диаметральная компенсация погрешности угла профиля болта:
 (мкм).
(мкм).
6. Диаметральная компенсация погрешности угла профиля гайки:
 = 5.4 (мкм).
= 5.4 (мкм).
7. Диаметральная компенсация погрешности шага для болта:
 =0.017 (мм)
=0.017 (мм)
8. Диаметральная компенсация погрешности шага для гайки:
 =0.052 (мм)
=0.052 (мм)
9. Номинальные значения среднего d2 и внутреннего d1 диаметров болта [1, табл. 4.24]:
 (мм);
(мм);
 (мм).
(мм).
10. Номинальные значения среднего D2 и внутреннего D1 диаметров гайки [1, табл. 4.24]:
 (мм);
(мм);
 (мм).
(мм).
11. Определяем основные отклонения и допуски диаметров (2,табл.2.4, табл.2.5) и рассчитываем другое предельное отклонение:
а) d2 – поле допуска 7е
es = -60 (мкм) по табл. 2. Td2 = 140 (мкм) по (табл. 3);
 (мкм);
(мкм);
б) d – поле допуска  ;
;
es = 0 (мкм); Td = 112 (мкм) по (табл. 3);
 (мкм);
(мкм);
в)  – принимаем основное отклонение по диаметру выступов d.
– принимаем основное отклонение по диаметру выступов d.
es = 0 (мкм);  – нет.
– нет.
г) D2 –поле допуска  .
.
EI = +26 (мкм) по (табл. 2) TD2 = 190 (мкм) по (табл.3).
 (мкм).
(мкм).
д) D1 –поле допуска  .
.
EI = 0 (мкм). TD1 = 150 (мкм) по (табл.3).
 (мкм).
(мкм).
е) D принимаем основное отклонение по D1. EI = 0.  –нет.
–нет.
12. Определяем предельные диаметры болта:
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм).
(мм).
13. Определяем предельные диаметры гайки:
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм);
(мм);
 (мм).
(мм).
14. Действительное значение среднего диаметра болта:
 (мм).
(мм).
15. Действительное значение среднего диаметра гайки:
 (мм).
(мм).
16. Действительное значение наружного диаметра гайки:
 (мм).
(мм).
17. Приведенный средний диаметр болта:
 (мм).
(мм).
18. Приведенный средний диаметр гайки:
 (мм).
(мм).
19. Сравниваем приведенный средний диаметр болта с его предельными значениями:
 ;
;
 .
.
Приведенный средний диаметр болта находится в поле допуска.
20. Сравниваем наружный диаметр болта с его предельными значениями:
 ;
;
 .
.
Наружный диаметр болта находится в поле допуска.
21. Сравниваем средний диаметр болта с его предельными значениями:
 ;
;
 .
.
Средний диаметр болта находится в поле допуска.
22. Сравниваем внутренний диаметр болта с его предельными значениями:
 ;
;
 .
.
Внутренний диаметр болта находится в поле допуска.
23. Сравниваем приведенный средний диаметр гайки с его предельными значениями:
 ;
;
 .
.
Приведенный средний диаметр гайки находится в поле допуска.
24. Сравниваем наружный диаметр гайки с его предельными значениями:
 ;
;
 .
.
Наружный диаметр гайки не находится в поле допуска.
25. Сравниваем средний диаметр гайки с его предельными значениями:
 ;
;
 .
.
Средний диаметр гайки находится в поле допуска.
26. Сравниваем внутренний диаметр гайки с его предельными значениями:
 ;
;
 .
.
Внутренний диаметр гайки не находится в поле допуска.
27. Сравниваем действительный зазор по наружному диаметру в резьбовом соединении с его предельными значениями:

 (мм);
(мм);
 (мм);
(мм);
 (мм).
(мм).

Действительный размер зазора не находится в пределах допуска.
28. Сравниваем действительный зазор по среднему диаметру в резьбовом соединении с его предельными значениями:
 (мм);
(мм);
 (мм);
(мм);
 (мм).
(мм).

Действительный размер зазора находится в пределах допуска.
29. Сравниваем действительный зазор по внутреннему диаметру в резьбовом соединении с его предельными значениями:
 (мм);
(мм);
 (мм);
(мм);
 (мм).
(мм).

Действительный размер зазора находится в пределах допуска.
Вывод.Резьбовое соединение следует признать не годным к эксплуатации, так как наружный диаметр гайки не находится в поле допуска (пункт 24).
РАЗМЕРНЫЕ ЦЕПИ.
1. Рассчитать замыкающий размер (зазор) в соединении деталей методом максимума – минимума и вероятностным способом.
1.Предельные отклонения и предельные значения размера d [1, табл. 1.8, 1.9]:
Td=15 (мкм); es = -25 (мкм);
 (мкм);
(мкм);
 (мм);
(мм);
 (мм).
(мм).
2.Предельные отклонения и предельные значения размера с [1, табл. 1.8, 1.9]:
Tс=6 (мкм);  (мкм);
(мкм);
 (мм);
(мм);
 (мм).
(мм).
3. Предельные отклонения и предельные значения размера D [1, табл. 1.8, 1.9]:
 ;
;
TD = 36 (мкм); EI = 0;
 (мкм);
(мкм);
 (мм);
(мм);
 (мм).
(мм).
4. Номинальный размер замыкающего звена (2, рис.4.1.):
где n – число увеличивающих звеньев размерной цепи.
р – число уменьшающих звеньев цепи.
j – номер текущего звена.
 (мм).
(мм).
5. Предельные значения замыкающего звена:
 (мм);
(мм);

 (мм).
(мм).
6. Допуск замыкающего звена:
 (мкм).
(мкм).
7. Проверка:
 (мм) = 63 (мкм).
(мм) = 63 (мкм).
8. Верхнее отклонение замыкающего звена:

 (мкм)=0.082 (мм).
(мкм)=0.082 (мм).
9. Проверка:
 (мм).
(мм).
10. Нижнее отклонение замыкающего звена:

 (мкм) = 0.019 (мм).
(мкм) = 0.019 (мм).
11. Проверка:
 (мм).
(мм).
12. Определение допуска замыкающего звена вероятностным способом.
При условии, что отклонения всех звеньев размерной цепи подчиняются закону нормального распределения, а границы их вероятностного рассеивания совпадают с границами полей допусков, допуск замыкающего звена АΔ определяется следующим образом:
 (мкм).
(мкм).
Вывод. Допуск замыкающего звена, определенный вероятностным методом, меньше допуска, определенного методом максимума – минимума. Следовательно, вероятностный метод позволяет уменьшить точность изготовления составляющих звеньев или повысить точность замыкающего звена при сохранении точности изготовления составляющих звеньев.
2. Рассчитать предельные отклонения составляющих звеньев размерной цепи по заданным номинальным размерам составляющих звеньев и предельным размерам исходного звена способом допуска одного квалитета и вероятностным способом.
1. Определяем предельные размеры исходного звена АΔ по(2, табл. 4.3:
 (мкм);
(мкм);  (мкм).
(мкм).
2. Определяем значение диаметра D:
 = 12 (мм).
= 12 (мм).
3. Число единиц допуска для размера D:
 (мкм)
(мкм)
4. Число единиц допуска для размера d:
 (мкм).
(мкм).
4. Число единиц допуска для размера с:
 (мкм).
(мкм).
5. Квалитет размеров цепи:

6. По [1, табл. 1.8] определяем, что точность изготовления составляющих звеньев размерной цепи находится между 6-м и 7-м квалитетами. По технологическим соображениям отверстие D выполняем по более грубому 7-му квалитету, а вал d – по более точному 6-му квалитету.
7. Отклонения и предельные значения размера D:
D = 12 H7
TD = 18 (мкм) по [1, табл. 1.8]. EI = 0;
ES = EI+TD = 0+18 = +18 (мкм);
 (мм);
(мм);
 (мм).
(мм).
8. Отклонения и предельные значения размера d:
d = 10 h6
Td = 9 (мкм) по [1, табл. 1.8]. es = 0;
ei = es − Td = 0 − 9 = −9 (мкм);
 (мм);
(мм);
 (мм).
(мм).
9. Предельные размеры звена с:


10.Допуск и квалитет звена с:
 (мм) = 71 (мкм).
(мм) = 71 (мкм).
По [1, табл. 1.8] определяем, что размер с находится между 5-м и 6-м квалитетами. Принимаем 6-й квалитет. Тогда окончательно допуск размера с равен:
Тс = 6 (мкм).
11. Верхнее отклонение размера с:
 (мм) = − 40(мкм).
(мм) = − 40(мкм).
12. По [1, табл. 1.9] определяем, что ближайшим к расчетному является отклонение es = − 60 (мкм), что соответствует полю допуска c. Окончательно размер с имеет вид: c = 1 c 6.
13. Нижнее отклонение:
 (мкм).
(мкм).
14. Окончательные предельные значения размера с:
 (мм);
(мм);
 (мм).
(мм).
15. Проверка:
 (мм) = 159 (мкм).
(мм) = 159 (мкм).


 (мм) = 120 (мкм).
(мм) = 120 (мкм).

16. Квалитет размеров цепи вероятностным методом:

По [1, табл. 1.8] определяем, что точность изготовления составляющих звеньев цепи находится между 7-м и 8-м квалитетами, то есть при расчете вероятностным методом точность составляющих звеньев снижается.
|
из
5.00
|
Обсуждение в статье: ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы