 |
Главная |


Измерительные линейки, штангенинструмент и микрометрические инструменты
|
из
5.00
|
Измерительные линейкиотносятся к штриховым мерам и предназначены для измерения размеров изделий 14... 17 квалитетов точности прямым методом. Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20...40 мм и толщиной 0,5 ... 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливаются с одной или двумя шкалами с верхними пределами измерений 150, 300, 500 и 1000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь надли-не 50 мм от начала шкалы полумиллиметровые деления. Допускаемые отклонения действительной общей дцииы шкалы линеек от номинального значения находятся в пределах±(Ь, 10... 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений — не более ±(0,05...0,10) мм.
Поверку линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называют штриховыми мерами.Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструментпредназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули, штангенглубино-меры и штангенрейсмасы. Основными частями штангенинстру-ментов являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
а= i/n;
у =(l+i)/(ni),
где / — цена деления основной шкалы, мм; п — число делений нониуса; / — длина шкалы нониуса мм.
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм.

|

|
ГОСТ 166—80 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-I с ценой деления 0,1 мм, ШЦ-И с ценой деления 0,05 мм и ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм. По основной линейке с неподвижными губками перемещается рамка с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт.
Конструкция штангенциркулей: а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; /— штанга-линейка; 2 — измерительные губки; 3— рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи

Типы нониусов
В штангу индикаторного штангенциркуля вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 7. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.

Конструкция индикаторного штангенциркуля: 1 — рамка; 2 — зубчатая рейка; 3 — зубчатое колесо
Штангенглубиномеры(ГОСТ 162—80) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги-линейки и база для измерений — нижняя поверхность основания. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубиномеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—80) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Конструкция и принцип действия штангенрейсмаса принципиально не отличаются от конструкции и принципа действия штангенциркуля. На заводах применяются штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониусной шкалы на подвижной рамке устанавливается индикатор часового типа

Штангенглубиномер: Штангенрейсмас:
/ — штанга-линейка; 2 — рамка мик- / — штанга-линейка; 2 — рамка; 3 — осно-
рометрической подачи; 3 — нониус; вание; 4 — державка;
4 — основание 5 — нониус

Конструкция угломера с нониусом:
/ — полудиск; 2 — зажимной винт; 3 — винт зажима угольника; 4 — добавочный
угольник; 5 — подвижная линейка; 6 — неподвижная линейка; 7 и 8 — устройство
для микрометрической подачи; 9 — стопорный винт; 10 — нониус
с ценой деления 0,05 или 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1000 импульсов, которые передаются цифровому показывающему или записывающему устройству. Погрешность измерения в этом случае может не превышать 10... 15 мкм.
Угломеры с нониусом(ГОСТ 5378—66) предназначены для измерения угловых размеров и разметки деталей с точностью до 2'. Для измерения углов от 0 до 90° (рис.а) на подвижную линейку 5 устанавливается добавочный угольник 4. Измерение углов от 90 до 180° производится без добавочного угольника 4 (рис.б). Порядок отсчета на угловом нониусе угломера аналогичен отсчету на линейном нониусе штангенциркуля.
Микрометрические инструментыпредназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т. д. К ним относятся гладкие микрометры, микрометры со вставками, микрометрические глубиномеры; микрометрические нутромеры.
Принцип действия этих инструментов основан на использовании винтовой пары (винт—гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов являются: корпус, стебель, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта. На винт установлен барабан, соединенный с трещоткой, обеспечивающей постоянное усилие измерения (для микрометрических нутромеров трещотка не устанавливается). Стопор служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале — десятые и сотые миллиметра.
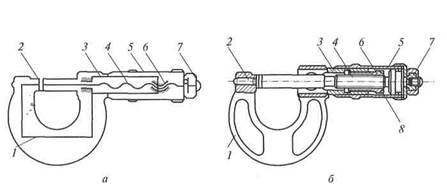
Гладкий микрометр: а — кинематическая схема; б — принципиальная схема; / — корпус; 2 — неподвижная пятка; 3 — стебель; 4— микрометрический винт; 5 — барабан; б— гайка микрометрической пары; 7 — устройство стабилизации усилия измерений (трещотка); 8— контргайка
Гладкие микрометры типа МК (ГОСТ 6507-78) выпускаются с различными пределами измерения: от 0 до 300 мм с диапазоном показаний шкалы 25 мм, а также 300...400, 400... 500 и 500... 600 мм. Предельная погрешность микрометров зависит от верхних пределов измерения и может составлять от ±3 мкм для микрометров МК-25 до ± 50 мкм — для микрометров МК-500. Выпускаются микрометры « цифровым отсчетом всего результата измерения. Отсчетное устройство в таких микрометрах действует по механическому принципу.

|
Микрометрический глубиномер:
/ — трещотка; 2 — барабан; 3 — стебель; 4 — траверса; 5 — подвижная пятка; 6 — гайка фиксации
Микрометрический нутромер предназначен для абсолютных измерений глубин отверстий, высот выступов и т. д. Он имеет стебель 3, закрепленный на траверсе 4, с помощью гайки фиксации 6. Одной измерительной поверхностью является нижняя плоскость траверсы 4, другой — плоскость микрометрического винта, соединенного с подвижной пяткой 5. Микровинт вращается трещоткой 1, соединенной с барабаном 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
Микрометрический нутромер (ГОСТ 10—75) (рис. 2.15) предназначен для абсолютных измерений внутренних размеров. При измерении измерительные наконечники приводят в соприкосновение со стенками проверяемого отверстия. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на нуль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемых в струбцину.

|
| Микрометрический нутромер: / — неподвижный наконечник; 2 — удлинитель; 3 — микрометрическая головка |
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50...75, 75... 175, 75...600, 150... 1250, 800...2500, 1250...4000, 2500...6000 и 4000... 10000 мм. При необходимости увеличения пределов измерений используются удлинители.
Контроль калибрами
Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров. Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6... 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Виды гладких калибров для цилиндрических отверстий и валов устанавливает ГОСТ 24851—81. В системе ИСО гладкие калибры стандартизованы ИСО-Р1938 —1971.
Стандарт предусматривает следующие гладкие калибры для валов и относящиеся к ним контрольные калибры:
ПР — проходной калибр-скоба;
НЕ — непроходной калибр-скоба;
К-ПР — контрольный проходной калибр для нового гладкого калибр-скобы;
К-НЕ — контрольный непроходной калибр для нового гладкого калибр-скобы;
К-И — контрольный калибр для контроля износа гладкого проходного калибр-скобы.
Для контроля отверстий предусмотрены:
ПР— проходной калибр-пробка;
НЕ— непроходной калибр-пробка.
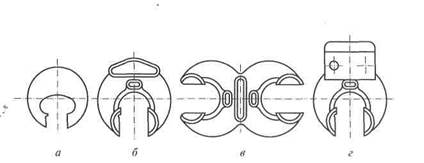
Калибр-пробки для контроля отверстий.Применяют предельные калибр-пробки различных конструкций (ГОСТ 14807—69 — ГОСТ 14827—69). К ним относятся: пробки двусторонние с цилиндрическими вставками (рис. а) и со вставками с коническим хвостовиком (рис. б, в), пробки с цилиндрическими насадками (рис. г), пробки полные (рис. д, е), пробки неполные (рис. г), пробки односторонние листовые (рис. ж), шайбы неполные и шайбы полные (рис. з).
Предпочтение отдают односторонним предельным калибрам. Они сокращают время контроля изделий и расход материала.
-

Калибр-скобы
|
Калибр-скобы для контроля валов.Применяют предельные и регулируемые калибр-скобы (ГОСТ 18358-73 — ГОСТ 18369-73). К предельным калибрам-скобам относятся: скобы листовые односторонние (рис. а) и двусторонние; скобы штампованные односторонние (рис.б), двусторонние (рис.в) и односторонние с ручкой (рис. г).
Регулируемые калибр-скобы позволяют компенсировать износ и могут настраиваться на разные размеры, относящиеся к определенным интервалам. Однако по сравнению с нерегулируемыми скобами они имеют меньшую точность и надежность и обычно применяются для контроля размеров с допусками не точнее 8 квалитета точности.
По назначению предельные калибры подразделяют на рабочие, приемные и контрольные.
Рабочие калибры предназначены для контроля деталей в процесс их изготовления.

|
Ими пользуются операторы и наладчики оборудования, также контролеры ОТК завода-изготовителя.
Приемные калибры применяют для приемки деталей представителями заказчика.
Для установки регулируемых калибр-скоб и контроля нерегулируемых калибр-скоб, а также для изъятия из эксплуатации вследствие износа применяют контрольные кал ибры (К-И), которые имеют форму шайб
Конусные калибры.Контроль наружных конусов выполняется конусными калибр-втулками, а контроль внутренних конусов — конусными калибр-пробками. ГОСТ 24932—81 устанавливает виды и исполнения калибров для гладких конусов с раздельным нормированием каждого вида допуска с диаметрами в заданном сечении до 200 мм, конусностью от 1:3 до 1:50, допусками диаметров 6... 12 квалитетов, допусками углов конусов 4...9 степеней точности.
Примеры обозначения:
калибр-втулки 40 4-й и 5-й степени точности — «Втулка 40 АТ4, ГОСТ 20305-80»;
контрольной калибр-пробки 60 6-й и 7-й степени точности — «Пробка 60-К АТ6, ГОСТ 20305-80».

|
Индикаторы часового типа(ГОСТ 577—68), являющиеся типичными представителями приборов с зубчатой передачей, имеют стержень 1 с нарезанной зубчатой рейкой 3, зубчатые колеса 2, 4, 7 и 8, спиральную пружину 6, стрелку 5. Возвратно-поступательное перемещение измерительного стержня 1 преобразуется в круговое движение стрелки 5.

|
Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм. Целые миллиметры отсчитываются по шкале с помощью малой стрелки. Шкала прибора имеет 100 делений с ценой деления 0,01 мм. Индикаторы часового типа выпускают двух классов точности — 0 и 1 — двух типов: типа ИЧ с перемещением измерительного стержня параллельно шкале и типа ИТ с перемещением измерительного стержня перпендикулярно шкале. Выпускаются также индикаторы часового типа с цифровым (электронным) отсчетом.
Л 8
|
из
5.00
|
Обсуждение в статье: Измерительные линейки, штангенинструмент и микрометрические инструменты |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы