 |
Главная |


Описание сварной конструкции
|
из
5.00
|
Технология изготовления секции настила рефрижераторного судна
Ижевск 2011 г.
Содержание
Введение
1. Описание сварной конструкции
2. Литературный обзор по изготовлению типовых конструкций
3. Анализ предлагаемых вариантов
3.1 Правка
3.2 Резка листов
3.3 Вырезка люка
3.4 Вид сварки
3.5 Защитная среда
3.6 Сварочная проволока
3.7 Последовательность сборочно-сварочных операций
3.8 Выбор оборудования
3.9 Выбор метода контроля
4 Разработка техпроцесса заготовительных операций
4.1 Правка листового и сортового проката
4.2 Резка листового и сортового проката
4.3 Описание оборудования для заготовительных операций
5 Разработка техпроцесса сборочно-сварочных операций
5.1 Характеристика и особенности сварки применяемых материалов
5.2 Расчет режимов сварки в среде углекислого газа
5.3 Описание применяемого сборочно-сварочного оборудования
6. Технология контроля
7. Проектирование компоновки установки и описание ее работы
8. Техника безопасности на участке
Выводы
Литература
Приложения
Введение
В настоящее время все типы судов, в том числе и крупнейшие танкеры водоизмещением 200 000т и выше, выпускаются исключительно со сварными корпусами. Большое число пересекающихся элементов, в особенности в сочетании с требованием герметичности соединений усложняет конструкцию узлов и технологию их выполнения.
Огромные размеры цельносварной конструкции и невозможность снятия остаточных напряжений предопределяют большой запас упругой энергии, накопленной в корпусе корабля. В этих условиях не исключена возможность самопроизвольного развития трещины на большом протяжении, приводящей к разрушению корпуса. При проектирований сварных соединений и узлов используют металл с высоким сопротивлением развитию трещин и предусматривают устранение концентрации напряжений, а в процессе изготовления принимают меры по предотвращению и устранению дефектов сварки.
В основе существующих методов постройки судов лежит предварительное изготовление частей корпуса судна в виде сборочных элементов, секций и блоков. Каждая отдельная секция должна быть достаточно жесткой. При разбивке каркаса на элементы, секции и блоки необходимо предусмотреть выполнение возможно большего объема сборочно-сварочных работ в условиях цеха. [1] Производство узлов и секций корпуса, или так называемое сборочно-сварочное производство, занимает одно из важнейших мест в постройке судна. На его долю приходятся 12-18 % общей трудоемкости постройки судна или 40-50 % объема работ по изготовлению корпуса. Продолжительное время изготовления узлов и секций в сборочно-сварочных цехах было связано с широким применением тяжелого физического труда. Технологическая оснастка для сборки корпусных конструкций была, как правило, индивидуального назначения, а универсальная применялась ограниченно. Специализация производственных участков на многих предприятиях была незначительной, уровень механизации производства определялся в основном уровнем механизации сварочных работ. В настоящее время на основании результатов разработок создано и успешно эксплуатируется достаточно большое число средств механизации сборочно-сварочного производства, в том числе механизированные участки и поточные линии изготовления основных типов узлов и секций корпусов судов, комплексно-механизированные сборочно-сварочные цехи. [2]
Большинство сборочных элементов состоит из простых листовых деталей или из прокатных и составных балок и рамок. При сборке и сварке листовых полотнищ используют стенды, имеющие передвижные балки с флюсовыми подушками и электромагнитами.
Различают секции плоскостные, с прогибью и объемные. Сборку и сварку плоскостных секций осуществляют на плоских стендах. При этом широко применяют способ раздельной сборки и сварки продольного и поперечного набора, позволяющий увеличить объем сварки, выполняемый автоматами. На стенд укладывают полотнище, зачищают места установки набора, устанавливают набор главного направления. Затем набор другого направления и приваривают к полотнищу полуавтоматами. Для сборки секций с прогибью используют постели, образуемые набором лекал, закрепленных на жестком основании и воспроизводящих обводы изготовляемой секции. Для сборки объемных секций применяют жесткие постели-кондукторы, которые поддерживают собираемую секцию не только снизу, но и с боков по всей высоте.
Описание сварной конструкции
Данная конструкция является секцией настила основания рубки рефрижераторного судна. Она состоит из полотнища, состоящего из трех сваренных встык листов, и приваренными к нему ребрами жесткости. Эта конструкция относится к корпусным транспортным конструкциям. Для всех таких конструкций характерен ряд общих конструктивных особенностей – наличие полотнища, набора, вырезов и др.; естественно, имеются различия в зависимости от назначения и условий работы тех или иных конструкций. Перед проектировщиками всегда стоит задача создания секций, которые не только были бы оптимальными по массе, но и на изготовление которых требовалась бы минимальная трудоемкость. [3]
Собранную секцию в последующем объединяют в жесткую пространственную конструкцию, способную воспринимать вибрационные и динамические нагрузки. Наша конструкция воспринимает только вертикальную нагрузку от собственного веса, но так как она является частью корпуса судна, то при ее изготовлении предъявляются высокие требования. В корпусах судов обычно используют углеродистую сталь обыкновенного качества группы В, так как корпуса судов – ответственные конструкции. По способу раскисления выбираем спокойную сталь, так как она обладает более стабильными свойствами и она менее склонна к хрупким разрушениям. [4]
Для изготовления сварной конструкции данной для проекта применяю листовой и сортовой прокат.
1. Полотнище: позиция на эскизе (Рис. 1) (1) (2)
Материал: Лист 
Лист 
2. Шпангоут: позиция (3)
Материал: Тавр 
3. Шпангоут: позиция (4)
Материал: Уголок 
4. Шпангоут: позиция (5)
Материал: Уголок 
5. Шпангоут: позиция (6)
Материал: Уголок 
Данная конструкция изготавливается из одной марки стали и ее химический состав приведен в таблице 1.
Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества
| Марка стали | Содержание элементов, % | ||||
| С | Mn | Si | Р | S | |
| Не более | |||||
| ВСт3сп | 0,14-0,22 | 0,4-0,65 | 0,12-0,3 | 0,04 | 0,05 |
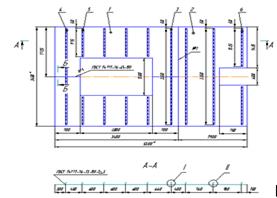
Рис. 1. Секция настила рефрижераторного судна.
Технические требования
К основному материалу:
- химический состав должен соответствовать данной марке стали согласно ГОСТ380-71;
- поверхность и требования к кромке должны соответствовать для листового материала ГОСТу 14637;
- расслоения в листах не допускаются
- при транспортировке и хранении листового проката исключить его повреждения и деформацию;
- листовой прокат должен пройти контроль и механическими испытаниями в соответствии с ГОСТ 1577-81.
К заготовительным операциям:
- перед резкой и сваркой листы необходимо править;
- схема механической резки должна обеспечить получение заданных размеров с погрешностью ±0,5 мм;
- перед сваркой зачистить свариваемые кромки всех элементов от окалины, пыли, грязи, воды, масел и т. д., на расстоянии 25 - 30 мм по длине шва.
К сборочно-сварочным операциям:
- сборку выполнять только из деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги;
- при сборке полотнища обеспечить зазор между листами;
- при сборке конструкции и деталей не допускать изменение их формы и размеров;
- детали между собой зафиксировать прихватками минимального размера;
- сборку произвести так, чтобы имелся свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом;
- для сборки использовать механические приспособления и прихватки;
- прихватки не должны иметь поры и трещины;
- сварочные работы ведутся сварщиками, аттестованными в соответствии с "Правилами аттестации сварщиков".
- для сварки в смеси газов использовать проволоку Св - 08Г2С ГОСТ 2246-70 и газ 95% С02 ГОСТ 8050-85 + 5% 02 ГОСТ 5583-78;
- собранные и готовые элементы предъявить ОТК;
- сварное соединение должно обеспечивать прочность и выносливость при статическом нагружении и знакопеременных нагрузках.
К сварочным материалам:
- проволока должна поставляться с омедненной поверхностью или неомедненной поверхностью;
- проволоку хранить в крытых сухих помещениях при отсутствии в воздухе складских помещений паров кислот, щелочей и др. агрессивных веществ;
- с поверхности должны быть обязательно удалены следы мыльной смазки;
- перед использованием проволоку прокалить и просушить;
- содержание химических элементов должно соответствовать марке сварочной проволоки [3];
- поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, забоин, окалин, ржавчины и др.
- допускаются риски, царапины, местная рябина и отдельные вмятины. Глубина дефектов не должна превышать предельного отклонения по диаметру проволоки.
- перед сваркой проволоку прокалить. [4]
- сжатый газ, используемый при сварке, хранить в баллонах ёмкостью 40 л.
К контролю:
- контроль должен обеспечивать выявление наиболее опасных дефектов -трещин и несплавлений;
- визуально-измерительным методом контролировать все швы;
- для контроля прямолинейных швов применить капиллярный метод;
- в сварных швах не допускать трещины, непровары, прожоги, поры, а также подрезы более 5% от толщины свариваемого металла;
- визуальному контролю подвергнуть 100% швов.
|
из
5.00
|
Обсуждение в статье: Описание сварной конструкции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы