 |
Главная |


Статистические методы контроля качества продукции
|
из
5.00
|
Наши математические затруднения Бога не беспокоят. Он интегрирует эмпирически.
А. Эйнштейн
При контроле качества производится обязательный сбор данных и их обработка. Данные, касающиеся даже одного и того же параметра изделия, не могут быть многократно получены при идентичных условиях, так как в ходе процесса меняются отдельные детали и обстоятельства. Поэтому при операциях, относящихся к контролю качества, приходится иметь дело с большим числом данных, характеризующих те или иные параметры изделия, условия процесса и т. д. Эти данные при повторных измерениях всегда оказываются несколько отличающимися от полученных в другое время и при других условиях, то есть всегда наблюдается разброс данных. Анализируя разброс данных, можно найти решение возникшей в процессе производства проблемы.
При использовании одной и той же технологии и одинаковых производственных операций, в одном случае производится каче-
ственное изделие, в другом некачественное. Если провести сравнение процесса изготовления качественного и некачественного изделий, детально изучая данные, относящиеся к каждому этапу процесса, можно выявить момент, когда различие в данных оказалось максимальным; таким образом можно найти причину, приведшую к появлению брака.
Систематизация, обработка и исследование большого числа данных с помощью различных методов с целью выявления определенных закономерностей, которым они подчиняются, называется статистической обработкой. Данные при этом называются статистическими данными, а применяемые методы — статистическими методами. Обычно для обработки и анализа данных используют не один, а несколько статистических методов. Это иногда позволяет получить ценную информацию, которая при анализе разброса данных только одним методом может ускользнуть.
Источником данных при контроле качества служат мероприятия:
—инспекционный контроль (регистрация данных входного контроля исходного сырья и материалов; регистрация данных контроля готовых изделий; регистрация данных инспекционного контроля процесса и т. д.);
—производство и технологии (регистрация данных контроля процесса; повседневная информация о применяемых операциях, регистрация данных контроля оборудования; патенты и статьи из периодической печати и т. д.);
—поставки материалов и сбыт продукции (регистрация движения через склады; регистрация сбыта продукции и т. д.);
—управление и делопроизводство (регистрация прибыли; регистрация возвращенной продукции; регистрация обслуживания постоянных клиентов; журнал регистрации продажи; регистрация обработки рекламаций; материалы анализа рынка и т. д.);
—финансовые операции (таблица сопоставления дебета и кредита; регистрация подсчета потерь; экономические расчеты и т. д.).
Достаточно редко для заключения о качестве данные используются в том виде, в каком они были получены. Это бывает только в случаях, когда возможно прямое сравнение измеренных данных со стандартом. Чаще же при анализе данных проводят различные
операции: находят среднее значение, стандартное отклонение, разброс данных и т. д.
Все статистические методы базируются на понятии разброса. Результатом статистических методов контроля за разбросом параметров изготавливаемого изделия является представление в графическом виде простых для понимания статистических величин, характеризующих разброс. Оценка разброса данных часто дает возможность понять характер процесса. Если разброс данных мал, можно ослабить контроль, если велик — это следует воспринимать как сигнал к необходимости регулирования процесса для повышения его стабильности, повышения качества исходных материалов, выявления и устранения неполадок оборудования и пр. Собранные данные могут быть использованы не только для принятия решения в момент их получения и анализа, но и для оценки проблем, рассматриваемых в течение более длительного срока, например, в течение месяца или года.
Наибольшее распространение получили специально подобранные несложные для понимания и применения статистические методы — "семь инструментов контроля качества".
Расслоение
Рассмотрим пример, когда одноименные изделия производятся на нескольких станках. В этом случае всегда существует разница в технических данных станков, которая является причиной разброса характеристик производимых изделий. Можно получить ценную информацию о причинах дефектов, если анализировать данные, разделив (расслоив) их по станкам (оборудованию), с помощью которых были изготовлены изделия. Но влияние на разброс показателей качества изделий оказывают и другие факторы: квалификация и внимание исполнителей, качество исходных материалов, методы и условия производства, время изготовления и т. д. Проводя расслоение также и по этим факторам, можно значительно углубить анализ и повысить обоснованность заключения. Рассматривая каждый фактор, по которому проводится расслоение, можно выявить факторы второго порядка, оказывающие влияние на
разброс показателей качества, зависящих от того или иного фактора первого порядка. Поэтому часто приходится проводить расслоение еще и по факторам второго, а если окажется необходимым, то и по факторам третьего порядка. Факторами расслоения второго порядка могут быть:
—человеческий фактор (заказчик; оператор; рабочий, поставленный в замену; мастер; стаж работы;);
—оборудование (тип и форма; конструкция; срок службы; расположение);
—исходные материалы (изготовитель; тип и торговая марка; партия);
—методы (методы операций; условия операций — температура, давление и т. д.; система сдачи продукции);
—время (дата; первая или вторая половина дня; день или ночь; день недели);
— изделие (тип; сорт; качество; партия).
Метод расслоения в чистом виде применяется:
— при расчете стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и по партиям;
— при оценке прибыли от продажи изделий отдельно по клиентам и по изделиям; при оценке качества хранения отдельно по изделиям и по партиям и т. д.;
— при построении причинно-следственных диаграмм, диаграмм Парето, гистограмм и контрольных карт.
Графики
Графическое представление данных широко применяется в производственной практике с целью наглядности и облегчения понимания смысла данных. Различают следующие виды графиков:
— график, представляющий собой ломаную линию, применяется для выражения временных и тому подобных изменений;
— линейный график — применяется для выражения зависимости количественных величин;
— круговой график — применяется для выражения процентного соотношения рассматриваемых данных;
— ленточный график —применяется для выражения процент
ного соотношения рассматриваемых данных;
— "Z" — образный график — применяется для выражения условий достижения заданных значений;
— "радиационная" диаграмма — применяется для выражения баланса между несколькими факторами;
— карта сравнения плановых и фактических показателей — применяется для выражения зависимости между планом и состоянием его выполнения.
Диаграмма Парето
Диаграмма Парею названа по имени итальянского экономиста Валентино Парето (1845-1923). Диаграммы Парето часто используют для анализа причин брака. С помощью диаграмм Парето в удобной и наглядной форме можно представить потери от брака в зависимости от причин появления брака. Диаграмма Парето может выражать результаты расслоения дефектов по причинам, по условиям, по положению и т. д. В результате анализа диаграмм Парето выявляют i гричины брака, имеющие наибольшую долю (наибольший процентный вклад) и намечают мероприятия по их устранению. Сравнивая диаграммы Парето, построенные поданным до и после улучшения процесса, оценивают эффективность принятых мер.
Причинно-следственная диаграмма
Причинно-следственная диаграмма часть называется диаграммой Исикавы (по имени ее автора профессора Токийского университета Кафу Исикава), диаграммой "причина — следствие", "рыбий скелет". Она позволяет выявить и систематизировать различные факторы и условия (например, исходные материалы, условия операций, станки и оборудование, операторы), оказывающие влияние на рассматриваемую проблему (на показатели качества). Информация о показателях качества для построения диаграммы собирается из всех доступных источников: журнал регистрации операций, журнал регистрации данных текущего контроля, сообщения рабочих производственного участка и т. д.
При построении диаграммы выбираются наиболее важные с технической точки зрения факторы. Причины сортируются на:
—наиболее вероятные;
—связанные с рассеянностью, и причины, связанные с небрежностью персонала;
— трудноустранимые и которые невозможно устранить.
Разброс факторов, таких как размеры, температура и другие
количественные данные, получаемые с помощью измерений, анализируются с использованием гистограмм и других фафических методов. При обнаружении отклонений, указывающих на возможность появления брака, принимают меры по устранению причин отклонений.
Очень часто можно проследить корреляционную зависимость между причинными факторами (параметрами процесса) и показателями качества.
Сложная причинно-следственная диаграмма анализируется с помощью расслоения по отдельным факторам, таким как материалы, исполнители, время проведения операций и др. При выявленной заметной разнице в разбросе между "слоями" принимают соответствующие меры для ликвидации этой разницы и устранения причины ее появления. Причинно-следственная диаграмма, как метод решения возникающих проблем используется не только в производственной сфере, но и для оценки конфликтов, возникающих между отдельными подразделениями предприятия, для контроля складских операций, контроля долговых обязательств и т. д.
Гистограмма
Если данные измерений одного и того же или нескольких параметров (размеров, механических характеристик и т. п., полученных за определенный период) сгруппировать по частоте попадания в тот или иной интервал значений и представить это распределение данных графически в виде столбиков, получим график, называемый гистограммой. Гистограмма может дать много ценной информации, если сравнивать полученное распределение с контрольными нормативами. Информация может оказаться еще более полезной, если по полученному распределению частоты определить среднее значение и стандартное отклонение.

 Диаграмма разброса
Диаграмма разброса
Диаграмма разброса используется для выявления зависимости между показателями качества (результат) и основными факторами производства (причина) при анализе причинно-следственной диаграммы или для выявления корреляционной зависимости между факторами. Диаграмма разброса строится как график зависимости между двумя параметрами X и У. Эффективным методом определения наличия или отсутствия корреляционной зависимости является метод медиан.
Контрольные карты
Контрольная карта представляет собой специальный бланк, на котором проводятся центральная линия и две линии выше и ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений или контроля параметров и условий производства. Исследуя изменение данных с течением времени, следят, чтобы точки графика не вышли за контрольные границы. Если обнаруживается выброс одной или нескольких точек за контрольные границы, это воспринимается как информация об отклонении параметров или условий процесса от установленной нормы. Для выяснения причины отклонения исследуют влияние качества исходного материала или деталей, методов, операций, условий проведения технологических операций, оборудования.
В производственной практике применяются следующие виды контрольных карг:
—карты средних арифметических и размахов (х- К) — применяется в случае контроля по количественному признаку таких показателей качества, как длина, масса, прочность на разрыв и др.;
—карта индивидуальных значений (х) — применяется в случае необходимое in быстрого обнаружения незамеченных факторов или в случае, когда за день или за неделю было произведено только одно наблюдение;
—карга доли дефектной продукции (р) — применяется в случае контроля качества по определению доли дефектных изделий (на-
пример, доли дефектных винтов по длине винта, доли дефектных электрических лампочек по количеству металла и т. д.);
—карта числа дефектных единиц продукции (рп) — применяется в случае контроля качества по определению числа дефектных изделий;
—карта числа дефектов (С) — применяется в случае, когда контроль качества осуществляется путем определения суммарного числа дефектов в заранее установленном постоянном объеме проверяемых изделий (например, числа разрывов на постоянной площади ткани);
—карта числа дефектов на единицу продукции (if) ~ применяется в случае контроля качества по числу дефектов на единицу продукции, когда площадь, длина или другой параметр образца продукции не является постоянной величиной.
Данные, представляемые в контрольной карте, используют для построения гистограмм. Графики, получаемые на контрольных картах, сравниваются с контрольными нормативами. Все это позволяет получать ценную информацию для решения возникающих проблем.
Контрольный листок
Собственно, контрольный листок не относится к "семи инструментам контроля качества". Заполнение контрольных листков является вспомогательным методом для использования карт, гистограмм и т. п. Формы листка могут быть самыми разнообразными и зависят от поставленной задачи. В контрольный листок заносят необходимые и достаточные данные для решения этой задачи. Такой листок позволяет осуществлять сбор данных за большой период времени. Сбор данных с помощью контрольных листков не требует больших затрат труда и времени — это лишь регистрация результатов контроля, который постоянно или периодически проводится исполнителем или контролером.
Перечисленные "семь инструментов контроля качества" при решении различных проблем могут использоваться как в отдельности, так и в различных комбинациях.
Решение той или иной проблемы в области обеспечения качества обычно проводится по следующей схеме.
1. Оценка отклонений параметров от установленной нормы.
Анализ и оценку данных, полученных из журналов регистрации,
легко проводить при их представлении в графическом виде в сле
дующих случаях:
— при появлении дефектных изделий;
— при появлении рекламаций;
— при появлении застоя в движении исходного сырья и материалов или готовой продукции;
— при удлинении срока хранения изделий на складах;
— при появлении ситуации, когда вся продукция распродана;
— при задержке процедур делопроизводства;
— при задержке поставок; при уменьшении выручки от продажи;
— при уменьшении прибыли;
— при неполадках оборудования;
— при уменьшении производительности станков;
— при уменьшении процента выхода на работу и т. д.
С помощью контрольных карт оценивают характер отклонений параметров процесса от нормы. Затем с помощью гистограмм оценивают степень нестабильности процесса.
2. Выбор наиболее важных факторов, от которых зависит решение. В случае, когда необходимо сделать заключение, по каким именно видам из большого числа выявленных видов брака можно найти решение проблемы, проводят расслоение и анализ ABC диаграмм Парето.
3. Оценка факторов, явившихся причиной возникновения проблемы. В случае, когда необходимо выявить факторы (причины), действительно оказывающие влияние на появление тех или иных видов брака (результат), организуют "мозговой штурм" всех имеющих отношение к проблеме, которые проводят анализ причинно-следственной диаграммы, куда занесены все предполагаемые факторы. При этом проводят расслоение по зависимостям между видами брака и влияющими факторами или между факторами разных порядков и с помощью диаграмм разброса исследуют возможности корреляции.
4. Оценка важнейших факторов, явившихся причиной появления брака. Для того, чтобы оценить, какие из множества причинных факторов оказывают самое большое влияние на появление брака, проводят анализ ABC диаграмм Парето.
5. Совершенствование операций. Если после систематизации и анализа причинных факторов намечаются корректирующие мероприятия и проводятся успешно, методы производства меняют в сторону совершенствования вплоть до создания нового стандарта на методы операций. Наработанный опыт распространяется на другие рабочие участки.
6. Подтверждение результата. После улучшения методов операций вновь проводят исследование с помощью контрольных карт и гистограмм для оценки стабильности процесса после проведенных корректирующих мероприятий. Степень улучшения состояния процесса определяют сравнением диаграмм Парето, отражающих состояние до и после проведения корректирующих мероприятий. Если мощность процесса оказы вается достаточной, контроль ослабляется. Улучшение методов операций может повлечь за собой снижение стоимости изделия.
Таким образом, правильная обработка и анализ данных — важнейший этап управления качеством. Для обеспечения достоверности данных необходимо строго вести регистрацию всех данных, относящихся к производству изделий конкретной партии, начиная с регистрации номера партии.
Как правило, регистрируются следующие данные, представленные результатами:
— приемочного контроля;
— контроля технологического процесса;
— проверки отдельных этапов процесса;
— входного контроля исходного сырья и материалов;
— контроля оборудования;
— выборочного контроля.
Распределение количественных данных, таких как размеры, масса, влажность и т. д., собранных за определенный период (например, за месяц), при достаточном числе наблюдений (порядка 100) удобно отражать графически. Такое графическое представление путем построения гистограммы представлено на рис. 10.


За -2а -а ц +а +2о +Зо
Рис. 10. Пример нормального распределения
Данное распределение случайных значений контролируемых характеристик продукции близко к нормальному распределению.
Если обозначить среднее значение нормального распределения через "ц'\ а стандартное отклонение через "а", то частота показания данных за пределами этого диапазона (вероятность) будет соответствовать указанной в табл. 3.
Таблица 3
Вероятность попадания значений контролируемых характеристик продукции в заданные доверительные интервалы
| Доверительный интервал | Частота попадания в доверительный интервал, % | Частота попадания за пределы доверительного интервала, % |
| iH la | 68.2 | 37,74 |
| р±2о | 95,44 | 4,56 |
| u ± la | 99,73 | 0,27 |
| p±4a | 99,994 | 0.0006 |
Данные, приведенные втабл. 3, позволяют сделать вывод отом, что если значения контролируемой технической характеристики продукции в процессе ее контроля выйдут за пределы доверительного интервала от -За до + За (диапазона тройного стандартного отклонения), то вероятность данного события составит 0,27 %, т.е. примерно 0,3 %.
По своему содержанию данное событие означает, что в условиях выборочного контроля качества продукции, когда стандартное

Рис. 11. Пример биноминального распределения: I — относительная частота; 2 — число дефектных изделий
|
| 0 2 4 6 |
значение технической характеристики данной продукции отличается от среднего значения (математического ожидания) на величину среднеквадратичного отклонения "а", при условии, что если даже все изделия выборки, сделанной из всей партии контроли-
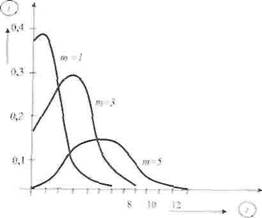
Рис. 12. Пример распределения Пуассона: / — относительная частота; 2 ~ суммарное число дефектов
руемой продукции (генеральной совокупности), оказались годными, независимо от этого в партии около 0,3 % изделий могут оказаться бракованными.
Таким образом, для обеспечения качества при выборочном контроле качества продукции стабильность технологического процесса должна быть такой, чтобы разброс параметров изделия удерживался в пределах 8... 10-кратного стандартного отклонения в одну и другую сторону от стандартной нормы параметра.
При систематизации количественных данных, полученных в результате контроля, можно видеть, что число дефектных изделий "рхп" и доля дефектных изделий "/>" подчиняются биномиальному распределению, графическая иллюстрация которого приведена на рис. 11.
Суммарное же число дефектов С подчиняются закону распределения Пуассона, рис. 12.
Оба эти распределения, как видно из рисунков, не обладают двусторонней симметрией, а вытянуты вправо от оси ординат. Однако если число дефектных изделий "рхп " и среднее число дефектов па единицу площади "/и" велики (рхп > 5; т > 5), и то, и другое распределение приближается к нормальному, поэтому в расчетах можно использовать нормальное распределение.
При построении контрольных карт как биномиальное распределение, так и распределение Пуассона можно представлять как нормальное распределение.
Вопросы:
1. Каковы цели и содержание контроля качества продукции?
2. Какие виды контроля качества продукции применяют в процессе ее создания и производства?
3. Как называется контроль качества продукции, основанный на применении методов математической статистики?
4. Какие статистические методы контроля качества продукции нашли применение в процессе создания и производства продукции?
4. Что понимается под метрологическим обеспечением контроля качества продукции?
6. Что понимается под измерением в метрологии?
7. Что относится к средствам измерений?
8. Что понимается под точностью и стабильностью технологических процессов?
ОЦЕНКА
КАЧЕСТВА
ПРОДУКЦИИ
Сами по себе идеи ценны, но всякая идея в конце концов только идея. Задача в том, чтобы реализовать ее практически.
Г. Форд
Оценка качества продукции
Показатели качества
Единичный показатель
Комплексные показатели
Интегральный показатель качества
Базовые показатели
Уровень качества продукции
Каталогизация
Система каталогизации
Аудит СМК
Сертификация
Некритическое несоответствие
Критическое несоответствие.
Подтверждение соответствия
Услуга
|
из
5.00
|
Обсуждение в статье: Статистические методы контроля качества продукции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы