 |
Главная |


Практической работы № 5
|
из
5.00
|
по теме: «Оборотный капитал»
Оборотные средства — это совокупность денежных средств, авансируемых для создания оборотных производственных фондов и фондов обращения, обеспечивающих непрерывный кругооборот денежных средств.
Оборотные производственные фонды — это предметы труда (сырье, основные материалы и полуфабрикаты, вспомогательные материалы, топливо, тара, запасные части и др.), незавершенное производство и расходы будущих периодов. Оборотные производственные фонды вступают в производство в своей натурально вещественной форме и в процессе изготовления продукции цели ком потребляются, перенося свою стоимость на создаваемый продукт.
Величина производственных средств, находящихся в составе оборотных производственных фондов, определяется в первую очередь организационно-техническим уровнем производства и длительностью производственного цикла изготовляемой продукции
Фонды обращения состоят из готовой продукции в сфере реализации и денежных средств предприятия. Фонды обращения не участвуют в образовании стоимости, но являются носителями уже созданной стоимости. Основное назначение фондов обращения — обеспечить денежными средствами ритмичность и непрерывность обращения.
Величина оборотных средств, занятых в сфере обращения, зависит от условий реализации продукции, системы товародвижения,
уровня организации маркетинга и сбыта продукции. Поэтому нормирование оборотных средств является основой рационального использования хозяйственных средств фирмы. Оно заключается в разработке обоснованных норм и нормативов их расходования, необходимых для создания постоянных минимальных запасов для бесперебойной работы предприятия.
Нормы оборотных средств характеризуют минимальные запасы товарно-материальных ценностей, рассчитанных в днях запаса или других единицах измерения.
Норматив оборотных средств определяется в денежном выражении для отдельных элементов (групп) оборотных средств и в целом по предприятию (фирме).
В общем виде норматив по отдельным элементам оборотных средств находится по формуле
Sni = Hзi × Ai,
где Hзi — норма запаса i-го элемента, дней, руб.; Аi — показатель, по отношению к которому установлена норма.
Норма оборотных средств на сырье и материалы складывается из времени:
пребывания их в пути (транспортный запас);
доставки материалов на предприятие и складирования их;
для подготовки материалов к производству (технологический запас);
пребывания материалов в виде текущего запаса;
пребывания материалов в виде страхового запаса.
Наибольший удельный вес в общей норме оборотных средств по группе материалов занимает норма текущего запаса.
Текущий запас — постоянный запас материалов, полностью подготовленных к запуску в производство и предназначенных для бес перебойной работы предприятия. Его величина зависит от среднедневного потребления материалов, интервала между очередными поставками, размера партий поставок. Для многих материалов интервал между очередными поставками берется в полном размере или рассчитывается методом среднеарифметической
Размер страхового запаса устанавливается обычно в процентах к нормам оборотных средств на текущий запас. Он создается на случай возможных срывов поставок, задержек в пути, поступления некачественных материалов и т.п.
Эффективность использования оборотных средств измеряется показателями их оборачиваемости. Под оборачиваемостью оборотных средств понимается продолжительность последовательности прохождения средствами отдельных стадий производства и обращения
Выделяют следующие показатели оборачиваемости оборотных средств:
1) коэффициент оборачиваемости;
2) продолжительность одного оборота;
3) коэффициент загрузки оборотных средств.
Коэффициент оборачиваемости средств (скорость оборота) характеризуется размером объема выручки от реализации (Qв) на1 руб. оборотных средств:
Коб = Qв /Sсо,
где Sсо — средняя величина стоимости оборотных средств за период, руб.
Продолжительность одного оборота (Тоб) в днях равна частному
от деления числа дней за анализируемый период (30, 90, 360) на коэффициент оборачиваемости оборотных средств за тот же период:
Тоб = t/Коб, или Т = (t × Sсо)/Qв.
Величина, обратная скорости оборота, показывает размер оборотных средств, авансируемых на 1 руб. выручки от реализации продукции. Это соотношение характеризует степень загрузки средств в обороте и называется коэффициентом загрузки оборотных средств:
Кз = Sсо/Qв.
Чем меньше величина коэффициента загрузки оборотных средств, тем эффективнее используются оборотные средства.
Ом - относительная материалоемкость изделия; Чв м - чистый вес металла в изделии; Кэм - количество единиц основной эксплутационной характеристики машины; Ки - коэффициент использования металла; Вр м - валовой расход металла; q - объем выпуска продукции по каждому изделию; i - 1,2, ..., q — количество видов изделий в номенклатуре выпуска;
Зтек, Зстр, Зтр - текущий, страховой, транспортный запас материала (соответственно); Пм.с - потребность в материале среднесуточная;
Ип - интервал между двумя очередными поставками материала;
Нрасх - норма расхода материала;
Нпр.з - норматив производственного запаса;
Дотх. - доля отходов в валовом расходе материала;
Qотх. - количество отходов;
Тп - число дней в периоде;
Нн.п - норматив незавершенного производства;
s - себестоимость единицы продукции;
Тп.ц - длительность производственного цикла изготовления продукции;
Кн - коэффициент нарастания затрат в незавершенном производстве;
Ко - коэффициент оборачиваемости оборотных средств;
Рп - объем реализованной продукции;
СО - средний остаток оборотных средств;
То - длительность одного оборота оборотных средств в днях;
Z - цена материала;
S - себестоимость всего выпуска;
Нг.п - норматив готовой продукции;
Но.с - общий норматив оборотных средств;
М - материальные затраты в себестоимости выпуска.
Задача 1. Чистый вес детали изделий, изготовленного из стали, - 96 кг, норма расхода стали - 108 кг. Выпускается 3000 изделий в год. Поставки стали осуществляются один раз в квартал. Транспортный запас — два дня.
Определите величину производственного запаса и коэффициент использования стали.
Решение
1. Нпр.з = Зтек. + Зстр. + Зтр.
Вр.м (Нрасх) ∙ q 108 ∙ 3000
2. Пм.с = ——————— = ——————— = 900 кг, или 0,9 т.
__________ Тп___ 360
3. Зтек = Пм.с ∙ Ип = 0,9 ∙ 90 =81 т.
4. Зстр = 50% ∙ Зтек = 50% ∙ 81 = 40,5 т.
5. Зтр = 0,9 ∙ 2 = 1,8 т.
6. Нпр.з = 81 + 40,5 + 1,8 = 123,3 т.
7. Кп = Чв.м : Вр.м ∙ (Нрасх) = 96 : 108 = 0,89.
Задача2. Мощность трактора, выпускавшегося в прошлом году, составляла 110 л.с, а его вес — 3,56 т. В текущем году начат выпуск тракторов мощностью 150 л.с, вес которых по сравнению с базовой моделью увеличился на 10%.
Определите относительную материалоемкость старой и новой моделей.
 Решение
Решение
Задача3. Чистый вес станка – 350 кг, величина фактических отходов при обработке заготовки – 92 кг. В результате совершенствования технологии изготовления деталей станка отходы планируется сократить на 10%.
Определите коэффициент использования металла и долю отходов до и после изменения технологии.
Решение


Задача 4. Чистый вес выпускаемого предприятием изделия - 38 кг, годовой выпуск - 3000 единиц. Действующий коэффициент использования материала (0,8) предприятие планирует повысить до 0,82. Цена 1 кг материала — 42 руб.
Определите действующую и плановую норму расхода материала; годовую экономию от повышения коэффициента использования материала в натуральном и стоимостном измерениях. %.
Решение


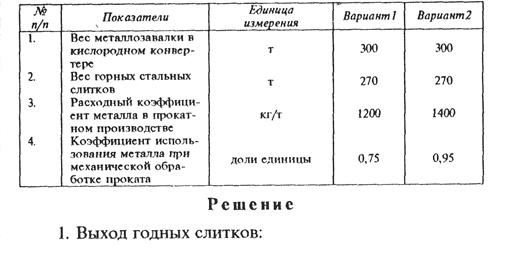
Задача 5. Возможны два варианта технологии производства металлической детали.
Вариант 1: Выплавка стали - производство листового проката — механическая обработка листового проката.
Вариант 2: Выплавка стали - производство спецпрофиля (проката) — механическая обработка спецпрофиля.
Определить эффективность использования металла (сквозной коэффициент использования металла) по каждому варианту, если эффективность его использования по отдельным технологическим переделам представлена приведенными в таблице данными.

Задача 6. В металлургическом производстве возможны два варианта технологии производства металлопродукции. Определите эффективность использования металла по вариантам в условиях полной регенерации образующихся в процессе производства металлоотходов.
Исходные данные (распределения металла) для расчета, доли единицы.

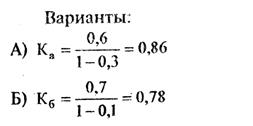
Вариант А предпочтительнее вследствие меньшей величины безвозвратных потерь, несмотря на то, что выход годной продукции в одном технологическом цикле выше в варианте Б.
Задача 7. Определите норматив оборотных средств в незавершенном производстве, оборачиваемость оборотных средств предприятия, если известно, что выпуск продукции за год составил 10 000 ед.; себестоимость изделия — 80 руб., цена изделия на 25% превышает его себестоимость; среднегодовой остаток оборотных средств -50 000 руб.; длительность производственного цикла изготовления изделия — пять дней; коэффициент нарастания затрат в незавершенном производстве — 0,5.
Решение
1. Норматив оборотных средств предприятия в незавершенном производстве

. Оборачиваемость оборотных средств:
а) коэффициент оборачиваемости:

Практическая работа №6
|
из
5.00
|
Обсуждение в статье: Практической работы № 5 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы