 |
Главная |


ЭНЕРГОМЕХАНИЧЕСКИЙ КОЛЛЕДЖ
|
из
5.00
|
Задание
на курсовую работу
«Организация участка по механической обработке детали _______________________»
Наименование детали …………………………………………………………………………….
Годовая программа выпуска продукции ……………………………………………………….
Вес заготовки ……………………………………………………………………………………
Вес детали ……………………………………………………………………………………….
Количество смен ………………………………………………………………………………..
Коэффициент, учитывающий брак ……………………………………………………………
Коэффициент, учитывающий изменение остатка незавершенного производства …………
Коэффициент, учитывающий прочие технологические потери: …………………………….
группа _________________
Ф.И.О. студента _
«_______» «_____________________» преподаватель ___________________________
Задание на курсовую работу
Наименование детали: Втулка
Годовая программа: 100000 деталей.
Материал: сталь 12ХН3А.
Вес заготовки: ______.
Вес детали: ______.
Количество смен: 2.
Коэффициент выполнения норм: КВН = 1,25.
Коэффициент, учитывающий брак: КБР =1,04.
Коэффициент, учитывающий прочие технологические потери: КЗ =1,09
Коэффициент, учитывающий изменение остатка незавершенного производства: КИЗ =1,05
Цены и нормы расхода материала по вариантам
для технологического процесса изготовления детали № 2
| № варианта | Вид заготовки | Вес заготовки, кг | Чистый вес детали, кг | Оптовая цена 1 кг металла, у.е. | Оптовая цена 1 кг отходов, у.е. |
| Прокат | 0,119 | 0,069 | 0,125 | 0,027 | |
| Прокат | 0,125 | 0,080 | 0,125 | 0,027 | |
| Прокат | 0,130 | 0,085 | 0,125 | 0,027 | |
| Прокат | 0,135 | 0,090 | 0,125 | 0,027 | |
| Прокат | 0,140 | 0,095 | 0,125 | 0,027 | |
| Прокат | 0,145 | 0,100 | 0,125 | 0,027 | |
| Прокат | 0,150 | 0,110 | 0,125 | 0,027 | |
| Прокат | 0,155 | 0,120 | 0,125 | 0,027 | |
| Прокат | 0,160 | 0,125 | 0,125 | 0,027 | |
| Прокат | 0,165 | 0,130 | 0,125 | 0,027 | |
| Прокат | 0,169 | 0,135 | 0,125 | 0,027 | |
| Прокат | 0,175 | 0,140 | 0,125 | 0,027 | |
| Прокат | 0,180 | 0,145 | 0,125 | 0,027 | |
| Прокат | 0,190 | 0,150 | 0,125 | 0,027 | |
| Прокат | 0,200 | 0,160 | 0,125 | 0,027 | |
| Прокат | 0,210 | 0,165 | 0,125 | 0,027 | |
| Прокат | 0,215 | 0,170 | 0,125 | 0,027 | |
| Прокат | 0,220 | 0,175 | 0,125 | 0,027 | |
| Прокат | 0,225 | 0,180 | 0,125 | 0,027 | |
| Прокат | 0,230 | 0,185 | 0,125 | 0,027 | |
| Прокат | 0,235 | 0,190 | 0,125 | 0,027 | |
| Прокат | 0,240 | 0,195 | 0,125 | 0,027 | |
| Прокат | 0,245 | 0,200 | 0,125 | 0,027 | |
| Прокат | 0,255 | 0,210 | 0,125 | 0,027 | |
| Прокат | 0,260 | 0,220 | 0,125 | 0,027 | |
| Прокат | 0,265 | 0,230 | 0,125 | 0,027 | |
| Прокат | 0,270 | 0,240 | 0,125 | 0,027 | |
| Прокат | 0,275 | 0,250 | 0,125 | 0,027 | |
| Прокат | 0,280 | 0,260 | 0,125 | 0,027 | |
| Прокат | 0,285 | 0,270 | 0,125 | 0,027 |
Нормы времени на технологический процесс изготовления
детали № 2 по вариантам, мин
| № операции | Вариант | |||||||||||||||||||||||
| tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | |
| 6,4 | 5,9 | 0,3 | 5,0 | 4,7 | 0,1 | 6,4 | 5,9 | 0,2 | 3,7 | 2,7 | 0,8 | 4,4 | 3,6 | 0,5 | 6,8 | 5,6 | 0,8 | 4,6 | 3,7 | 0,4 | 4,4 | 3,7 | 0,4 | |
| 6,9 | 5,4 | 0,9 | 6,4 | 5,3 | 0,6 | 7,0 | 6,7 | 0,1 | 4,8 | 3,7 | 0,9 | 5,1 | 4,8 | 0,12 | 4,6 | 3,5 | 0,7 | 5,4 | 4,3 | 0,8 | 6,5 | 5,3 | 0,9 | |
| 5,8 | 4,6 | 0,8 | 5,5 | 4,6 | 0,5 | 3,5 | 2,3 | 0,8 | 5,2 | 4,1 | 0,9 | 3,2 | 2,5 | 0,4 | 5,0 | 4,8 | 0,1 | 5,0 | 4,8 | 0,1 | 5,2 | 4,7 | 0,2 | |
| 4,8 | 3,7 | 0,7 | 4,8 | 3,5 | 0,8 | 6,4 | 5,3 | 0,9 | 4,1 | 3,6 | 0,2 | 6,4 | 5,7 | 0,4 | 6,0 | 5,8 | 0,1 | 8,0 | 7,8 | 0,1 | 8,0 | 7,8 | 0,1 | |
| 5,4 | 4,6 | 0,5 | 4,0 | 3,1 | 0,7 | 5,7 | 4,5 | 0,8 | 5,8 | 4,1 | 0,9 | 5,3 | 4,6 | 0,3 | 5,2 | 4,3 | 0,6 | 7,0 | 6,8 | 0,1 | 7,5 | 6,2 | 0,9 | |
| 4,3 | 3,1 | 0,8 | 4,5 | 3,3 | 0,8 | 4,8 | 3,4 | 0,9 | 5,1 | 4,8 | 0,1 | 4,3 | 3,8 | 0,2 | 6,4 | 5,7 | 0,4 | 6,0 | 5,8 | 0,1 | 4,4 | 3,9 | 0,2 | |
| 3,2 | 2,7 | 0,3 | 3,2 | 2,6 | 0,3 | 4,3 | 3,1 | 0.8 | 4,8 | 3,5 | 0,8 | 4,8 | 3,9 | 0,6 | 4,0 | 3,8 | 0,1 | 4,0 | 3,8 | 0,1 | 6,0 | 5,8 | 0,1 | |
| Продолжение | ||||||||||||||||||||||||
| № операции | Вариант | |||||||||||||||||||||||
| tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | |
| 4,0 | 3,8 | 0,1 | 4,2 | 3,1 | 0,8 | 3,0 | 2,8 | 0,1 | 4,7 | 3,5 | 0,9 | 3,0 | 2,7 | 0,1 | 4,7 | 3,5 | 0,9 | 4,0 | 3,8 | 0,1 | 5,0 | 4,8 | 0,1 | |
| 6,9 | 5,7 | 0,9 | 6,4 | 5,2 | 0,9 | 5,0 | 4,8 | 0,1 | 5,3 | 4,3 | 0,7 | 5,0 | 4,8 | 0,1 | 5,2 | 4,8 | 0,2 | 5,4 | 4,6 | 0,5 | 6,3 | 5,1 | 0,8 | |
| 5,4 | 4,2 | 0,9 | 4,8 | 3,6 | 0,9 | 4,9 | 4,7 | 0,1 | 6,0 | 5,8 | 0,1 | 5,4 | 4,2 | 0,9 | 5,6 | 4,7 | 0,6 | 6,9 | 5,7 | 0,8 | 7,3 | 6,5 | 0,5 | |
| 7,0 | 6,8 | 0,1 | 7,6 | 6,3 | 0,9 | 2,3 | 1,8 | 0,2 | 7,4 | 6,6 | 0,5 | 6,6 | 5,7 | 0,6 | 7,4 | 6,3 | 0,8 | 8,0 | 5,8 | 0,1 | 7,5 | 6,8 | 0,3 | |
| 8,0 | 7,8 | 0,1 | 8,1 | 7,9 | 0,1 | 8,0 | 7,8 | 0,1 | 8,4 | 7,7 | 0,3 | 8,0 | 7,8 | 0,1 | 8,4 | 7,7 | 0,4 | 7,0 | 6,8 | 0,1 | 9,0 | 8,8 | 0,1 | |
| 6,5 | 5,5 | 0,7 | 5,2 | 4,1 | 0,8 | 6,0 | 5,8 | 0,1 | 4,0 | 3,7 | 0,1 | 6,0 | 5,8 | 0,1 | 6,3 | 5,6 | 0,4 | 6,5 | 5,7 | 0,5 | 8,5 | 7,9 | 0,3 | |
| 3,9 | 2,7 | 0,9 | 3,8 | 2,6 | 0,9 | 4,1 | 3,7 | 0,2 | 8,2 | 7,6 | 0,3 | 3,9 | 2,5 | 0,9 | 4,0 | 3,8 | 0,1 | 3,9 | 2,6 | 0,9 | 8,2 | 7,7 | 0,2 | |
| Продолжение | ||||||||||||||||||||||||
| № операции | Вариант | |||||||||||||||||||||||
| tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | |
| 6,3 | 5,9 | 0,3 | 4,9 | 4,7 | 0,1 | 6,3 | 5,9 | 0,2 | 3,6 | 2,7 | 0,8 | 4,3 | 3,6 | 0,5 | 6,7 | 5,6 | 0,8 | 4,5 | 3,7 | 0,4 | 4,3 | 3,7 | 0,4 | |
| 6,8 | 5,4 | 0,9 | 6,3 | 5,3 | 0,6 | 6,9 | 6,7 | 0,1 | 4,7 | 3,7 | 0,9 | 5,0 | 4,8 | 0,12 | 4,5 | 3,5 | 0,7 | 5,3 | 4,3 | 0,8 | 6,4 | 5,3 | 0,9 | |
| 5,7 | 4,6 | 0,8 | 5,5 | 4,6 | 0,5 | 3,4 | 2,3 | 0,8 | 5,1 | 4,1 | 0,9 | 3,1 | 2,5 | 0,4 | 5,3 | 4,8 | 0,1 | 5,6 | 4,8 | 0,1 | 5,3 | 4,7 | 0,2 | |
| 4,7 | 3,7 | 0,7 | 4,7 | 3,5 | 0,8 | 6,3 | 5,3 | 0,9 | 4,0 | 3,6 | 0,2 | 6,3 | 5,7 | 0,4 | 6,3 | 5,8 | 0,1 | 8,3 | 7,8 | 0,1 | 8,5 | 7,8 | 0,1 | |
| 5,3 | 4,6 | 0,5 | 3,9 | 3,1 | 0,7 | 5,6 | 4,5 | 0,8 | 5,7 | 4,1 | 0,9 | 5,2 | 4,6 | 0,3 | 5,1 | 4,3 | 0,6 | 7,5 | 6,8 | 0,1 | 7,4 | 6,2 | 0,9 | |
| 4,2 | 3,1 | 0,8 | 4,4 | 3,3 | 0,8 | 4,7 | 3,4 | 0,9 | 5,0 | 4,8 | 0,1 | 4,2 | 3,8 | 0,2 | 6,3 | 5,7 | 0,4 | 6,4 | 5,8 | 0,1 | 4,3 | 3,9 | 0,2 | |
| 3,1 | 2,7 | 0,3 | 3,2 | 2,6 | 0,3 | 4,2 | 3,1 | 0.8 | 4,7 | 3,5 | 0,8 | 4,7 | 3,9 | 0,6 | 4,3 | 3,8 | 0,1 | 4,3 | 3,8 | 0,1 | 6,1 | 5,8 | 0,1 | |
| Продолжение | ||||||||||||||||||||||||
| № операции | Вариант | |||||||||||||||||||||||
| tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | tшт | tосн | tвсп | |
| 4,5 | 3,8 | 0,7 | 3,3 | 3,0 | 0,3 | |||||||||||||||||||
| 5,0 | 4,2 | 0,8 | 3,8 | 3,5 | 0,3 | |||||||||||||||||||
| 5,5 | 4,7 | 0,8 | 4,3 | 4,0 | 0,3 | |||||||||||||||||||
| 2,2 | 1,65 | 0,5 | 1,5 | 1,3 | 0,2 | |||||||||||||||||||
| 2,0 | 1,5 | 0,5 | 1,4 | 1,2 | 0,2 | |||||||||||||||||||
| 1,9 | 1,4 | 0,5 | 1,3 | 1,1 | 0,2 | |||||||||||||||||||
| 1,0 | 0,9 | 0,3 | 1,2 | 1,0 | 0,1 |
Основные технико-экономические характеристики производственного оборудования.
| Наименование оборудования | Марка (модель) | Габариты, мм | Мощность, кВт | Оптовая цена, у.е. | Норма амортизации, % | Категория ремонтной сложности | |
| Механ. | Электр. | ||||||
| Токарно-винторезный станок | 1А616П | 2135x1225 | 10,0 | 16,2 | 7,5 | 8,0 | |
| Вертикально-фрезерный станок | 1600x630 | 8,5 | 14,9 | 17,5 | 20,5 | ||
| Полуавтомат зуборезный | 5С23П | 2040x1255 | 1,5 | 12,2 | 17,0 | 12,0 | |
| Настольно-сверлильный станок | НС12А | 710x360 | 3,5 | 10,7 | 6,5 | 8,0 | |
| Полуавтомат зубошлифовальный | 5В830 | 1950x2000 | 3,0 | 16,1 | 17,0 | 21,5 | |
| Полуавтомат зубошевинговальный | 5702В | 1920x1500 | 3,2 | 16,2 | 19,5 | 17,0 | |
| Протяжной вертикальный полуавтомат | 3950x2100 | 37,5 | 10,1 | 24,0 | 30,0 | ||
| Шлифовально-полировальный станок | 3863М | 1550х 100 | 2,5 | 14,2 | 6,5 | 9,5 | |
| Дисковый отрезной станок | 8В66 | 750x500 | 2,5 | 10,1 | 8,0 | 8,5 |
Нормы времени на ремонтную единицу для
технологического и подъемно-транспортного оборудования, нормо-ч.
| Осмотр и вид ремонта | Слесарные работы | Станочные работы | Прочие работы | Всего | ||||
| Мех. | Электр. | Мех. | Электр. | Мех. | Электр. | Мех. | Электр. | |
| О (осмотр) | 0,75 | - | 0,1 | - | - | - | 0,85 | - |
| Т (текущий ремонт) | 4,0 | 1,0 | 2,0 | 0,2 | 0,1 | - | 6,1 | 1,2 |
| С (средний ремонт) | 16,0 | 5,0 | 7,0 | 1,0 | 0,5 | 1,0 | 23,5 | 7,0 |
| К (капитальный ремонт) | 23,0 | 11,0 | 10,0 | 2,0 | 2,0 | 2,0 | 35,0 | 15,0 |
Технологический процесс изготовления детали № 2
| Наименование операции | Разряд работ | Наименование оборудования и инструмента |
| 1.Токарная | Токарно-винторезный станок 1А616П (2135x1225); резец 2300-0205 | |
| 2. Токарная | Токарно-винторезный станок 1А616П (2135x1225); резец, сверло 2141-0552-1 | |
| 3. Фрезерная | Фрезерный станок 654 (1600x630); фреза 164хзА ГОСТ 2679—61 | |
| 4. Фрезерная | Фрезерный станок 654 (1600x630) | |
| 5. Слесарная | Верстак; настольно-сверлильный станок НС12А (710x360); сверло 2, метчик м2 | |
| 6.Токарная | Токарно-винторезный станок; 1А616П (2135x1225); резец 2106-0017 | |
| 7. Токарная | Токарно-винторезный станок 1А616П (2135x1225); резец; напильник, надфиль 80 № 3 |
Приложение 2
Технологический процесс изготовления детали.
| N Операции | Наименование операции | Тип оборудования | Трудоемкость, мин | ||
| tшт. | tосн | tвсп | |||
| Итого: | х | х | х |
Приложение 3
Минимальные расстояния между станками и элементами конструкции здания.
| Описание | Обозначение | Расстояние, мм | ||
| для мелких станков габаритом до 1800х 800 мм | для средних станков габаритом до 4000х2000мм | для крупных станков габаритом до 8000х4000мм | ||
| Между станками вдоль линии расположения (по фронту). Между станками при установлении их один к другому тыльными сторонами. Между тыльной или боковой стороной станка и стеной, колонной или выступающей конструкцией здания. Между передней стороной станка и стеной, колонной или выступающей конструкцией здания. Между передними сторонами при обслуживании каждого станка одним рабочим. Между передними сторонами станков при обслуживании одним рабочим двух станков. Между передней и задней стенками разных станков, различными в затылок. | а б в г д е ж | - |
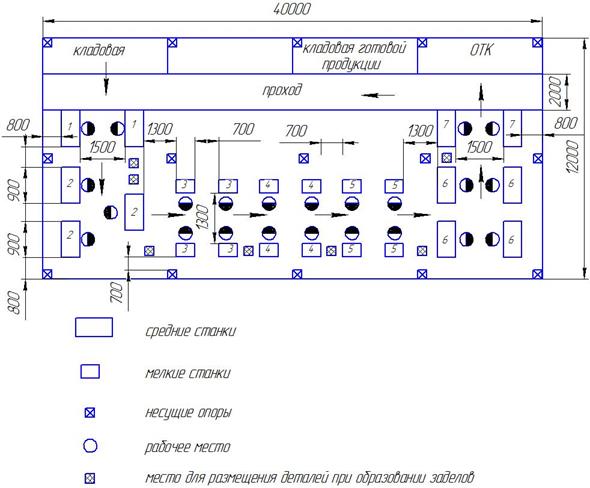
Приложение 4
План участка.
Литература:
1. Великанов К.М., Власов В.Ф., Карандашова К.С. Экономика и организация производства в дипломных проектах. Л.: 1986,285с.
2. Б.В. Воскресенский, А.С.Паламарчук. Справочник экономиста-машиностроителя. М.,1977, 302с.
3. Егоров М.Е. Основы проектирования машиностроительных заводов. М.,1969,480с.
4. Климов А.Н., Оленев И.Д., Соколоцин С.А. Организация и планирование производства на машиностроительном заводе. Л., 1979, 463.
5. Проектирование машиностроительных заводов и цехов. / Под ред. К.С. Ямпольского. Т.4. М., 1975, 326с.
6. Расчеты экономической эффективности новой техники. Справочник. / Под ред. К.М.Великанова. Л., 1990, 448с.
7. Справочник нормировщика. / Под ред. А.В.Ахумова. Л., 1986, 288с.
8. Организация и планирование машиностроительного производства./ Под ред. М.И.Ипатова, В.И.Постникова, М.К.Захаровой. М., 1988, 267с.
9. Л.А. Глаголева. Практикум по курсу «Организация, планирование и управление предприятием машиностроительной промышленности». М.: Высшая школа, 1981.
10. Справочник начальника цеха промышленного предприятия. /Под ред. И.М.Благодарева, С.С.Слуцкого. М.: Экономика, 1987, 446.
11. Организация, планирование и управление предприятием. Метод.указания к выполнению курсовой работы./ Владим. Политехн. Институт. Сост. З.Т.Бирюкова, А.Г.Ипполитова. Владимир, 1991, 40с.
12. Единая система планово-предупредительных работ и рациональной эксплуатации технологического оборудования машиностроительных предприятий. М., Машиностроение, 1967, 590с.
|
из
5.00
|
Обсуждение в статье: ЭНЕРГОМЕХАНИЧЕСКИЙ КОЛЛЕДЖ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы