 |
Главная |


Производственной деятельности и в конкурентной борьбе 1 страница
|
из
5.00
|
| Цели, процессы | Критерии, особенности |
| 1. Снабжение Собственное производство комплектующих или закупка на стороне Цель закупок и выбор поставщика Деловые отношения | Издержки и оборачиваемость запасов Гарантированное снабжение благодаря качеству, точности поставок по срокам, сокращение времени на повторные закупки, большей частоты закупок и территориальной близости поставщика Характер отношений: «партнерство по прибыли», один источник снабжения, долгосрочные связи |
| 2. Производство Цель Производственный процесс Управление производством | Быстрая оборачиваемость оборотных средств Эффект разнообразия ассортимента, преимущества ускоренного производства. Короткий производственный цикл при большом количестве вариантов, быстрая переналадка оборудования Децентрализованное на местах |
| 3. Сбыт Сбытовые связи Цель Информационные потоки | Сбытовая кооперация по вертикали Максимальное сокращение времени поставок на рынок без накопления запасов продукции Диалоговый режим, передача данных в реальном масштабе времени |
способление производства к изменениям, обусловленным сбоями в технологических процессах и линиях, колебаниями спроса на выпускаемую продукцию в торговле. Если система «точно в срок» (ЛТ) действует в масштабе всей фирмы и применяется также ее основными поставщиками, то обеспечивается ритмичность выпускаемой продукции и повышается ее качество, резко сокращаются производственные и товарные запасы, что дает возможность фактически
высвободить часть складских помещений и использовать их для других нужд.
Система ЛТ является саморегулирующейся системой обеспечения производства материальными ресурсами и построена на принципах логистики. Прежде всего она затрагивает упорядочение движения материальных потоков, минимизацию производственных запасов и объемов незавершенного производства.
В японской практике управления производством используются две трактовки системы ЛТ. В узком смысле система представляет собой способ управления производством, при котором обеспечивается в течение определенных производственных циклов выпуск некрупных партий продукции по текущим заказам потребителей. В широком смысле ЛТ является интегрированной системой снабжения, производства и сбыта продукции, регулирующей непрерывный процесс воспроизводства в целом.
В системе ЛТ тесно увязаны между собой спрос на продукцию производственно-технического назначения, стратегия ее реализации и организация самого производственного процесса, основанного на повышении его эффективности (табл. 5.6).
Система ЛТ предполагает сокращение до возможных пределов несоответствия между временем поступления материалов и полу-
Таблица 5.6 Эффект от внедрения системы JIT
| Название фирмы | Показатели, % | |||
| Производительность труда | Запасы материальных ресурсов | Качество продукции | Складские площади | |
| «Toyota», Япония Система ЛТ внедрена в 1969 году | ↑35-40 | ↓ 75 | ↑35-40 | |
| «ЮМ», США Система ЛТ внедрена .BJ980 году | ↑20-50 | ↓ 50-80 | ↓ 50 | |
| «General electric», США Система ЛТ внедрена в 80-е годы | ↓ 147 | ↑42-16 |
Примечание: ↑ - рост, увеличение показателя;
↓ - снижение, сокращение показателя.
фабрикатов на очередную стадию производства, минуя стадии промежуточного складирования, и временем их потребления. В связи с этим систему называют также «производством без запасов» или «работой с колес». Такой подход требует синхронизации материальных потоков и технологических операций до такой степени, когда завершение каждой производственной стадии является одновременно началом следующей.
Развитая цепь снабжения является непременной составляющей системы JIT, что позволяет организовать четкую доставку сырья и материалов в установленное время, например, шведская корпорация СФК (крупнейший в мире производитель подшипников) гарантирует своим потребителям предельно сжатые сроки изготовления и поставки продукции, обеспечивающие их работу с суточным запасом. С еще меньшими запасами металла и комплектующих изделий работают автомобильные компании Японии, что свидетельствует о высоком уровне культуры организации процесса материально-технического обеспечения производства. Переход фирмы BMW (Германия) на систему ЛТ обеспечил ритмичную поставку 1500 покупных изделий, что позволило значительно сократить производственные запасы.
Данный метод организации производственно-хозяйственной деятельности широко используется в практике промышленных предприятий, хотя он в основном находит применение не в производственном процессе, а в снабжении и сбыте. По этому методу запасы у поставщика, клиента и непосредственно в сфере производства должны быть сведены к нулю. Все задания должны обрабатываться непрерывно. Исключаются задержки в обработке документации, невыполнение заказов и передача из отдела в отдел, возврат, простои из-за ошибок и т. п.
5.5. ЛОГИСТИЧЕСКАЯ СИСТЕМА «KANBAN»
Логистическая система «kanban» - это система организации производства и материально-технического обеспечения, позволяющая наиболее полно реализовать принцип «точно в срок». По классификации она отнесена к «тянущим» системам.
Все существующие системы организации производства состоят из последовательных процессов и их можно разделить на системы двух типов: «тянущие» («вытягивающие») и «толкающие» («вы-
талкивающие»). Для «толкающих» систем характерно изготовление деталей, узлов, механизмов в соответствии с производственным графиком. Детали поступают по мере готовности с предшествующей стадии производственного процесса на последующую. Работа «тянущей» системы заключается в том, что каждый последующий заказывает и потребляет детали, сборочные единицы, узлы с предшествующего участка по мере необходимости.
Система «kanban» разработана и впервые в мире практически реализована фирмой «Toyota Motors» (Япония) в конце 60-х начале 70-х годов. В настоящее время система «kanban» широко применяется многими машиностроительными фирмами Японии, США, западной Европы и другими как в адаптированном усовершенствованном виде, так и в сочетании с другими известными системами организации производства и материально-технического обеспечения (MRP, MRP-II). При функционировании системы «kanban» цех-изготовитель не имеет законченного плана и графика, он жестко связан не общим планом, а конкретным заказом цеха-потребителя, оптимизирует свою работу в пределах этого заказа. Конкретный график производства на декаду или месяц, как в «толкающих» системах, отсутствует.
Исполнение «толкающих» систем сопряжено с появлением следующих проблем. При изменении спроса или появлении сбоев в производственном процессе практически невозможно перепланировать производство для каждой его стадии, что вызывает необходимость наличия внутрипроизводственных материальных запасов между различными технологическими стадиями (буферных запасов). Буферные запасы служат для повышения гибкости управления на тех участках производства, где могут появиться срывы поставок или где работа с малыми партиями нецелесообразна.
Планирование производства нацелено на обеспечение соответствия информации о динамике спроса на продукцию и производственных графиков снабженческого обслуживания производства. Такой подход повышает гибкость производства в связи с тем, что производственное планирование объединяет прогноз сбыта на данный период и производственный график для каждого этапа. Но возникающие в этом случае значительные буферные запасы между различными технологическими этапами приводят к замораживанию материаль-ных и денежных средств, наличию излишнего производственного оборудования и привлечению дополнительной рабочей силы при
увеличении размера заказа. Всерьез рассчитывать на повышение эффективности производства и снижение издержек, не ликвидируя внутрипроизводственные запасы, невозможно. Какие-либо изменения размера партий деталей и продолжительности операций в таких случаях лишены перспективы, поскольку рассчитывать в подробностях производственные планы, а затем постоянно вносить в них коррективы - сложная и невыполнимая задача.
«Тянущая» система была разработана как средство решения этих проблем, когда становится возможным просто и надежно обеспечивать подачу деталей точно в сроки, соответствующие необходимости их поступления на последующий участок.
«Тянущая» система преследует следующие цели:
1. Предотвращение распространения возрастающего колебания спроса или объема продукции от последующего процесса к предшествующему.
2. Сведение к минимуму колебаний размеров запаса деталей между операциями для упрощения управления материальными запасами.
3. Повышение уровня цехового управления путем децентрализации управления, то есть предоставление цеховому руководству больших полномочий в управлении производством и материальными запасами.
К основным принципам «тянущей» системы могут быть отнесены следующие:
сохранение определенного уровня материального запаса на
каждом этапе производства;
движение заказа на израсходованные в процессе производства материалы и комплектующие единицы от последующего участка к предыдущему (на фирме «Toyota» этот принцип реализуется благодаря информационной системе «kanban», заключающейся в использовании специальных карточек внутрипроизводственного заказа).
Распространены два вида карточек в пластиковом конверте: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое необходимо взять на предшествующем участке, а в карточке производственного заказа указывается число деталей, необходимое для изготовления на предшествующем участке. Например, для изготовления продукции А, В, С в сборочном производстве используются детали «а» и «в», изготавливающиеся на предшествующей технологической стадии (рис. 5.7).

Рис. 5.7. Движение карточек «kanban»: А, В, С- продукция; а, b - детали
Детали «а», «в», изготовленные на предшествующей стадии складируются вдоль конвейера с прикрепленными на них карточками отбора. Рабочий из цеха № 2 на автопогрузчике прибывает с карточкой заказа на место складирования деталей «а», чтобы взять необходимое число ящиков (лотков, конвейеров) с прикрепленными к ним карточками отбора. На месте складирования загружается количество деталей «а» по карточкам отбора, снимая и оставляя при этом карточки производственного заказа. Доставляются детали с карточками отбора. Карточки производственного заказа остаются на месте складирования, показывая число взятых деталей. Они формируют заказ на изготовление новых деталей «а», объем которых указан в карточке. Так в системе поддерживается минимальный уровень запасов, способствующий непрерывной работе производственно-технических участков и обслуживающего персонала.
Для практической реализации «тянущей» системы в машиностроительном производстве необходимо установить нормативный момент возобновления заказа (так называемую «точку заказа») и целесообразный размер партии заказываемых деталей. На рис. 5.8 показано изменение размеров запасов по времени. Точка, отмеченная Как Q дмуз (допустимый минимальный уровень запасов или «точка заказа»), означает тот уровень, до которого можно расходовать запасы, прежде чем сделать заказ на их пополнение.

|
| Средний запас = 1/2Q |
| Рис. 5.8. Изменение запасов по времени: Qдмуз - допустимый минимальный уровень запасов |

где 1 из - время исполнения заказа, дн.;
Им - интенсивность использования материалов в течение времени (деталей в день).
Наглядно точка Qдмуз может быть отображена на сигнальной карточке «kanban», используемой на фирме «Тойота» для описания партии заготовок, поступающих из заготовительных цехов на участки механической обработки (рис. 5.9).
Приведенная на рис. 5.9 треугольная сигнальная карточка «kanban» означает заказ на изготовление панелей для 500 левых автомобильных дверей на прессе № 10 после того, как все панели, кроме лежащих на двух нижних лотках контейнеров № 5, будут использованы. Таким образом, заказ возобновляется, когда остается два нижних лотка или 200 панелей. Поэтому сигнальная карточка прикреплена к лотку № 2. График производства фактически формируется обращением карточек «kanban», так как они составляют заказ на изготовление новых деталей.
В условиях «тянущей» системы организации производства информационный поток направлен со стадии сборки (последней стадии производственного процесса) к первой стадии - заготовительной. При этом информационный поток значительно опережает по времени движение материального потока, оставляя резерв времени на формирование последнего. Предварительно, с участка механической обработки должна быть отправлена сигнальная карточка внутрипроизводственного запаса в заготовительный (прессовый) цех.
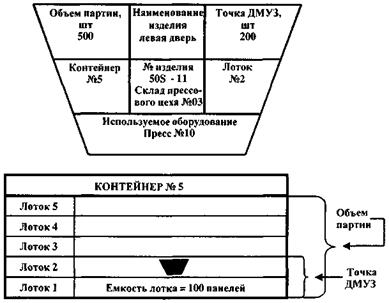
Рис. 5.9. Сигнальная карточка внутрипроизводственного заказа
После того, как вся партия будет готова, с участка механической обработки поступает карточка отбора, согласно которой весь контейнер с 500 заготовками или 5 лотков по отдельности будут направляться (по мере необходимости) на конкретное рабочее место данного участка.
В этом случае карточка отбора сопровождает контейнер или лотки до «места назначения». Таким образом, информационный поток сопровождает ранее сформированный материальный поток.
Аналогично будут формироваться потоки и в механообрабаты-вающем, и в сборочном производстве, то есть в любом случае первоначальный информационный поток будет противоположно направлен перемещению материального потока.
Использование карточек «kanban» в управлении производством эффективно, так как они наглядны и содержат всю необходимую информацию, в том числе точку возобновления заказа и размер партии заказываемых деталей (изделий). Благодаря карточкам «kanban» цеховое руководство может визуально контролировать Уровень материальных запасов и объемы поставок по предыдущему заказу на каждом участке (рабочем месте).
 Необходимо отметить, что поскольку «тянущая» система организации производства соединяет снабжение, производство и сбыт материальных ресурсов в единый непрерывный процесс, то можно рассматривать материальный поток как сквозной и непрерывный во времени.
Необходимо отметить, что поскольку «тянущая» система организации производства соединяет снабжение, производство и сбыт материальных ресурсов в единый непрерывный процесс, то можно рассматривать материальный поток как сквозной и непрерывный во времени.
«Тянущая» система организации производства является обобщенным названием для различных систем, разработанных и внедренных на зарубежных предприятиях в течение последних 12-15 лет в противовес традиционным «толкающим» системам производства. Сравнительные характеристики двух основных разновидностей систем производства приведены в табл. 5.7.
Таблица 5.7 Сравнение систем организации производства
| Сравнительная характеристика | Название системы | |
| «тянущая» | «толкающая» | |
| 1. Закупочная стратегия (снабжение) | Ориентация на небольшое число поставщиков. Поставки осуществляются часто, небольшими партиями и строго по графику | Ориентация на значительное число поставщиков, поставки осуществляются нерегулярно, в основном, большими партиями |
| 2. Производственная стратегия | Ориентация производства на изменение спроса, то есть осуществление концепции «гибкого» производства | Ориентация производства на максимальную загрузку производственных мощностей и реализация концепции «непрерывного» производства |
| 3. Планирование производства | Начинается со стадии сборки (или со стадии распределения) | Начинается с заготовительного производства(или с закупочной стадии) |
| 4. Оперативное управление производством | Децентрализовано: производственные графики составлены только для стадии сборки, за выполнением графика на всех остальных стадиях производства наблюдает руководство цехов | Централизовано: производственные графики составлены для всех этапов производственного процесса, а контроль за их выполнением осуществляют: специальные отделы заво-да (ПДО); специальные бюро цеха (ПДБ); руководство цехов |
Продолжение табл. 5.7
| Сравнительная характеристика | Название системы | |
| «тянущая» | «толкающая» | |
| 5. Стратегия управле- | Запасы в виде незадейство- | Запасы в виде излишних |
| нИя запасами: | ванных производственных мощностей | материальных ресурсов |
| 5.1. Управление буферными (страховыми) запасами | Наличие буферных запасов свидетельствует о сбое в производственном процессе, так | Объем буферных запасов постоянно поддерживается на определенном норматив- |
| (имеются в виду: | как складские площади для их | ном уровне. |
| общецеховые склады | хранения не предусмотрены. | Отсутствие этих запасов мо- |
| материальных ре- | Осуществляется визуальный | жет привести к сбою в про- |
| сурсов, комплек- | контроль за возникновением | изводственном процессе |
| тующих изделий, | этих запасов со стороны ру- | |
| узлов и т. д., а также | ководства цеха | |
| межцеховые склады | ||
| заготовок, деталей, | ||
| узлов и цеховые склады) | ||
| 5.2. Управление | Операционный задел мини- | Операционный задел не |
| операционными за- | мален: | всегда минимален из-за |
| делами (имеется | ооеспечивает синхронизиро- | несинхронизированности |
| в виду запас обра- | ванное производство | смежных операции, раз- |
| батываемых деталей | личной пропускной спо- | |
| на рабочем месте) | собности оборудования, его нерациональной расстановки, неэффективности транспортно-скл адских работ | |
| 5.3. Управление за- | Эти запасы практически от- | Эти запасы могут сущест- |
| пасами готовой про- | сутствуют из-за быстрой от- | вовать по ряду причин: |
| дукции (имеется | правки готовой продукции | 1) несвоевременности из- |
| в виду: запасы го- | заказчику; | готовления готовой про- |
| товой продукции | излишних запасов готовой | дукции; |
| в сборочном цехе, | продукции не бывает, так | 2)несвоевременности от- |
| а также на складе | как размер партии готовых | правки готовой продукции |
| готовой продукции завода) | изделии сориентирован на размер заказа | заказчику; 3) из-за неплатежеспособ ности заказчиков; 4) из-за того, что размер партии готовых изделий сориентирован на годовую программу без учета еже месячных колебаний спро- |
| ___ | са и т. д. |
 Окончание табл. 5.
Окончание табл. 5.
| Сравнительная характеристика | Название системы | |
| «тянущая» | «толкающая» | |
| 6. Используемое оборудование и его размещение | Универсальное оборудование, которое размещено по линейному или кольцевому принципу | Специализированное оборудование, размещенное по участкам, а также универсальное оборудование, размещенное по линейному принципу |
| 7. Кадры | Используются высококвалифицированные рабочие-многостаночники («универсалы») | Используются узкоспециализированные рабочие-многостаночники различной квалификации |
| 8. Контроль качества | Поставка качественных материальных ресурсов, комплектующих изделий, полуфабрикатов - сплошной контроль качества поставляемых ресурсов осуществляет поставщик. Выборочный (сплошной) контроль качества на рабочих местах позволяет упразднить стадию выходного контроля готовой продукции | Существует сплошной (выборочный) контроль на всех стадиях производственного процесса, что значительно удлиняет продолжительность производственного процесса |
| 9. Распределительная стратегия (сбыт) | 1) Размер партий готовой продукции равен размеру заказа. 2) Ориентация на конкрет ного потребителя. 3) Продукция изготавливается с учетом специфических тре бований заказчика. 4) Организация послепродаж ного сервиса | 1) Размер партии готовой продукции соответствует плановому выпуску. 2) Ориентация на «усред ненного» потребителя. 3) Организация послепро дажного сервиса |
Необходимо отметить, что наряду с несомненными преимугде ствами «тянущие» системы имеют и существенные недостатки:
во-первых, чрезмерная взаимозависимость всех элементов про изводственной системы;
во-вторых, «жесткость» системы управления производством обусловливающая его уязвимость и возможность утраты синхрон
ности работы отдельных производственных участков при возникновении непредвиденных обстоятельств.
При работе по системе «kanban» производство находится постоянно в состоянии настройки, идет его корректировка под изменение рыночной конъюнктуры. Однако колебания спроса и рыночной конъюнктуры имеют свои пределы, за границами которых система «kanban» начинает давать сбои. Предел прочности системы, по данным различных исследователей, составляет ±10 % укрупненного плана.
Для преодоления отмеченных недостатков необходимо использовать резервы гибкости, которыми обладает «тянущая» производственная система: резервные производственные мощности и их эффективное использование; обученные высококвалифицированные кадры и их задействование при необходимости на «узких» производственных участках; сверхурочная работа и т. д. Кроме того целесообразно сократить время реагирования на возможные изменения условий производства за счет:
уменьшения до оптимальных величин материальных и информационных потоков как внутри, так и вне предприятия;
увеличения скорости обращения этих потоков;
постоянного контроля за движением материальных и информационных потоков;
возможности принятия оперативного решения в любой момент.
«Тянущая» система «kanban» предполагает работать с ограниченным кругом поставщиков, которые отбираются по их способности доставлять комплектующие изделия высокого качества и «точно в срок». Головная фирма оказывает поставщикам всестороннюю помощь, направленную в первую очередь на повышение качества поставляемой ими продукции. Внедрение системы «kanban» строится на всестороннем управлении качеством продукции, выпускаемой фирмой.
Практическое применение системы «kanban» дает японским машиностроительным фирмам значительный эффект. Многие западные специалисты (и не без оснований) считают, что высокая конкурентоспособность японской промышленной продукции, в первую очередь, обусловлена применением идей и методов системы «kanban». Эта система внедрена также на таких известных фирмах, как «General Motors» (США), «Reno» (Франция) и многих других. Анализ опыта работы ряда фирм Западной Европы, исполь-
зующих систему «kanban», показывает, что она дает возможность уменьшить производственные запасы примерно на 50 % а товарные - на 8 % при значительном ускорении оборачиваемости оборотных средств и повышении качества продукции.
5.6. ДРУГИЕ ЛОГИСТИЧЕСКИЕ СИСТЕМЫ
За рубежом в последние годы получила распространение логистическая концепция «Lean production», что в переводе означает «тощее производство». Эта система включает в себя и элементы MRP и элементы «kanban». Сущность системы «Lean production» заключается в осмысленном применении следующих основных компонентов: минимизация запасов, высокое качество, гибкое производство, малые размеры производственных партий, высококвалифицированный персонал. Словосочетание «тощее производство» появилось в связи с тем, что используется намного меньше ресурсов по сравнению с традиционным производством, меньше запасов, меньше затрачивается времени на выпуск единицы продукции, выше качество (меньше брака) и т. д.
Основные цели «Lean production» сводятся к обеспечению:
высокого качества выпускаемой продукции;
низких производственных издержек;
быстрого реагирования на изменения потребительского спроса;
уменьшения времени переналадки оборудования.
Ключевыми моментами в реализации приведенных целей при оперативном управлении являются:
малые размеры производственных партий;
малое время основного производственного цикла;
сокращение подготовительно-заключительного времени;
внутрипроизводственный контроль качества всех протекающих процессов;
общая продуктивная поддержка производства;
гибкие потоковые процессы;
работа с субпоставщиками, «тянущая» информационная система.
Большое внимание в концепции «Lean production» уделяется общей эффективности производства при поддержании технологического оборудования в состоянии непрерывной готовности, исключения отказов его за счет улучшения технического обслуживания и ремонта, что позволяет сократить до минимума буферные
запаСы между производственно-технологическими участками. Значительную роль в осуществлении поставленных целей и задач играет подготовка и квалификация персонала не только высшего, но среднего и низшего производственного управления. Девизом
концепции «Lean production» является «исключение бесполезных
операций», и она строится по принципу «тянущих» систем.
С начала 1980-х годов в США, Израиле и других странах стала пироко применяться разработанная израильскими и американскими специалистами система организации производства и снабжения ОРТ (Optimized Production Technology - оптимизированная производственная технология). ОРТ, как и система «kanban», относится к классу «тянущих», и отдельные специалисты считают ее компьютерным вариантом системы «kanban» с той существенной разницей, что ОРТ направлена на предотвращение «узких мест» в цепи «снабжение-производство-сбыт», в то время как классическая система «kanban» позволяет эффективно устранять уже возникшие. Главным принципом системы ОРТ является отыскание в производстве «узких мест» или «критических ресурсов», коими могут быть запасы сырья и материалов, применяемое оборудование, технологические процессы, персонал. От целесообразного использования критических ресурсов зависит экономическая эффективность системы в целом, тогда как использование остальных ресурсов на функционировании системы сказывается незначительно.
С помощью ЭВМ формируются возможные технологические маршруты и оценивается интенсивность использования ресурсов и степень их загрузки, что позволяет соответствующим образом упорядочить их. Затем производится поиск критических ресурсов в производственном процессе и пошагово оптимизируется их использование в системе. В результате на печать выдаются машинограммы «График производства», «Потребность в сырье и материалах», «Состояние складского запаса» и ряд других. Применение логистической системы ОРТ приводит к увеличению выпуска готовой продукции, снижению производственных и транспортных издержек, уменьшению внутрипроизводственных запасов, сокращению производственного цикла, снижению потребности в складских и производственных площадях, повышению ритмичности отпуска готовой продукции заказчику.
|
из
5.00
|
Обсуждение в статье: Производственной деятельности и в конкурентной борьбе 1 страница |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы