 |
Главная |


Инструмент абразивный и эльборовый
|
из
5.00
|
339. Абразивный и эльборовый инструмент должен соответствовать требованиям ГОСТ 12.3.028-82 «Процессы обработки абразивным и эльборовым инструментом. Требования безопасности».
Заточные и шлифовальные станки должны соответствовать общим требованиям, изложенным в § 5.1 Правил.
340. К испытаниям абразивного и эльборового инструмента допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение и проверку знаний инструкции по охране труда и имеющие в удостоверении о проверке знаний запись о допуске к выполнению работ с применением абразивного и эльборового инструмента.
Лица, допущенные к работе на заточных или шлифовальных станках, также должны иметь об этом запись в квалификационном удостоверении.
341. На шлифовальных и отрезных кругах (кроме эльборовых) диаметром 250 мм и более, а также на шлифовальных кругах, предназначенных для работы на ручных шлифовальных машинах, должны быть нанесены цветные полосы: желтая - на кругах с рабочей скоростью 60 м/с, красная - 80 м/с, зеленая - 100 м/с, зеленая и синяя - 120 м/с.
Допускается нанесение цветных полос на этикетку при условии ее прочного скрепления с кругом.
Остальные требования к маркировке абразивного и эльборового инструмента - по стандартам и техническим условиям на конкретный вид инструмента.
342. Каждый круг должен быть испытан потребителем при испытательной скорости и осмотрен. После испытания на круге должна быть сделана отметка краской о допустимой рабочей скорости и наклеен специальный ярлык на нерабочей поверхности с указанием порядкового номера испытания круга, даты испытания, условного знака или подписи работника, ответственного за испытание. Запрещается эксплуатация кругов с трещинами на поверхности, с отслаиванием эльборосодержащего слоя, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
343. Шлифовальные круги диаметром 125 мм и более с рабочей скоростью свыше 50 м/с, а также круги диаметром 250 мм и более в сборе с планшайбой перед установкой на станок должны быть отбалансированы.
При обнаружении дисбаланса круга после первой правки или в процессе работы должна быть проведена его повторная балансировка.
344. Работать на инструменте, предназначенном для работ с применением смазочно-охлаждающей жидкости (СОЖ), без СОЖ запрещается. СОЖ не должны снижать механическую прочность круга и должны быть разрешены для применения Министерством здравоохранения Республики Казахстан.
Шлифовальные станки, работающие с использованием охлаждающей жидкости, должны быть оборудованы групповыми или индивидуальными установками для отсоса вредных аэрозолей из зоны обработки.
345. Шлифовальные и заточные станки, при работе на которых в воздухе рабочей зоны образуется пыль, должны быть оборудованы пылеотсасывающими устройствами.
346. Перед пользованием инструментом он должен проработать на холостом ходу с рабочей скоростью следующее время:
1) круги (кроме эльборовых) диаметром до 150 мм - не менее 1 мин;
2) свыше 150 мм до 300 мм - не менее 2 мин;
3) свыше 300 мм - не менее 3 мин;
4) эльборовые круги на органической и металлических связках - не менее 2 мин.
347. При ручной подаче рабочая скорость инструмента должна быть не более 30 м/с.
При ручных подачах на обдирочных станках или при работе ручными шлифовальными машинами рабочая скорость должна быть не более 80 м/с.
348. Рабочая скорость шлифовальных головок, наклеенных на металлические шпильки, на керамической и бакелитовой связках должна быть не более 25 м/с.
349. Шлифовальные головки, наклеенные на металлические шпильки, не должны иметь биения по периферии более 0,3 мм.
350. До начала работы шлифовальной машиной защитный кожух должен быть закреплен так, чтобы при вращении круга вручную он не соприкасался с кожухом.
351. Работать без защитных кожухов допускается на машинах со шлифовальными головками диаметром до 30 мм, наклеенными на металлические шпильки. Применение в этом случае защитных щитков и очков обязательно.
352. При установке абразивного инструмента на вал пневматической шлифовальной машины посадка должна быть свободной; между кругом и фланцами должны быть эластичные прокладки из картона толщиной 0,5 - 1 мм. После установки и закрепления круга не должно быть его радиального или осевого биения.
353. Шлифовальные круги, диски и головки на керамической и бакелитовой связках должны подбираться в зависимости от частоты вращения шпинделя и типа машины.
354. Устанавливать на ручных машинах круги, изготовленные на бакелитовой или вулканитовой связке и предназначенные для прорезки или отрезки металла, запрещается.
При выполнении работ по отрезке или прорезке металла ручными электрическими машинами, предназначенными для этих целей, должны применяться круги, соответствующие требованиям ГОСТ 23182-78 «Круги шлифовальные для ручных машин. Технические условия» и паспортным данным на ручные шлифовальные машины.
Выбор марки и диаметра круга для ручной шлифовальной машины производится из условия максимально возможной частоты вращения, соответствующей холостому ходу шлифовальной машины.
355. Работать боковыми (торцевыми) поверхностями круга, если он не предназначен для этого вида работ, запрещается.
356. Длинные детали (l/d≥8) должны шлифоваться на круглошлифовальных станках с применением люнетов.
357. При уменьшении диаметра круга вследствие срабатывания частота его вращения может быть увеличена, но без превышения рабочей скорости, допустимой для данного круга.
358. При работе на одном шпинделе шлифовального станка двумя кругами их диаметры должны отличаться не более чем на 10 %.
359. Предельно допустимые диаметры сработанных шлифовальных кругов исходным диаметром 6 мм и более должны соответствовать значениям, указанным ниже, мм:
Вид крепления круга (по ГОСТ 2270—78):
на шпильке диаметром и d d+2
на ванте с головкой диаметром d2 d2+2
на шпинделе (оправке) винтом с головкой диаметром d2 d2+10
на шпинделе (оправке) фланцами диаметром d1=d2 d1+10
на переходных фланцах диаметром d1=d2 d1(d2)+20
360. Затачиваемый предмет должен подводиться к кругу плавно, без ударов; нажимать на круг следует без усилий.
361. Не допускается тормозить вращающийся круг нажатием на него каким-либо предметом.
362. Правку кругов необходимо выполнять только правящими инструментами.
363. Приспособления, применяемые для установки инструмента, должны обеспечивать соосность инструмента со шпинделем станка, а также зажатие сегментов по длине не менее его высоты. Зазор между отверстием круга и посадочным местом должен быть в пределах допусков на диаметр посадочного отверстия по ГОСТ 2424-83 «Круги шлифовальные. Технические условия», ГОСТ 21963-2002 «Круги отрезные. Технические условия» и посадок по ГОСТ 2270-78 «Инструмент абразивный. Основные размеры элементов крепления».
Конструкция и материал приспособления для установки инструмента должны обеспечивать надежность крепления инструмента.
364. При закреплении круга применять насадки на гаечные ключи и ударный инструмент запрещается.
365. На станках с ручной подачей изделий использовать рычаг для увеличения усилия нажатия обрабатываемых деталей на шлифовальный круг запрещается.
366. Полировать и шлифовать мелкие детали следует с применением специальных приспособлений и оправок, исключающих возможность ранения рук.
Работать со средними и крупными деталями следует в хлопчатобумажных рукавицах.
367. При обработке шлифовальными кругами изделий, не закрепленных жестко на станке, необходимо использовать подручники. Подручники должны быть передвижными, их конструкция должна обеспечить установку и закрепление в требуемом положении. У станка с двумя подручниками перемещение их должно быть независимым. Перестановка подручников во время работы запрещается.
Подручники должны иметь площадку достаточного размера для обеспечения устойчивого положения обрабатываемого изделия. Их необходимо устанавливать так, чтобы верхняя точка соприкосновения изделия со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм.
Зазор между краем подручника и рабочей поверхностью шлифовального круга должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
На краях подручников со стороны шлифовального круга не должно быть выбоин, сколов и других дефектов.
368. Станки с электромагнитными плитами должны быть оборудованы блокирующими устройствами, останавливающими стол и шлифовальный круг при прекращении подачи электроэнергии на плиту.
369. При замене электродвигателя шлифовального станка или изменении передаточного отношения привода в паспорте станка должна быть сделана соответствующая запись.
370. Абразивный и эльборовый инструмент и элементы его крепления (болты, гайки, фланцы и т. д.) должны быть ограждены защитными кожухами, прочно закрепленными на станке.
Защитные кожухи для шлифовальных кругов, имеющих рабочую скорость до 100 м/с, должны изготовляться сварными из листовой углеродистой конструкционной стали марок БСт5, БСтб и ВСтб по ГОСТ 380-94 «Сталь углеродистая обыкновенного качества. Марки и общие технические требования», стали марок 20, 15 по ГОСТ 1050-74 «Сталь углеродистая качественная. Технические условия» или в виде отливок из стали марок 25 Л-II и 35 Л-II по ГОСТ 977-88 «Отливки из конструкционной нелегированной и легированной стали. Общие технические условия».
371. Форма и толщина стенок защитных кожухов для шлифовальных и отрезных кругов должна соответствовать требованиям ГОСТ 12.3.028 – 82 «Процессы обработки абразивным и эльборовым инструментом. Требования безопасности», для ограждения кругов при работе на ручных пневматических и электрических шлифовальных машинах - по ГОСТ 12634-80 «Машины ручные шлифовальные пневматические. Технические условия», а также по действующим техническим условиям.
372. Обод и боковые стенки защитного кожуха, изготовляемого из листовой стали, должны свариваться сплошным усиленным швом высотой не менее толщины боковой стенки. Сварной шов должен быть без наплывов и прожогов. Наружные трещины шва и околошовной зоны, несварные кратеры, подрезы и непровары корня шва не допускаются.
В местах вырезов в кожухе под устройства для правки или для других целей его стенки должны быть усилены на толщину стенки. При этом ширина усиления должна быть не менее удвоенной толщины стенки.
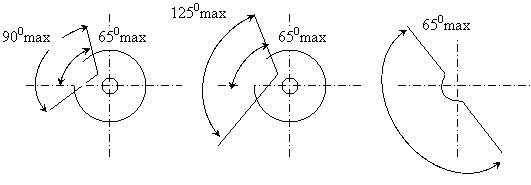
373. Расположение и наибольшие допустимые углы раскрытия защитных кожухов должны соответствовать указанным на рисунке 1.
а)
|
 б)
б)
|  в)
в)
|
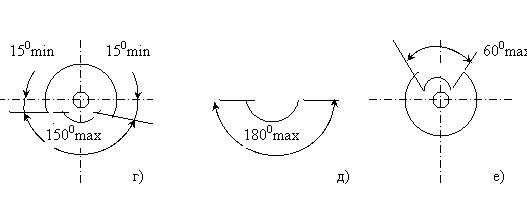
374. Для кожухов, не имеющих предохранительных козырьков, угол раскрытия над горизонтальной плоскостью, проходящей через ось шпинделя станка, должен быть не более 300. При угле раскрытия более 300 необходимо устанавливать передвижные металлические предохранительные козырьки, позволяющие уменьшить зазор между козырьком и кругом при его износе.
Конструкция козырьков должна обеспечить их перемещение и закрепление в различных положениях. Ширина передвижного предохранительного козырька должна быть больше расстояния между двумя торцевыми стенками защитного кожуха. Толщина козырька должна быть не меньше толщины цилиндрической части защитного кожуха. Перемещать козырьки можно только после остановки круга.
375. Зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком должен быть не более 6 мм.
376. Зазор между боковой стенкой защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен быть в пределах 5 - 10 мм. При работе съемная крышка защитного кожуха должна быть надежно закреплена.
377. Круги типов ПР, ПН, К, ЧЦ, ЧК по ГОСТ 2424-83 и сегментные круги для шлифования торцом должны быть ограждены защитными кожухами. Выступающая из кожуха часть инструмента должна быть меньше 50 % его высоты, но не более: для кругов ПР, ПН, К, ЧЦ и ЧК - 25 мм, для сегментных кругов - 40 мм.
На зубошлифовальных и других станках, где по характеру работы круг должен выступать более 25 мм, следует предусмотреть дополнительное ограждение рабочей зоны.
378. Шлифовальные и заточные станки с горизонтальной осью вращения круга, при работе на которых шлифуемые изделия удерживаются руками, должны быть оборудованы защитным экраном со смотровыми окнами из безосколочного материала толщиной не менее 3 мм. Откидывание экрана должно быть сблокировано с пуском шпинделя станка. При невозможности использования стационарного защитного экрана должны применяться наголовные щитки с бесцветным ударостойким корпусом или защитные очки с упрочненными стеклами.
Экран по отношению к кругу должен располагаться симметрично, а ширина экрана должна быть больше высоты круга не менее чем на 150 мм. Возможность регулирования угла наклона защитного экрана в пределах 200 должна быть обеспечена без нарушения блокировки.
379. На станках и устройствах, предназначенных для обточки шлифовальных кругов, должны быть установлены защитные приспособления, предохраняющие рабочего от разлетающихся частиц шлифовального круга и правящего инструмента.
380. Шлифовальные станки с рабочей скоростью круга 60 м/с и более должны иметь дополнительные защитные устройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при его отводе.
381. Механическая прочность кругов должна проверяться на специальных стендах, установленных в помещениях, изолированных от основного производства.
Испытательные стенды следует жестко крепить на фундаменте.
382. Испытываемый инструмент, установленный на шпинделе стенда, должен быть заключен в камеру, обеспечивающую защиту работающего от осколков круга при его возможном разрыве.
383. Испытательный стенд должен быть снабжен указателем частоты вращения шпинделя и иметь блокировку, исключающую включение привода при открытой испытательной камере и открывание камеры без снятия испытательной нагрузки.
Погрешность частоты вращения шпинделя при установке испытательной скорости не должна выходить за пределы +5%.
384. Процессы установки и снятия кругов массой более 15 кг должны быть механизированы.
385. Радиальное биение шпинделя испытательного стенда не должно превышать 0,03 мм. Направление резьбы для крепления круга должно быть обратным направлению вращения шпинделя.
386. Технический осмотр испытательных стендов должен проводиться не реже 1 раза в 2 месяца с обязательной регистрацией результатов осмотра в «Журнале технического осмотра испытательного стенда» (Приложение 2). Проведение испытаний на неисправном стенде не допускается.
387. В помещении для испытаний должна быть вывешена инструкция по проведению испытаний.
388. При испытаниях запрещается открывать испытательную камеру стенда до полной остановки шпинделя.
389. Перед испытанием шлифовальные круги должны быть осмотрены. На них не должно быть отслоившегося эльборосодержащего слоя и трещин. Отсутствие трещин в кругах на керамической связке должно быть проверено простукиванием их в подвешенном состоянии деревянным молоточком массой 150 - 200 г. Круг без трещин должен издавать чистый звук.
390. Механическая прочность шлифовальных кругов должна контролироваться в соответствии с требованиями таблицы 1.
Механическая прочность эльборовых кругов на органической и металлической связках должна контролироваться при скорости 1,5 vp.
Примечание. Круги типов ПН, ПР, ПНР, ПНВ, К и шарошлифовальные на механическую прочность не испытываются.
Таблица 1
| Инструмент | Наружный диаметр, мм | Скорость, м/с | |
| рабочая vр | испытательная vи. | ||
| Шлифовальные круги | >150 | До 40 | 1,5 vи |
| на керамической и органической связках, | >30 | 41—50 | 1,4 vи |
| в том числе | 51—60 | 1,4 vи | |
| эльборовые на керамиче- | 61—80 | 1,3 vи | |
| ской связке | 81—90 | 1,2 vи | |
| 91—100 | 1,2 vи | ||
| 101—120 | 1,1 vи | ||
| Отрезные круги | >250 | До 80 | 1,3 vи |
| 81—100 | 1,2 vи | ||
| 101—120 | 1,1 vи | ||
| Гибкие полировальные круги на вулканитовой связке | »200 | До 25 | 1,3 vи |
391. Время вращения шлифовальных кругов при испытании на механическую прочность должно быть:
1) для шлифовальных кругов диаметром до 1000 мм - 1,5 мин;
2) свыше 1000 мм - 3 мин;
3) для эльборовых кругов диаметром до 150 мм на керамической связке - 1,5 мин;
4) на органической и металлической - 3 мин;
5) для эльборовых кругов диаметром свыше 150 мм на керамической связке - 3 мин;
6) на органической и металлической - 5 мин.
392. Шлифовальные круги (кроме эльборовых), подвергшиеся химической обработке или механической переделке, а также круги, срок хранения которых истек, должны быть повторно испытаны на механическую прочность.
393. В паспорт круга предприятием-потребителем должна быть внесена дата проведения испытания инструмента на механическую прочность за подписью лица, ответственного за проведение испытаний, а на нерабочей части круга должна быть сделана отметка краской или наклеен ярлык с указанием номера и даты испытания.
394. Размеры кругов, одновременно испытываемых на двух концах вала испытательного стенда, должны быть одинаковыми.
395. Ширина кольцевой прижимной поверхности и высота испытательных фланцев, а также все размеры рабочих фланцев должны соответствовать требованиям ГОСТ 2270–78 «Инструмент абразивный. Основные размеры элементов крепления». Наружный диаметр и ширина кольцевой прижимной поверхности у фланцев, между которыми при испытании находится круг, должны быть одинаковыми. Между фланцами и кругом должны ставиться про кладки из картона, соответствующие требованиям ГОСТ 9347-74 «Картон прокладочный и уплотнительные прокладки из него. Технические условия», или из другого эластичного материала толщиной 0,5 - 1 мм.
Прокладки должны перекрывать всю прижимную поверхность фланцев и равномерно выступать наружу по всей окружности не менее чем на 1 мм. При установке на испытательный стенд шлифовальные круги должны центрироваться.
396. Для испытания кругов с отверстием диаметром, превышающим диаметр шпинделя испытательного стенда, допускается применять промежуточные втулки наружным диаметром, равным диаметру отверстия круга. Высота посадочной поверхности промежуточной втулки должна быть не менее половины высоты испытываемого круга.
397. Допускается одновременно испытывать несколько кругов одинаковых размеров, отделенных один от другого промежуточными фланцами такого же диаметра и с такой же кольцевой прижимной поверхностью, как и у основных фланцев, а также прокладками. При разрыве одного или нескольких испытываемых кругов они подлежат замене, а уцелевшие круги испытывают повторно.
398. На кругах, подвергшихся механической или химической обработке, после испытания должна быть указана допустимая рабочая скорость.
399. Результаты испытания кругов должны записываться в «Журнал испытания абразивного и эльборового инструмента» (Приложение 3), прошнурованный и скрепленный сургучной печатью. Страницы журнала должны быть пронумерованы.
400. Транспортировать абразивные инструменты, шлифовальные материалы и абразивные пасты следует согласно ГОСТ 27595-88 «Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение» в зависимости от их вида, типа и марок в коробках, пакетах, мешках, бочках, ящиках, контейнерах, ящичных поддонах. При транспортировании и погрузочно-разгрузочных работах абразивные инструменты не должны подвергаться резким толчкам, ударам, и воздействию влаги. Не должны подвергаться воздействию влаги также и шлифовальные материалы. Перекатка шлифовальных кругов вручную на складах допускается только по полу, покрытому материалами, предотвращающими круги от повреждений.
При транспортировании абразивного инструмента и паст, шлифовальных материалов их следует защищать от воздействия атмосферных осадков, используя для этой цели контейнеры и крытые транспортные средства.
401. Срок хранения кругов на бакелитовой и вулканитовой связках не более 6 мес. При хранении кругов сверх указанного срока их допускается применять только после испытания на механическую прочность или проверки твердости.
402. Во время хранения испытанного на механическую прочность инструмента должны быть обеспечены условия, исключающие его повреждение.
403. При перевозке кругов в пределах предприятия должно быть исключено их повреждение. Под круги должна быть подложена буферная подушка из упругого материала (резина, пенопласт, войлок и др.). Тележки, предназначенные специально для перевозки кругов, должны быть на рессорах и колесах с резиновыми ободами. Дно и борта тележек должны быть обшиты упругим материалом. При перевозке кругов высота стопок не должна превышать 500 мм. Между кругами диаметром 500 мм и более должны быть проложены амортизирующие прокладки диаметром не менее 1/2 диаметра перевозимых кругов и толщиной не менее 0,5 мм.
Перевозка инструмента вместе с металлическими деталями и изделиями запрещается.
404. Способы хранения кругов должны соответствовать указанным в таблице 2
Таблица 2
| Тип круга | Наружный диаметр круга, мм | Способ хранения | ||||
| В ящике или коробке | На ребре | Стопкой высотой не более, мм | ||||
| ПП, ПВ | до 100 | Х | --- | --- | Х | --- |
| ПВД, К | свыше 100 | --- | Х | --- | --- | Х |
| 2П, 3П | все диаметры | --- | Х | --- | Х | --- |
| ПН | все диаметры | --- | --- | --- | Х | --- |
| ЧК, ЧЦ, ПВДС | до 200 | --- | --- | --- | Х | --- |
| ЧК, ЧЦ, ПВДС | свыше 200 | --- | --- | --- | --- | Х |
| Т, 1Т | все диаметры | --- | --- | Х | --- | --- |
| ПП, ПВ, Д для ручных машин | до 100 | Х | --- | Х | --- | --- |
| от 100 | --- | Х | --- | Х | --- | |
| ПП, ПВ, Д для ручных машин | все диаметры | --- | --- | Х | --- | --- |
| отрезные круги | до 150 | --- | --- | Х | --- | --- |
| от 150 до 300 | --- | --- | --- | Х | --- | |
| от 300 | --- | --- | --- | --- | Х |
ПП – прямого профиля; ПВ – с выточкой; ПВД – с двухсторонней выточкой; К – кольцевые; 2П – с двухсторонним коническим профилем; ПН – с запрессованными крепежными элементами; ЧК – чашечные конические; ЧЦ – чашечные цилиндрические; ПВДС – с двухсторонней выточкой и ступицей; Т и 1Т – тарельчатые; 5П – с опущенным центром
|
из
5.00
|
Обсуждение в статье: Инструмент абразивный и эльборовый |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы