 |
Главная |


Вопрос 2 Опережающая стандартизация
|
из
5.00
|
Опережающая стандартизация (ОС) — это стандартизация, заключающаяся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее планируемое время.
Обязательным признаком ОС является наличие времени упреждения производства комплектующих изделий и вспомогательной продукции повышенного качества по отношению к времени производства конечного изделия.
Объектами ОС являются важнейшие продукция и процессы, параметры которых (нормы, правила и требования к этой продукции и процессам) и возможности их обеспечения изменяются в течение срока действия стандартов.
В зависимости от реальных условий в стандартах устанавливаются показатели (нормы, характеристики рабочего процесса и т. д.) в виде ступеней качества, имеющие дифференцированные сроки введения.
Главным условием при разработке опережающих, в частности так называемых ступенчатых стандартов, является установление в них таких параметров и значений показателей качества, которые были бы оптимальными в планируемом интервале времени. Оптимальными показателями являются такие нормы и требования, при которых заданная цель достигается с минимальными затратами, т. е. достигается максимальный технико-экономический эффект с учетом проектирования, производства и эксплуатации изделий.
Методы прогнозирования рассмотрены в ГОСТ 18.301—76 «Количественные методы оптимизации параметров объектов стандартизации. Методы обеспечения опережающей стандартизации. Основные положения».
Опережение может относиться как к изделию в целом, так и к наиболее важным параметрам и показателям его качества, методам и средствам производства, испытания и контроля и т. д. Опережающие стандарты могут базироваться на уже освоенных в других отраслях или в других странах образцах.
Когда необходимо значительно улучшить конструкцию серийно выпускаемого изделия, опережающую стандартизацию можно проводить параллельно с проектно-конструкторскими работами. Стандартизация не может «опережать» научные и технические открытия, которые являются результатом научно-исследовательских работ, но она должна базироваться на них, ускоряя процесс их широкого внедрения в промышленность. При разработке опережающих параметрических стандартов и стандартов типоразмеров изделий опережающую стандартизацию можно проводить до научно-исследовательских и опытно-конструкторских работ. В тех случаях, когда значения опережающих параметров и показателей качества модифицируемых (улучшаемых) изделий очевидны, а возможность их достижения проверена, работы по опережающей стандартизации можно проводить параллельно с конструкторскими работами, но до стадии технической подготовки производства этих изделий. Только при создании сложных машин, для производства которых требуется новое оборудование, ОС может производится параллельно с технической подготовкой производства. Нужно всегда учитывать, что чем большее количество взаимосвязанных факторов, определяющих уровень опережающих параметров и показателей качества нового конечного изделия, будет охвачено опережающей стандартизацией, тем в меньшие сроки и с лучшими результатами будет организовано производство новых изделий.
В качестве показателя своевременности разработки стандарта на продукцию с повышенным качеством обычно принимают период упреждения  момента утверждения
момента утверждения  стандарта относительно момента начала производства
стандарта относительно момента начала производства  этой продукции, т. е.
этой продукции, т. е.
 .
.
Увеличение периода упреждения дает возможность полнее учесть требования нового стандарта, особенно в части необходимых материалов, покупных и кооперируемых изделий, а также в отношении технической подготовки производства. Это способствует росту дополнительного эффекта Э( ) опережающей стандартизации (рисунок 10.2).
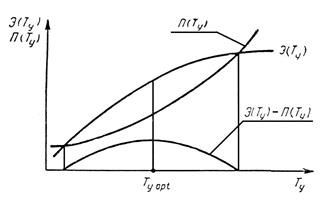
Рисунок 10.2. Оптимальный период упреждения момента утверждения опережающего стандарта относительно начала производства продукции по этому стандарту.
Однако с увеличением увеличиваются потери П( ), связанные с погрешностью оптимизации требований к стандарту из-за изменения этих требований с течением времени. Оптимальное значение  будет при максимальной разности Э( ) - П( ).
будет при максимальной разности Э( ) - П( ).
Опережающие стандарты могут быть государственными, региональными, отраслевыми или стандартами предприятия.
Внедрение стандартов с повышенными техническими требованиями к изделиям, к их деталям и агрегатам требует оснащения производства новым более точным автоматическим оборудованием и средствами контроля качества.
При разработке опережающих стандартов наибольшая трудность заключается в установлении количественных связей и степени влияния качественных показателей материала, заготовок, покупных и кооперируемых изделий, технологических и других факторов (являющихся объектами опережающей стандартизации) на показатели качества конечного изделия) Наиболее эффективен здесь метод функциональной взаимозаменяемости,- который будет рассмотрен ниже.
Эту задачу целесообразно решать в два этапа на основе принципа «от общего к частному»:
1) установление количественной связи, степени влияния и увязка показателей качества отдельных агрегатов, узлов, деталей, материала, покупных и кооперируемых изделий, входящих в конечное изделие, с требуемыми показателями качества конечного изделия в целом;
2) установление связей и увязка тех же параметров с требованиями к точности средств производства и контроля. При этом методы достижения требуемого качества покупных и кооперируемых изделий и материала устанавливает завод, который производит их.
При решении первого этапа задачи строят иерархическую схему готового изделия (рисунок 10.3).
По ней сначала увязывают показатели качества элементов первого уровня с заданными показателями качества конечного изделия, затем по таким же параметрам элементы второго уровня увязывают с установленными показателями качества первого уровня и т. д. Аналогично ведут решение и на втором этапе, но его иерархическая схема содержит, естественно, свои элементы.
Для определения оптимальных количественных требований к показателям качества стандартизуемых изделий применяют математическое моделирование и ЭВМ. Это позволяет более точно устанавливать вид связи и влияние большого количества факторов на нормируемые параметры качества конечного изделия, т. е. находить оптимальное решение.

Рисунок 10.3 – Иерархическая схема установления требований к объектам опережающей стандартизации.
Итак, конечной целью комплексной и опережающей стандартизации является обеспечение и поддержание оптимального уровня качества машин, приборов и других изделий во времени путем одновременного проведения работ по установлению и стандартизации взаимоувязанных ступенчатых требований к качеству материала, деталей, узлов, покупных и кооперируемых изделий, элементов процессов проектирования, производства и эксплуатации изделия, исходя из требований к его качеству. Дальнейшее развитие теоретических и методологических основ опережающей и комплексной стандартизации будет способствовать более широкому внедрению их в практику стандартизации.
|
из
5.00
|
Обсуждение в статье: Вопрос 2 Опережающая стандартизация |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы