 |
Главная |


Пайка в приборостроении
|
из
5.00
|
Это процесс соединения 2 или нескольких деталей с помощью расплавленного припоя (присадочного материала), tºпл которого ниже tºпл материала соединяемых деталей. По сравнению со сваркой пайка позволяет:
· Широкая номенклатуру соединяемых металлов;
· Исключиние деформирование деталей;
· Сохранение внутренней структуры металла;
· Выполнять внутренний электрический монтаж высокой плотности без повреждения элементов за счет перегрева;
· Производить демонтаж без разрушения собираемых деталей;
· Процесс поддается автоматизации.
Недостатки:
· Ограниченная механическая прочность соединения;
· Значительная стоимость припоя;
· Необходимость специальных мероприятий по ТБ (испарение флюсов, припоя и др.).
В зависимости от tº в месте контакта соединяемых материалов пайка подразделяется на низкотемпературную <450ºС и высокотемпературную. В качестве припоя используют цветные материалы и их сплавы.
Оловянно – свинцовые припои находят основное применение при монтажной пайке. Припои выпускаются в виде слитков, стержней, прутков, а также монолитной или трубчатой проволоки с сердцевиной из канифольного флюса.
Флюсы в зависимости от температурного интервала, также как и припои, делятся на 2 группы: флюсы для пайки мягкими (t<300ºС) и твердыми припоями. По химическому составу низкотемпературные – канифольные, кислотные, галогенидные, анилиновые, стеариновые, фтороборатные и др.; высокотемпературные – галогенидные, боридные и др. активные (восстанавливающие окислы), пассивные (защита от окисла).
При пайке монтажных соединений кислотные флюсы не применяют из-за последующего коррозионного воздействия.
Процесс пайки заключается в следующем: в зазор между нагретыми соединяемыми деталями вводят жидкий расплавленный припой, который при охлаждении затвердевает и соединяет спаиваемые детали. Соприкасающиеся поверхности перед спаиванием очищают от грязи, жира окисной пленки. Чтобы удалить окисную пленку, образующуюся на деталях при паянии, и создать необходимые условия для смачивания спаиваемых поверхностей припоем, применяют спец. химические вещества – флюсы. Пайку применяют для соединения металлических деталей, реже керамических, из стекла, а также металла со стеклянными деталями.
ТП пайки включает в себя следующие основные этапы:
Подготовка поверхностей деталей. Она заключается в механическом удалении загрязнений, коррозии, оксидных и жировых пленок, иногда дополнительным обезжириванием (бензином, спиртом, и др. растворителями).
Подготовленные поверхности покрывают флюсом непосредственно перед лужением и пайкой.
Лужение заключается в прогреве мест соединения и их покрытие тонкой пленкой припоя.
Собственно пайка заключается в прогреве мест соединения после нанесения припоя и сохранение их в сжатом состоянии до полного затвердевания припоя.
Очистка и защита шва. Для удаления остатков флюса после пайки поверхность шва промывают спиртом, бензином. Для защиты шва от коррозии рекомендуется покрыть нитролаком АК-20 различного цвета, лаком на эпоксидной основе.
Контроль осуществляется внешним осмотром. Шов должен быть ровным и гладким, без пропусков, трещин и раковин. Шов должен быть защищен от коррозии.
Способы пайки:
Паяльником, газоплавленная, электродуговая, электросопротивлением, индукционная, плазменной горелкой, электронным лучом, лазером, инфракрасными лучами, в печи, погружением в расплавленную соль, нагрев расплавленного припоя, волной припоя, в нагретых штампах.
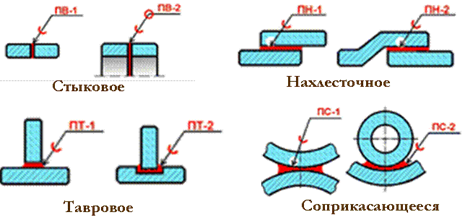
Соединение пайкой
Нахлесточное паяльное соединение - соединение, в котором паяемые элементы соединены частично перекрывающимися взаимно параллельными поверхностями.
Стыковое – в котором паяемые эл-ты, расположенные в одной плоскости или на одной поверхности, соединены торцевыми поверхностями.
Косостыковое – стыковое паяльное соед., в котором углы между торцевыми и боковыми поверхностями элементов отличны от прямого.
Тавровое – в котором боковая пов-ть одного паянного элемента соединена с торцом другого или с его внутренней поверхностью, образованной в пересечении с первым.
Соприкасающееся – в котором паяемые элементы соединены по линии или в точке.
Комбинированное – представляет собой различные комбинации.
Согласованное – образованное при пайке материалов с одинаковым или близким относительным изменением их линейных размеров при охлаждении.
Несогласованное – образованное при пайке материалов с резко отличающимся относительным изменением их линейных размеров при охлаждении.
 |
Клеевые соединения
Склеивание давно известный способ получения неразъемных соединений, в основе которого положено явление адгезии, то есть способность некоторых веществ прилипать к поверхности других материалов. Широкое промышленное применение склеивание получило после того, как были найдены составы клеев, позволяющие соединять детали из одинаковых и разнородных материалов с достаточно высокой прочностью (специальные и универсальный).
Достоинства склеивания:
-возможность соединения разнородных материалов, чего нельзя сделать ни сваркой ни пайкой;
-достаточно высокую прочность соединений, особенно работающих со статическим нагревом;
-защита шва от воздействия внешней среды. Затвердевшая пленка клея защищает шов от внешней среды и, обладая диэлектрическими свойствами, препятствует возникновению контактной коррозии при различных металлах соединяемых деталей;
-герметичность соединения;
-не увеличивается масса;
-снижается трудоемкость выполнения соединения.
Недостатки:
-Ограниченная прочность соединения, работающего при динамических нагрузках;
-нестабильность механических и диэлектрических свойств клея во времени;
-большинство клеев плохо работают при повышенных температурах;
-многие клеи токсичны;
-некоторые клеи нельзя хранить, что не всегда удобно.
Классификация клеев основана на их применении.
Термореактивные – для склеивания жестких материалов. Прочны, термостойки (БФ-2, 4, 6; ВК-32, 200 и др; эпоксидные ВК-9, Д-9, ЭЗК-4, полиуретановые смолы ПУ-2, ВК-11; кремний органические смолы)
Термопластичные отличаются обратимостью свойств, прочностью, но термостойкость ограничена, стойки к воздействию окружающей среды, бензина, маслам (АК-20, полистироловый, акриловый и др.).
Клеи на основе каучуковых смесей повышенной эластичности. Применяются для склеивания эластичных материалов, и жестких материалов с различными коэффициентами линейного расширения (88НП, ЛН).
Токопроводящий клей обладает электропроводностью, используется для получения электрических соединений и контактов в труднодоступных местах, для восстановления контактов в печатных платах, для соединений в МПП и микросхемах. (Контактоны К-8, К12а, К13б, К-16 и др. Наполнитель–серебро). Металлические клеи на основе галлия, где наполнитель – медь, никель, серебро, золото.
Оптические клеи для склеивания силикатного и органического стекла в различных сочетаниях (ОК – 72Ф, ВК-14).
Герметики – герметизирующие материалы, обладающие высокой адгезией, непроницаемостью, механической прочностью, теплостойкостью, морозоустойчивостью, стойкостью к агрессивным воздействиям. Используются для герметизации корпусов, резьбовых соединений, ШР-ов (самовулканизирующиеся Ут-32, У-1-18, К-18 и другие, эпоксидно-тиоловые Д-127, Д-129, Д-130).
Наиболее распространенные виды клеевых соединений (рис. 1)


Внахлест, по косому стыку, тавровое
 |
|
из
5.00
|
Обсуждение в статье: Пайка в приборостроении |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы