 |
Главная |


Разработка технологического процесса сборки
|
из
5.00
|
Исходными данными для разработки технологического процесса сборки являются сборочные чертежи изделия, технические условия на его приемку, программа выпуска изделий. Результатом технологических разработок должно быть описание процесса сборки изделия, выявление необходимых средств производства, методов организации труда, трудоемкости. Разработка технологического процесса сборки включает в себя:
1) технологический контроль конструкторской документации, который устанавливает практическую возможность осуществления сборки данного изделия, достижение заданных требований по точности и их достоверной проверке, разработка структурной технологической схемы изделия;
2) выбор метода обеспечения точности сборки;
3) разработку технологической схемы сборки изделия;
4) выбор организационной формы сборки;
5) разработку маршрутной технологии;
6) нормирование времени выполнения сборочных операций;
7) разработку операционной технологии сборки, выявление необходимого сборочного оборудования и оснастки;
8) разработку технологической документации;
9) технико-экономическую и точностную оценку выбранного варианта технологического процесса.
Рассмотрим последовательно этапы работы технолога. Сборочный чертеж изделия должен содержать необходимые проекции и разрезы, спецификацию элементов изделия, размеры, выдерживаемые при сборке, посадки в сопряжениях, данные о массе изделия и его составных частей. В технических условиях указывают точность сборки, качество сопряжений, их герметичность, жесткость стыков, точность балансировки вращающихся частей, методы окончательного и промежуточного контроля изделий.
Технологичность – свойство изделия, отражающее его приспособленность к изготовлению в условиях данного производства. В конструкции нужно стремиться к минимальному количеству деталей. Этого можно добиться путем выбора рациональной, наиболее простой схемы изделия и его сборочных единиц (СЕ). Для повышения технологичности изделия необходимо обеспечивать возможность независимой, параллельной сборки и проверки отдельных СЕ. Это достигается делением конструкции изделия на максимально возможное число СЕ. Деление изделия возможно по присоединительным поверхностям (стыкам). При этом плоскости разъема должны быть перпендикулярны главным осям изделия; места разъемов должны иметь свободный доступ для инструмента, присоединительные поверхности должны иметь простую форму и исключать их обработку при сборке. Необходимо стремиться к максимальному использованию стандартных и унифицированных элементов и сокращению их размерных групп (номенклатуры).
При сборке происходит сочленение отдельных деталей, желательно, чтобы оно производилось простыми движениями исполнителя, желательно поступательным движением сверху вниз. На сопрягаемых поверхностях должны быть фаски, облегчающие совмещение поверхностей.
В процессе сборки происходит соединение деталей и сборочных единиц, обеспечивающее заданное взаимное расположение их поверхностей. Погрешности размеров деталей влияют на величину и допуск замыкающего звена сборочной размерной цепи.
Конструктор изделия при разработке сборочных чертежей должен решить вопрос о методе обеспечения заданной точности замыкающих звеньев размерных цепей изделия. Предпочтительно применение метода полной взаимозаменяемости, при котором сборка изделия производится простым сочленением деталей без пригоночных работ. При этом допуск на замыкающее звено dм не должен превышать сумму допусков dj , на все остальные звенья данной цепи:

Преимущества метода полной взаимозаменяемости: простота сборки, низкие требования к квалификации исполнителя, простота ремонта и технического обслуживания изделия при эксплуатации.
При многозвенных цепях и малом допуске на замыкающее звено данный метод может оказаться неосуществимым, потому что потребуется слишком высокая точность изготовления отдельных деталей. Если все детали входящие в размерную цепь изготовлены с одинаковой точностью, то допуск на их изготовление di = dm / m.
В этом случае следует попытаться выполнить сборку методом частичной взаимозаменяемости, разрешающим некоторый риск получения брака из-за превышения допуска на замыкающее звено, то есть
 ,
,
где K - коэффициент риска, характеризующий вероятность P выхода значений dм за установленные пределы (при К = 3 Р = 0,27 %; при К = 2 Р = 4,5 %; при К = 1 Р = 32 %); l - коэффициент, характеризующий закон распределения размеров j -го составляющего звена; если закон распределения близок к нормальному, l = 1/9, для закона Симпсона l = 1/6, при законе равной вероятности l = 1/3; dj - допуск на j-e составляющее звено.
При большом количестве звеньев (m > 6) даже при малом риске брака (0,27 %) допуски на составляющие звенья цепи могут быть увеличены в 1,5 - 2 раза.
Если методы полной и частичной взаимозаменяемости неприменимы, то необходимо решить вопрос об использовании метода пригонки или метода регулировки. В первом случае в сборочном чертеже изделия должно быть оговорено, по каким поверхностям производится пригонка и какой припуск на нее оставлен. Во втором случае в конструкции предусматривается жесткий или регулируемый компенсатор.
При сборке высокоточных малозвенных изделий, например пневматических и гидравлических устройств, подшипников качения и др. применяют метод групповой взаимозаменяемости (селективная сборка). В этом случае детали изготавливаются с расширенным технологическим допуском dт. Изготовленные детали разделяют на r групп. Допуск на сборочный размер внутри каждой группы равен di = dт / r. Сборка деталей в пределах каждой группы производят по методу полной взаимозаменяемости. В производстве обычно число групп сортировки r = 5 – 10, для подшипников качения, изготавливаемых массово, число групп сортировки достигает двадцати. Недостатком метода служат организационные трудности и неремонтоспособность собранных изделий.
Построение технологического процесса общей и узловой сборки может быть наглядно представлено при помощи технологических схем. На этих схемах каждый элемент изделия обозначается прямоугольником, разделенным на три части (рис.10). В верхней части прямоугольника указывается наименование элемента, в левой нижней части - его обозначение, а в правой нижней - количество элементов, входящих в данное соединение. Обозначение элементов производится в соответствии с выносками на чертеже. Перед обозначением технологического узла ставят буквы Сб (сборка) и номер базовой детали.
Процесс комплектования объекта сборки изображается горизонтальной прямой линией, соединяющей базовый элемент, с которого начинается оборка, и собранное изделие. Сверху условно изображаются в порядке последовательности сборки все непосредственно входящие в изделие детали, а снизу - все непосредственно входящие в изделие узлы (рис.10).
На каждый узел составляется аналогичная технологическая схема узловой сборки (рис.11). Технологические схемы сборки снабжаются надписями - сносками, определяющими характер сборочных соединений и контроля (запрессовка, пайка, регулировка, проверка герметичности, балансировка).
Анализ технологических схем сборки позволяет разделить процесс сборки на технологические и вспомогательные операции. Содержание операций устанавливается так, чтобы на каждом рабочем месте выполнялась однородная по своему характеру, технологически законченная работа, что способствует лучшей специализации сборщиков и повышению производительности труда.
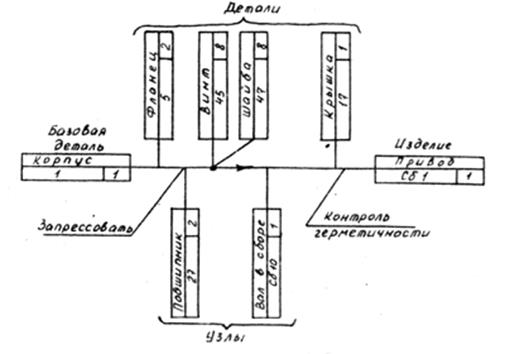
Рис.10. Технологическая схема общей сборки.
Операции технологического процесса желательно проектировать по длительности равными или кратными друг другу. Это позволяет легко организовать поточное производство. Темп поточной линии t выбирается равным
 ,
,
где Ф - фонд рабочего времени за смену, мин; N - сменная программа выпуска годных изделий, шт.
Коэффициент загрузки i - ого рабочего места определяется по формуле
 (I)
(I)
где tштi - длительность i-й операции, мин.

Рис.11. Технологическая схема узловой сборки.
Для определения штучного времени tшт используется метод расчета по укрупненным нормативам. Если условие (I) не соблюдается, то необходимо пересмотреть содержание операций.
При мелкосерийном производстве для сборки изделий используют прерывисто-поточные (прямоточные) линии, не имеющие строгой синхронизации технологических операций. Ритмичность работы линий заключается в том, что через определенные промежутки времени на каждой операции обрабатывается строго определенное число изделий (сборочных единиц) при различной загрузке рабочих мест.
Время сборки партии из n изделий на операции, имеющей максимальную трудоемкость tштmax , составляет
 (2)
(2)
где B - число сборщиков, выполняющих операцию.
|
из
5.00
|
Обсуждение в статье: Разработка технологического процесса сборки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы