 |
Главная |


Технология и процесс обработки деталей на токарном станке
|
из
5.00
|
Токарной обработкой технологического процесса называется определенная последовательность действий токаря и станка, направленных на превращение заготовки в готовую деталь.
В большинстве случаев полное изготовление деталей совершается на различных металлорежущих станках (токарных, фрезерных, шлифовальных и др.), а ряд из них проходит также термическую обработку. Поэтому в пределах цеха или участка технологический процесс может включать различные виды работ, последовательно выполняемых над заготовкой до превращения ее в готовую деталь.
Технологический процесс является основной организации и планирования участка, цеха и завода в целом. Он должен обеспечить необходимое качество обработки в соответствии с требованиями рабочего чертежа, а также высокую производительность труда при наименьших материальных затрат. Отсюда вытекает важное требование к технологическому процессу: в нем должны быть предусмотрены наиболее передовые, высокопроизводительные способы обработки, соответствующие современному уровню развития техники производства.
Технологический процесс делят на части, или элементы: операции, установки, переходы и проходы, отличающиеся между собой объемом выполняемых работ.
Операцией называется часть технологического процесса , непрерывно выполняемая на одном станке по обработке одной или одновременно нескольких деталей. Новая операция начинается, когда рабочий, закончив одну и ту же часть обработки у всей партии деталей, переходит к их дальнейшей обработке.
Количество операций в технологическом процессе зависит от сложности детали и величины изготавливаемой партии. Так, например, если токарь обрабатывает только одну деталь на одном станке, то все действия над ней будут составлять одну операцию. Если же эта деталь обрабатывается последовательно на нескольких станках, то технологический процесс будет состоять из соответствующего им количества операций.
При изготовлении деталей партиями нерационально производить непрерывную полную обработку каждой отдельной детали, а затем переходить к обработке следующей. В этом случае более выгодно сначала обработать только одну часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке другой части поверхностей и т.д. В данном примере технологический процесс будет состоять из нескольких операций, каждая из которых выполняется за отдельную установку на станке.
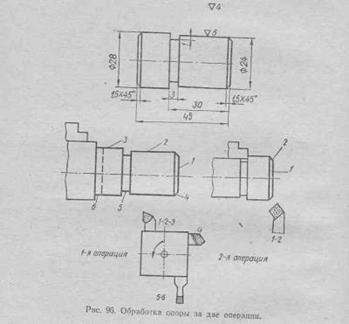
На рис. 1 показан пример токарной обработки небольшой партии деталей – опор. Заготовка – круглый стальной прокат диаметром 32 мм.
В 1-й операции длинная заготовка пропускается в отверстие шпинделя и закрепляется в патроне с вылетом из кулачков на одну деталь. Обработка выполняется в порядке простановки цифр: подрезка торца, обточка участков ступенчатой поверхности до диаметров 24 28 мм, проточка фаски, выточка канавки и отрезка с припуском по длине. Резцы установлены в резцедержателе соответственно последовательности обработки.
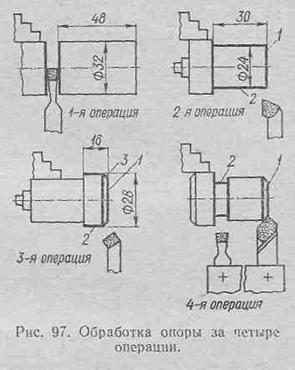
Во 2-й операции заготовка закрепляется в патроне и опирается уступом в кулачки. Производится подрезка второго торца и проточка фаски. Последовательность изготовления более крупной партии этих же деталей за четыре операции показана на рис.2
В 1-й операции от прутка отрезается заготовка на одну деталь.
Во 2-й операции заготовку закрепляют в патроне и опирают торцом в шпиндельный упор. Проходным упорным резцом подрезают торец и обтачивают поверхность диаметром 24 мм на длину 30 мм.
В 3-й операции подрезают второй торец, обтачивают поверхность диаметром 28 мм и протачивают фаску.
В 4-й операции канавочным и проходным прямым резцам закрепленными в противоположных пазах резцедержателя, протачивают фаску и вытачивают канавку.
Установкой в общепринятом понятии считают действия, связанные с приданием заготовке определенного положения на станке. Однако с технологической точки зрения установкой называется часть операции, выполняемая за одно ее закрепление в приспособлении. За одну установку могут обрабатываться несколько поверхностей детали различными режущими инструментами с разными режимами резания.
Поэтому установку делят на более мелкие части – переходы.
Переходом называется часть установки по обработке одной поверхности одним режущим инструментом при определенном режиме резания. При многоинтсрументальной работе в понятие одного перехода включается обработка нескольких поверхностей несколькими инструментами за одно движения суппорта.
Если хотя бы один из элементов перехода изменяется , то изменяется и сам переход.
Пример токарной операции, состоящей из шести переходов, показано на рис.2. движений инструмента в зависимости от величины припуска и жесткости заготовки. Поэтому часть перехода, выполняемую за одно движение инструмента в направлении подачи, принято называть проходом. Он, так же как и переход, характеризуется неизменностью обрабатываемой поверхности, инструмента и режима резания.
Технологическим процессом называется та часть производственного процесса, которая непосредственно связана с действиями по превращению заготовки в готовое изделие.
На машиностроительном предприятии технологический процесс состоит из следующих стадий: изготовление заготовок (отливкой, штамповкой, отрезкой из готового проката и т.п.); обработка деталей (механическая, термическая, термохимическая и т.п.). Технологический процесс состоит из ряда последовательных операций.
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте ( на одном станке), считая от установки заготовки на станок до момента снятия со станка обработанной детали. Кроме технологических операций различают транспортные и контрольные операции. Операция может состоять из одного или нескольких установов.
Установ – это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок в приспособлении или на поверхности станка при неизменяемом креплении. Под установом подразумевается не только подъем , установка, выверка и крепление заготовки, но и совокупность всех действий рабочего, станка и инструмента без перестановки и изменения положения заготовки на станке.
Позиция – это часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки на станке ( не считая перемещений, связанных с рабочими движениями заготовки и инструмента).
Технологический переход – законченная часть технологической операции, при которой обрабатывается одна или несколько поверхностей при неизменном инструменте и режиме резания.
Вспомогательный переход – законченная часть технологической операции, состоящая из действия человека или органов оборудования, которые не сопровождаются изменением формы и размеров заготовки или шероховатости ее поверхности. Примерами вспомогательных переходов являются установка заготовки, смена инструмента, поворот револьверной или резцовой головки и т.п.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента ( или набора инструмента) относительно заготовки, сопровождаемого изменением формы, размеров или шероховатости поверхности заготовки при неизменном режиме резания. Изменение глубины резания ( толщины удаляемого слоя за один рабочий ход ) не рассматривается как изменение режима обработки.
При удалении большого припуска обработка может быть выполнена за два и более рабочих хода с различными режимами резания: черновой и чистовой рабочие ходы.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, без изменения ее формы, размеров или шероховатости поверхности, но необходимая для выполнения рабочего хода.
Рабочие и вспомогательные ходы разделяются на приемы.
Приемом называется законченное, имеющее конкретное целевое назначение действия рабочего, производимое им в процессе выполнения работы. К приемам относятся вспомогательные ручные действия: пуск и останов станка, подвод и отвод резца, установка и снятие заготовки и обработанной детали, включение и выключение автоматической подачи ( самохода ), измерение и контроль детали и т.п.
Элемент приема, или движение, - наименьшая часть технологического процесса, поддающаяся наблюдению.
|
из
5.00
|
Обсуждение в статье: Технология и процесс обработки деталей на токарном станке |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы