 |
Главная |


Разработка общего технологического процесса детали «Вал»
|
из
5.00
|
Автоматизация проектирования маршрутно-операционных технологических процессов в системе T-FLEX Технология
Введение
Основным методом автоматизации проектирования технологических процессов в системе T-FLEX Технология является разработка технологического процесса-прототипа, или общего технологического процесса.
Общий технологический процесс – это процесс, в котором нет конкретных размерных перемещений в текстах переходов, но есть все необходимые элементы, с помощью которых система T-Flex Технология может автоматически сформировать конкретный технологический процесс на основе информационной модели детали.
Общий технологический процесс оформляется и сохраняется в виде прототипа.
Формирование конкретного технологического процесса на основе прототипа разделяется несколько этапов. На первом этапе необходимо создать объект «конкретный технологический процесс». Операции и переходы этого процесса вводятся путем копирования из прототипа. Затем необходимо создать информационную модель детали в виде набора технологических элементов с указанием конкретных значений параметров обрабатываемых поверхностей – геометрии, качества, твердости и т.д.
Следующие действия по формированию конкретного технологического процесса выполняются автоматически. Сначала система T-Flex Технология создает технологический процесс, вводя из информационной модели в шаблоны текстов переходов конкретные размеры и характеристики.
Затем автоматически создается комплект маршрутно-операционных карт.
Для формирования общего технологического процесса в системе T-Flex Технология предварительно технолог должен составить модель будущего общего технологического процесса.
Разработка такой модели является предметом настоящей контрольной работы.
Разработка объекта «Технологический процесс»
Разработка объекта осуществляется в системе T-Flex Технология

Рисунок 1 – Открытие окна для создания объекта
Откроется окно «Создание нового объекта» (рис. 2).



Рисунок 2 – Создание нового объекта
В списке с помощью полосы прокрутки выбираем «Технологический процесс» – нажимаемОК.
Откроется окно «Свойства документа» (рис. 3).
Рисунок 3 – Окно «Свойства документа»
В поле «Наименование» введем наименование в соответствии с чертежом детали «Вал».
Разработка общего технологического процесса детали «Вал»
Чертеж детали «Вал» представлен на рисунке 4, (рисунок из контрольной) на рисунке 5 представлена 3D-модель, выполненная в системе T-Flex CAD 3D. (Не забудьте вставить рисунок своей 3D-модели)
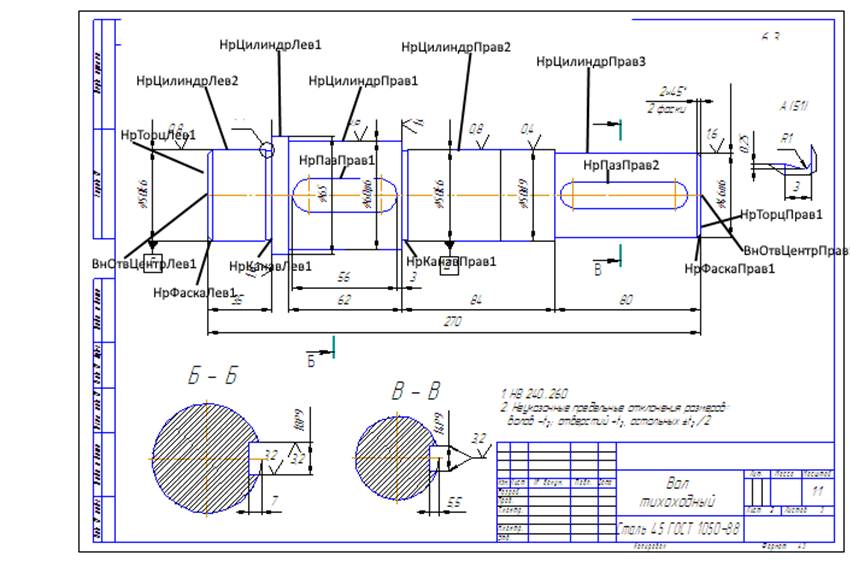
Рисунок 4 – Чертеж детали «Вал»
Будем выполнять обработку детали на станке с ЧПУ. Предварительно необходимо определелить последовательность обработки поверхностей для корректной разработки управляющей программы.
Определим следующую последовательность обработки и действий оператора для дальнейшего формирования последовательности технологических переходов:
· Установка заготовки в патроне
· Подрезание правого торца
· Черновая обработка цилиндрических поверхностей, расположенных правее самого большого диаметра
· Сверление правого центрового отверстия
· Переустановка заготовки в патроне
· Подрезание левого торца
· Черновая обработка цилиндрических поверхностей – наибольшего диаметра и, расположенных левее его.
· Сверление левого центрового отверстия
· Установка заготовки в центра
· Чистовая обработка всех цилиндрических поверхностей
· Снятие фасок
· Точение канавок
· Тонкое точение точных поверхностей
· Переустановка детали в патроне
· Фрезерование правого шпоночного паза
· Фрезерование левого шпоночного паза
· Снятие заготовки
Сформируем информационную модель детали в виде комплекта обрабатываемых поверхностей – технологических элементов ТЭ (см. черт. Детали):
1. нрЦилиндрическая Заготовка. В качестве заготовки будем выбирать Круг стальной (ГОСТ 2590-88) - горячекатаная сталь круглого сечения диаметром от 5 до 270 мм (рис.6). Т.к. максимальный диаметр детали – 65мм, выберем круг диаметром 67мм. Параметры заготовки : D=67, L=274



Технологический элемент «НрЦилиндрическая» может иметь следующие параметры: D – окончательный размер с квалитетом, L – чистовая длина, L1 – длина ри черновом точении заготовки от торца, Pr1 – припуск под чистовое точение; Pr2-припуск под тонкое точение. Если поверхность не требует тонкого точения, то в соответсвующем ТЭ этот параметр пропускается
2. НрЦилиндрическая правая 1, D=60p6, L=62, L1(длина при черновом точении от торца)=62+84+80=222, Pr1=0,5, Pr2=0,25.
3. НрЦилиндрическая правая 2, D=50l9, L=84, L1(длина при черновом точении от торца)=84+80=164, Pr1=0,5.
4. НрЦилиндрическая правая 3, D=46k6, L=80, L1(длина при черновом точении от торца)=80 (совпадает с чистовой длиной), Pr1=0,5, Pr2=0,25.
5. НрЦилиндрическая левая 1, D=65, L=9, L1(длина при черновом точении от торца)=9+35=44, Pr1=0,5.
6. НрЦилиндрическая левая 2, D=50k6, L=35, L1(длина при черновом точении от торца)=35 (совпадает с чистовой длиной), Pr1=0,5, Pr2=0,25.
7. НрТорцовая правая 1, D=67, (т.к. торцуется диаметр заготовки) GB=272 (с учетом припуска на торцевание 2мм левого торца)
8. НрТорцовая левая 1, D=67, GB=270.
9. НрФаска правая 1, L=2, U=45°, D=50;
10. НрФаска левая 1, L=2, U=45°, D=50;
11. НрКанавка правая 1, L=3, G=0,25, D=50;
12. НрКанавка левая 1, L=3, G=0,25, R=1, D=50;
13. НрПаз правый 1, L=56, G=7, B=18p9;
14. НрПаз правый 2. L=72, G=5,5, B=14p9
15. ВнОтверстиеЦентровое правое {D}=A6,3, {GOST}= ГОСТ 14034-74;
16. ВнОтверстиеЦентровое левое {D}=A6,3, {GOST}= ГОСТ 14034-74.
Определим припуски под чистовое и тонкое точение следующим образом:
- припуск под чистовое точение Pr1=0,5;
- припуск по тонкое точение Pr2=0,25
Сформируем шаблоны текстов переходов. При их составлении имеем в виду, что текст в квадратных скобках исключается из шаблона системой при проверке квалитета поверхности, если достаточно одного чистового точения.
Черновое точение цилиндрических поверхностей:
Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}
Чистовое точение цилиндрических поверхностей:
Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}.
Тонкое точение:
Точить поверхность до диаметра {D}на длине {L} окончательно.
Подрезка торцев:
Подрезать торец заготовки диаметром {D} в размер {GB}
Сверление центровых отверстий
Сверлить центровое отверстие {A}, {GOST}
Снятие фасок:
Точить фаску {L}x{U} на диаметре {D}
Точение канавок:
Точить канавку на диаметре {D} шириной {L}, глубиной {G} [и радиусом {R}].
Фрезерование пазов
Фрезеровать паз длиной {L}, шириной {B} и глубиной {G}
Сформируем модель общего технологического процесса детали «Вал»:
Заготовку детали выполним на отрезном станке.
Всю обработку выполним на токарном обрабатывающем центре с ЧПУ
Переходы сформируем на основе шаблонов с привязкой к технологическому элементу.
I Заготовительная
Отрезать заготовку диаметром {D} и длиной {L}; ТЭ - нрЦилиндрическая Заготовка D=67, L=274.
II.Токарно-фрезерная на обрабатывающем центре с ЧПУ мод. 1728Y-1
1.Установить заготовку с трехкулачковом патроне.
2. Подрезать торец заготовки диаметром {D} в размер {GB}/ ТЭ - НрТорцовая правая 1, D=67, GB=272.
3. Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}/ ТЭ - НрЦилиндрическая правая 1, D=60p6, L=62, L1=222, Pr1=0,5, Pr2=0,25.
4. Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}/ ТЭ - НрЦилиндрическая правая 2, D=50k6, L=84, L1=164, Pr1=0,5.
5. Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}/ ТЭ - НрЦилиндрическая правая 3, D=46k6, L=80, L1=80, Pr1=0,5, Pr2=0,25.
6. Сверлить центровое отверстие {A}, {GOST}/ ТЭ - ВнОтверстиеЦентровое правое {D}=A6,3, {GOST}= ГОСТ 14034-74.
7. Переустановить заготовку
8. Подрезать торец заготовки диаметром {D} в размер {GB}/ ТЭ - НрТорцовая правая 1, D=67, GB=270.
9. Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}/ ТЭ - НрЦилиндрическая левая 1, D=65, L=9, L1=44, Pr1=0,5.
10. Точить поверхность от заготовки до диаметра {D}с припуском под чистовое {PR1} [и тонкое {PR2}] точение на длине {L1}/ ТЭ - НрЦилиндрическая левая 2, D=50k6, L=35, L1=35, Pr1=0,5, Pr2=0,25.
11. Сверлить центровое отверстие {A}, {GOST}/ ТЭ - ВнОтверстиеЦентровое левое {D}=A6,3, {GOST}= ГОСТ 14034-74;
12. Установить заготовку в центра
13. Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}/ ТЭ - НрЦилиндрическая правая 1, D=60p6, L=62, Pr1=0,5, Pr2=0,25.
14. Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}/ ТЭ - НрЦилиндрическая правая 2, D=50k6, L=84, Pr1=0,5.
15. Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}/ ТЭ - НрЦилиндрическая правая 3, D=46k6, L=80, Pr1=0,5, Pr2=0,25.
16. Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}/ ТЭ - НрЦилиндрическая левая 1, D=65, L=9, L1=44, Pr1=0,5.
17. Точить поверхность до диаметра {D} [с припуском под тонкое точение {PR2}] на длине {L}/ ТЭ - НрЦилиндрическая левая 2, D=50k6, L=35, L1=35, Pr1=0,5, Pr2=0,25.
18. Точить фаску {L}x{U} на диаметре {D}/ НрФаска правая 1, L=2, U=45°, D=50.
19. Точить фаску {L}x{U} на диаметре {D}/ НрФаска левая 1, L=2, U=45°, D=50.
20 Точить канавку на диаметре {D} шириной {L}, глубиной {G} [и радиусом {R}]/ НрКанавка правая 1, L=3, G=0,25, D=50.
21 Точить канавку на диаметре {D} шириной {L}, глубиной {G} [и радиусом {R}] / НрКанавка левая 1, L=3, G=0,25, R=1, D=50.
22. Переустановить деталь в патроне
23. Фрезеровать паз длиной {L}, шириной {B} и глубиной {G}/ НрПаз правый 1, L=56, G=7, B=18p9.
24. Фрезеровать паз длиной {L}, шириной {B} и глубиной {G} / НрПаз правый 2. L=72, G=5,5, B=14p9
ВЫВОДЫ
По сформированному макету общего технологического процесса в системе T-Flex Технология будет сформирован прототип технологического процесса, состоящий из операций и шаблонов текстов переходов. Каждый обрабатывающий переход привязан к соответствующему технологическому элементу, на основании которого система будет выбирать данный шаблон из прототипа, анализировать квалитет и из модели детали вставлять соответствующие параметры.
Для автоматического формирования конкретного технологического процесса необходимо будет сформировать информационную модель детали, состоящую их технологических элементов, у которых заданы численные значения соответствующих параметров.
|
из
5.00
|
Обсуждение в статье: Разработка общего технологического процесса детали «Вал» |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы