 |
Главная |


Особенности огранки хромдиопсида
|
из
5.00
|
Хромдиопсид - сложный для огранки минерал. Не все огранщики любят и умеют с ним работать, многие считают очень капризным, он требует особого подхода и терпения. Но те мастера, которые освоили этот камень, работают с ним постоянно. Нередко хромдиопсид, внешне похожий на изумруд, гранят изумрудной огранкой, часто ступенчатой. Прекрасно смотрятся камни с круглой бриллиантовой огранкой, не хуже - с овальной. Особенно великолепны небольшие самоцветы диаметром до 5 мм, среди даже самые темные отличаются хорошей «игрой». Так как у хромдиопсида относительно невысокая твердость, его обычно оправляют в серьги, подвески, броши. В ювелирных изделиях он xopoшо смотрится в сочетании с бриллиантами. В Якутии массовые и эксклюзивные изделия с этим камнем выпускают АО «Сахаювелир» и ряд других предприятий.
Хромдиопсиды доступны во многих моделях и формах, но самые популярные огранки это изумрудная (октагон), овальная подушка и круглая огранка. Некоторые модные фасетные огранки такие как триллионы, сердца и грушевидные формы можно найти, но довольно редко. Почти все драгоценные камни хромдиопсида будут огранены меньше, чем другие виды драгоценных камней, каждый обычно весом менее 1 карата. Хромдиопсид может быть огранен кабошоном, но это встречается очень редко и возможно, только с материалами более низкого качества. Огранки на малых углах предпочитаются для того, чтобы максимизировать блеск и цвет.
Не существует известных, официальных способов обработки или улучшения хромдиопсида. Он из тех камней, которые остаются полностью без обработки в течении производства.
Хромдиопсид — это Cr-разновидность распространенного минерала диопсида. Имеется спайность. Появление трещин по плоскостям спайности провоцируется обработкой. К нагреванию не чувствителен. В кристаллах или спайных выколках наиболее красивая окраска наблюдается через боковые грани; вдоль оси кристалла хромдиопсид имеет нежелательный желтовато-коричневый цвет. Сырье ярко окрашенное, мелкоблочное и отличается повышенной трещиноватостью. Импортное сырье известно часто в достаточно крупных кусках, но цвет, как правило, уступает якутскому. Встречаются ограненные камни до 38 кар, но в обычно их размеры находятся в пределах от первых до 5-10 карат.
Пилится без особого труда поперек кристалла, но делать это нужно с осторожностью, на низких скоростях подачи материала. Распиловка вдоль направления спайности обычно приводит к растрескиванию кристалла. Материал из Якутии кабошонного качества подлежит предварительной проклейке. С проклейкой, также, бывают трудности, — нужно использовать наиболее текучие разновидности, но и в этом случае бывает, что камень «не держит». Поэтому рекомендуется обрабатывать с учетом имеющейся трещиноватости. Требуется осторожная обдирка. Обработка кабошоном и фасетами имеет свои отличия. При фасетной огранке материал легко гранится во всех направлениях, за исключением направления вдоль кристалла, когда огранка идет медленно и грани вместо шлифовки начинают полироваться. Полирование сопряжено с трудностями из-за появления царапин. Окись алюминия и окись олова на олове дают хорошие результаты. По мнению Синкенкеса на небольших гранях для получения гладкой поверхности полирование необходимо проводить в строго определенном направлении. Лучше применять деревянные или восковые планшайбы с окисью олова или окисью алюминия. Сообщалось о хороших результатах при полировке 0,5-0,25 мкм алмазом на пластмассе (плексиглассе).
Темный материал, ограненный в виде крупных камней, выглядит черным. Углы коронки 40°, углы павильона 40°. Для очень темного материала углы можно уменьшить.
Кабошоны обрабатываются обычным способом, однако следует соблюдать осторожность, чтобы предотвратить появление спайных трещин. Обдирку рекомендуется проводить только на гладком круге. Шлифовальную шкурку при тонком сэдинге, по возможности, не использовать, полирование — окисью алюминия или 1-мкм алмазом на коже или дереве.
Технологический процесс огранки хромдиопсида состоит из следующих операций:
- предварительный осмотр и разметка сырья;
- раскалывание;
- распиливание;
-подшлифовка;
- обдирка;
- огранка;
- промывка.
Технологический процесс огранки природных и синтетических камней состоит из операций:
- предварительный осмотр сырья и разметка;
- раскалывание;
- распиливание или резка;
- огранка, шлифование, полирование;
Предварительный осмотр камня производится для выбора наиболее оптимального способа его обработки с учётом дефектов, неравномерности окраски, возможной формы огранки (рисунок 1.).
Форма сырья обусловливает потери материала при огранке. Например, кристаллы турмалина – это узкие карандаши с треугольным сечением. Турмалину обычно придают изумрудную огранку, поэтому такой кристалл является природной заготовкой и потери невелики. Цитрин, аметист, берилл поставляются в виде кусков неправильной формы. Потери будут максимальны у удлинённых и остроугольных кусков по сравнению с кусками сферической или кубической формы.

Рисунок 1. Способ визуального определения трещин, включений и скрытых дефектов в камне
При обдирке можно убрать только поверхностные трещины. Глубокие трещины, идущие к центру камня, останутся нетронутыми. Трещины часто можно обнаружить при осмотре камня под прикрытой отражателем настольной лампой (рисунок 1). Свет не должен попадать в глаза. Камень располагается у края отражателя. Одна его половина освещена лампой, другая находится в тени. Глаза наблюдателя находятся в тени выше освещённой области. Входящий в камень свет освещает включения и другие дефекты, хорошо заметные на тёмном фоне. Осмотр необходим со всех сторон, так как некоторые дефекты видны только под определённым углом.
Отчётливые плоскости спайности выдают себя серебристыми рефлексами или небольшими радужными кружками. Трещины по плоскости спайности могут в дальнейшем привести к разрушению камня.
Размер ограночного сырья важен с точки зрения окраски. Практическое правило: если видна задняя сторона необработанного камня во время осмотра при хорошем освещении, то при огранке сырьё пригодно для изготовления одного камня. Если сырьё выглядит чёрным и его цвет можно увидеть лишь при освещении сзади ярким светом, то из такого образца можно только изготовить несколько мелких камней.
Кроме того, погружая куски сырья в иммерсионные жидкости, можно легко увидеть все внутренние дефекты камня. При отсутствии иммерсионных жидкостей можно воспользоваться керосином, минеральным, касторовым, горчичным маслом или иной прозрачной жидкостью с повышенным показателем преломления света. Чем ближе показатель преломления жидкости к таковому камня, тем лучше.
Разметка камней осуществляется под лупой с шестикратным увеличение или бинокулярным микроскопом таким образом, чтобы наиболее густо-окрашенной была нижняя сторона огранённого камня. Линии распиливания или раскалывания намечают фломастером, при этом необходимо учитывать, как лучше убрать дефекты камня в процессе огранки. Операция по разметке камня очень ответственная и требует большого опыта и знаний особенностей камня – его свойств, кристаллографического строения и т.д.
Распиливанием или раскалыванием ювелирные камни разделяют на части, пригодные для последующей обработки. Раскалывание в настоящее время применяют реже распиливания. Хромдиопсид закрепляют специальным клеем на оправке.
Распиливают хромдиопсиды по определённым плоскостям, не соответствующим направлениям раскалывания. Распиливают на специальном станке тонкими дисковыми пилами, покрытыми алмазным микропорошком. На станках, используемых у нас в стране, диаметр дисков составляет 75 мм, толщина от 0,04 до 0,09 мм в зависимости от размера распиливаемого кристалла.
Технологический процесс распиливания начинается с наклейки размеченных кристаллов специальной массой, состоящей из медицинского гипса и клея в пропорции 1:1. затем кристалл ориентируют для совмещения плоскости линии разметки с плоскостью распиловочного диска. Делается это визуально или с помощью микроскопа МБС–2, оснащённого специальным устройством. После этого производится подрез кристалла на глубину 1–1,5 мм на малых скоростях (чтобы не испортить пилу и нормально «войти» в кристалл) и дальнейшее его распиливание. Нагрузка на хромдиопсид при распиливании составляет от 120 до 300 г в зависимости от массы кристалла (от 0,1 до 5 кар и выше) и толщины диска (от 0,05 до 0,08 мм). В настоящее время для распиливания хромдиопсида широко применяются полуавтоматические станки. Цветные ювелирные камни распиливают на специальном станке. Для охлаждения камня используют охлаждающие жидкости: воду, водомасляные эмульсии (как на металлорежущих станках), лёгкие масла, керосин в смеси с моторным маслом в соотношении 10:1, дизельное топливо.
Камень закрепляют в зажиме и вручную (или под собственным весом) подают навстречу движению вращающегося диска.
До появления алмазных пил для резки камня использовались абразивные порошки, например, наждак или карбид кремния, которые подавались к периферии стального диска или полотна в виде жидкой суспензии или шлама.
Алмазные пилы отличаются тем, что абразив в них включён непосредственно в стальной диск по его периферии. Диск изготавливается из мягкой стали, а если диск маленького диаметра, то из бронзы или меди. Пилы диаметром до 100 мм применяются для резки ценных материалов, диаметром 200 мм – для подрезки, более крупные, до нескольких десятков сантиметров, – для распиловки камня на пластины и блоки.
Некоторые минералы засоряют («засаливают») отрезные диски – нефрит, малахит, жадеит, везувиан. Иногда минерал налипает на диск, и вместо того, чтобы резать камень, диск его просто полирует в глубине разреза. Скорость распиловки при этом снижается, диск перегревается и деформируется или же заклинивается. Во избежание этого нежелательного явления используются минимальные скорости подачи инструмента. Если это не помогает, то к режущей кромке вращающегося диска подносят кусочек кирпича. Последний очищает диск и обнажает частицы алмаза.
В последнее время для распиловки также стали использовать алмазные ленточные и проволочные пилы.
Обдирка – это абразивный процесс, предназначенный для придания камню предварительной (грубой) формы.
При обдирке цветных камней используются шлифовальные абразивные круги. Самые обычные круги изготавливаются из карбида кремния и бывают различных размеров и форм. Отличаются они и по размерам абразивного зерна – в зависимости от назначения круга. В последние годы стали применять обдирочные круги с алмазными зёрнами, включёнными в металлическую или пластмассовую основу.
Грубое зерно выбирают для изготовления кругов, которые должны быстро удалять лишний материал. Тонкое зерно используют в тех случаях, когда желательно мягкое и лёгкое абразивное действие.
Обдирочные круги применяют для придания формы кабошонам, при подготовке сырья к огранке, а также для снятия фасок у плоских пластин, для объёмной резьбы, вырезания наборных деталей мозаик и других целей.
Обдирку камня производят вручную алмазным резцом, закреплённым в державке. Хромдиопсиду придают круглую или другую форму, острые рёбра и грани сглаживают. Обычно размер камня, которым производят обдирку, соответствует размеру обдираемого камня. Обдирают цветные камни также и на специальных станках при помощи круга, армированного алмазами. Камень вращается с частотой 100–700 об/мин, а алмазный диск – с частотой 500 об/мин. Обрабатывают камень в струе воды.
При обдирке вручную цветных камней подаваемая вода должна смачивать всю поверхность полностью. Обрабатываемый камень желательно держать большим и указательным пальцами каждой руки, соединив указательные пальцы внизу так, чтобы камень лежал на них как на опоре – это самый удобный и надёжный захват. Обрабатываемый камень должен быть направлен вниз по ходу движения круга во избежание выдалбливания круга острыми краями камня. Чем меньше размер камня, тем труднее удерживать его в руках и контролировать его положение.
Необходимо учитывать, что мягкие камни, например, опал, бирюза, змеевик, очень быстро сошлифовываются. При обработке пластин сначала сошлифовывается маленькая фаска на острых краях, чтобы избежать скалывания. После исчезновения фаски её необходимо возобновлять. Небольшие плоские поверхности можно обрабатывать на боковой поверхности круга, а не на периферийной.
Нельзя допускать сильного нагревания камня во избежание его разрушения. Если на абразивном круге появляются белые пятна, это означает, что каменная пыль не смывается, и необходимо усилить подачу воды. Тёплый на ощупь камень также свидетельство недостаточного смачивания. При сильном перегреве камень может треснуть или расколоться.
Необходимо учитывать, что именно на этапе обдирки создаётся форма камня. И именно обдирка является главной причиной разрушения большинства изделий в дальнейшем, несмотря на то, что последующие этапы выполняются хорошо.
Доводка. Процесс доводки несложен. Для этого нужно тереть камень о плоскую плиту с насыпанным на неё абразивным материалом или о абразивный круг, расположенный на вращающейся планшайбе. К нему прибегают, когда необходимо получить ровную плоскую поверхность.
Как и обдирку, доводку обычно начинают с крупного зерна, чтобы как можно быстрее выровнять поверхности. Затем применяют мелкий абразив, который подготавливает поверхность к последующему полированию.
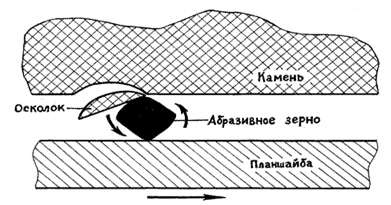
Рисунок 2. Принцип обработки плоской поверхности свободным абразивом
Принцип обработки плоской поверхности свободным абразивом показан на рисунке 2. При движении камня и планшайбы в противоположных направлениях зёрна абразива вращаются между поверхностями. Металл планшайбы сравнительно мягок и под зёрнами слегка вдавливается. Камень вдавливаться не может, и поэтому скалывается. Многократное повторение этого процесса многочисленными зёрнами абразива приводит к тому, что вся поверхность камня покрывается мелкими ямками. Если её сполоснуть водой, она будет выглядеть матовой. Когда поверхность обработана правильно, эта матовость однородна. Если же обработка не завершена, на поверхности камня наблюдаются царапины или участки, отличающиеся от прочей поверхности по блеску. По мере использования всё более мелкого порошка матовость становится всё слабее, пока не достигается как бы полупрозрачность. Обычно это является признаком того, что камень уже готов для полировки.
При работе необходима постоянная подача воды для охлаждения камня.
При обработке тонких пластин их рекомендуется наклеивать на подложку, например из фанеры, смесью пчелиного воска и парафина, или одним воском. Тепла, выделяющегося при обдирке, недостаточно для расплавления воска и сдвижки пластины с подложки. Если обработка производится на войлочном полировальнике, то тепла выделяется больше, поэтому пластины приклеивают смолой, или шеллаком*, которые накладываются и удаляются при нагревании.
Полирование. Окончательным этапом при изготовлении любого изделия из камня является полирование. Сверкающие и гладкие поверхности получаются в результате контакта со значительным усилием поверхности полируемого изделия с вращающимся мягким материалом – войлоком, кожей, тканью, деревом, заправленным полирующим составом.
Существуют два объяснения процесса полирования.
Первое: полирование – это абразивный процесс, и поверхность отполирована тогда, когда риски становятся настолько мелкими, что их невозможно увидеть.
Второе: при полировании тонкий наружный слой материала плавится и размазывается по поверхности, как масло под горячим ножом.
Скорее всего, эти два объяснения дополняют друг друга. В любом случае поверхность полируется только тогда, когда она была предварительно соответствующим образом подготовлена.
Большинство полирующих материалов, за исключением алмаза, являются оксидами металлов. Например, крокус – оксид железа, зленный крокус – оксид хрома. Используется также оксид алюминия; углерод в виде алмаза, древесного угля; диоксид церия; углекислый кальций; диоксид кремния; диоксид олова; диоксид циркония и др.
Помимо порошков и паст, полирующие составы выпускаются в виде водорастворимых, полутвёрдых, цилиндрических или прямоугольных брикетов, которыми натирают вращающуюся влажную поверхность полировальника.
Существуют два основных типа полировальников:
1) полировальники для кабошонов, плоскостей, сфер и других изделий, не требующих высокой точности исполнения;
2) полировальники для геометрически плоских поверхностей, например граней огранённых камней.
Полировальники первого типа делают как из мягких материалов – ткани и кожи, так и из более твёрдых – дерева и резины. Полировальники второго типа изготавливают из плоских пластин металла, пластмассы или дерева. Они в меньшей степени продавливаются от прикладываемого давления и поэтому позволяют получать более точно обработанные поверхности.
Полировальники для кабошонов. Их конструкция особого значения не имеет, так как не требуется высокая точность при обработке, а скорости достаточно низкие. Как и при сэндинге, полировальники могут быть выполнены в форме дисков, барабанов, кругов и лент. Простейшими являются круглые и дисковые полировальники.
Самый распространённый полировальник – сплошной войлочный круг из спрессованной шерсти. Диаметр и толщина могут быть любыми. Минимальная толщина – 25–30 мм. Смешивать на войлочном круге разные полировальные порошки не рекомендуется. Частицы грязи удаляются с круга при его вращении с помощью куска пемзы. Одновременно этим способом можно выровнять поверхность круга. Используют также листовой войлок, наклеенный на гладкую или рельефную подложку.
Для полирования годится также кожа любого типа, но она должна быть просто выдублена, без искусственного окрашивания или выделки. Кожа может быть приклеена к дискам, натянута на деревянные формы и т.д. Кожа даёт удовлетворительные результаты при обработке почти всех ювелирных камней, но особенно она эффективна для материалов, склонных к недополировке – нефрита, лазурита, родонита, змеевика и т.д. Кроме того, на коже можно применять почти любой полирующий порошок, включая алмаз. Камни, приобретающие при полировании на войлоке тусклый блеск, на коже почти всегда получаются блестящими. Недостатком является вынужденная затянутость обработки и то, что хороший результат получается при условии почти сухой обработки. Это может привести к нагреванию камня.
Полировальники из ткани успешно применяются при условии придания высоких частот вращения, которые делают рабочую поверхность полировальника достаточно жёсткой и способной противостоять давлению камня. Однако частота вращения не должна превышать 500 об/мин. Ткань можно применять на дисковых и барабанных полировальниках. Но длительно может служить только плотная и толстая ткань – брезент, саржа, чисто шерстяная ковровая ткань. Ткани натягиваются на деревянные формы и закрепляются снизу гвоздями.
Для полирования пригодна любая плотная древесина – тик, красное дерево, бук, береза, вишня, тополь и др. Дерево может быть сформовано в виде дисков, барабанов или кругов. Поверхность делается плоской или снабжённой разнообразными по форме канавками, обеспечивающими бóльшую площадь контакта с камнем. Частично можно избежать коробления дерева от используемой воды пропиткой его пчелиным воском. Деревянные полировальники чрезвычайно эффективны для материалов, склонных к недополировке.
Хорошие полировальники для обработки кабошонов и небольших пластин можно также изготовить из листовой пробки толщиной 1,5–6 мм, наклеенной на металлический диск.
Также можно успешно использовать листовую фанеру.
Техника полирования. Для полирования применяют только разбавленную суспензию полирующего порошка. Густую массу, осевшую на дно, использовать нельзя. Нанесение густой суспензии приводит к засаливанию полировальника, снижению скорости полирования и напрасной трате полирующего порошка. Подавать надо ровно столько суспензии, сколько нужно для поддержания полировальника во влажном, но не мокром состоянии, придерживаясь такой концентрации порошка в суспензии, которая обеспечивала бы высокое качество полирования.
Удержание образцов при полировании осуществляется теми же приёмами, что и при шлифовании. При полировании к камню необходимо прикладывать значительное усилие, степень которого зависит от полировальника. Но чем лучше подготовлена поверхность при шлифовании абразивом на эластичной подложке, тем при меньшем усилии происходит полирование.
Необходимо тщательно протирать поверхность камня, поскольку следы полирующего порошка могут маскировать небольшие дефекты такие, как царапины и непрополированные места. Качество полирования оценивают только после тщательной протирки и при ярком свете. Надёжной проверкой качества полирования является осмотр чистой поверхности камня с помощью лупы 6–10-кратного увеличения. На хорошо отполированной поверхности даже при таком увеличении почти невозможно увидеть риски.
Практически любой хорошо отшлифованный камень начинает блестеть через несколько секунд. Если этого не происходит, то либо поверхность не была как следует отшлифована, либо применена не та комбинация порошка и полировальника. Войлочный полировальник успешно полирует многие виды камней. Но он совершенно не пригоден для камней, склонных к недополировке. Абразив при такой обработке, достигая углублённых участков с низкой твёрдостью, делает их ещё глубже. При первых же признаках недополировки необходимо прекратить полирование на войлоке и переключиться на дерево или кожу. Дальнейшее полирование на войлоке может нарушить поверхность настолько, что потребуется её перешлифовка.
Предохранение от окрашивания полирующими материалами. Материалы, используемые для полирования, проникают в поры и углубления обрабатываемых камней и могут изменять их окраску. Это нежелательное явление можно предотвратить предварительным заполнением пор после сэндинга. Поры можно заполнить водорастворимым материалом, например, твёрдым мылом. Можно применять парафин, но для этого камень надо нагреть и затем погрузить в расплавленную массу. После остывания парафин остаётся внутри пустот и пор. Его излишки следует удалить с камня во избежание загрязнения полировальника.
Ещё один способ защиты – «замачивание» камня на несколько часов в растворе жидкого стекла (силиката натрия). После этого стеклу дают затвердеть на воздухе. Для удаления остатков стекла после полирования камень выдерживают некоторое время в тёплой воде. Этот способ удобен для камней с мелкими порами, какие встречаются в некоторых образцах с эффектом кошачьего глаза.
Лучшим из всех способов является пропитка камня бесцветной эпоксидной смолой. Однако для того, чтобы смола вошла в поры, необходимо камень снять с оправки и прогреть его в сушильном шкафу до полного удаления всей воды. Затем на камень кистью наносят слой нагретой эпоксидной смолы, которая втягивается в поры за счёт действия атмосферного давления при охлаждении камня.
Вывод
1. В данной главе приведены этапы обработки камней.
2. Выявили следующие особенности обработки хромдиопсида:
- Наиболее красивая окраска наблюдается через боковые грани.
- Хромдиопсиду присущи появления трещин в местах спайности,
требует осторожного подхода на всех этапах обработки.
- Нельзя допускать сильного нагрева.
|
из
5.00
|
Обсуждение в статье: Особенности огранки хромдиопсида |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы