 |
Главная |


Классификация по характеру рабочего процесса
|
из
5.00
|
По характеру рабочего процесса встряхивающие механизмы бывают: без отсечки и расширения воздуха, с отсечкой без расширения воздуха, с отсечкой и расширением воздуха.
Если в механизме периодически открываются и закрываются выхлопные отверстия, а сжатый воздух подается непрерывно (рис. 15), такие механизмы называются встряхивающими без отсечки и расширения воздуха. Они просты и надежны в эксплуатации, но не экономично используют сжатый воздух.
Если при подъеме поршня в какой-то момент впускное отверстие закрывается, то это механизм с отсечкой сжатого воздуха. При этом возможно два состояния выхлопных отверстий. Если одновременно с закрытием впускных отверстий (отсечка подачи воздуха) откроются выпускные отверстия, то такой механизм будет называться с отсечкой без расширения сжатого воздуха. Если после закрытия впускных отверстий выпускные откроются после прохождения поршнем некоторого пути, то такой механизм будет называться с отсечкой и расширением сжатого воздуха, а этот участок пути – ходом расширения.
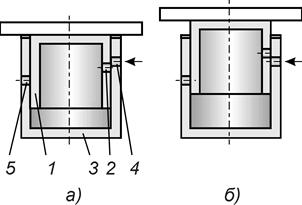 Рис. 15. Встряхивающий механизм с отсечкой и расширением сжатого воздуха
Рис. 15. Встряхивающий механизм с отсечкой и расширением сжатого воздуха
|
Схема механизма с отсечкой и расширением сжатого воздуха приведена на рис. 16. От рассмотренного выше механизма без отсечки и расширения (рис. 15) он отличается организацией подвода сжатого воздуха. Впускное отверстие4расположено выше и при нижнем положении поршня сообщается с поршневой полостью цилиндра3через отверстие2в стенке поршня1. При включении машины, сжатый воздух через отверстия4и2поступает в цилиндр3и начинает поднимать поршень1(рис. 16,а). В момент, когда нижняя кромка отверстия2совпадет с верхней кромкой отверстия4, подача сжатого воздуха в цилиндр прекратится (рис. 16,б). Поскольку выхлопное отверстие5еще закрыто, воздух в цилиндре будет расширяться, и толкать поршень вверх. Когда нижняя кромка поршня1совпадет с нижней кромкой выхлопного отверстия5, воздух из цилиндра начнет выходить в атмосферу, и давление будет падать. При этом поршень может подняться еще на некоторую высоту по инерции. После остановки поршня начнется его падение, завершающееся ударом стола о прокладку. При перемещении поршня из верхнего положения в нижнее произойдет сначала закрытие выхлопного отверстия, затем открытие впускного, поэтому после удара снова начнется подъем поршня. Так будет продолжаться до тех пор, пока не отключат подачу сжатого воздуха.
Механизмы с отсечкой и расширением сжатого воздуха наиболее полно используют энергию сжатого воздуха.
Механизм с отсечкой без расширения воздуха устроен также, только выхлопное отверстие 5расположено ниже и начинает открываться в момент полного закрытия впускного отверстия4.
По экономичности такие механизмы занимают промежуточное положение между механизмами без отсечки и с отсечкой и расширением.
55. Классификация методов прессования по направлению движения смеси относительно опоки, по принципу действия прессовой головки.
Виды прессования
05.11.2018
Прессование как самостоятельный метод длительное время применяли только для уплотнения полуформ высотой не более 100 мм. В остальных случаях прессование использовали в сочетании со встряхиванием для доуплотнения рыхлого контрлада полуформы. Давление прессования на прессовых машинах не превышало 0,25 МПа, на встряхивающих с подпрессовкой - 0,15 МПа.
При прессовании смесь сжимается между модельной плитой и прессовой головкой. Внешние сжимающие нагрузки увеличиваются медленно: скорость движения прессовой головки (или модельной плиты) относительно опоки не превышает обычно 1 м/с. В опоку запрессовывается объем смеси, находящейся в наполнительной рамке. Этот объем должен обеспечить технологически необходимую плотность формовочной смеси в форме. Высоту наполнительной рамки для каждой модели рассчитывают, опираясь на условие, что масса формовочной смеси, находящаяся в литейной форме, не изменяется в процессе уплотнения. При этом средняя степень уплотнения, которая оценивается средней объемной массой р (г/см3), повышается при прессовании обратно пропорционально уменьшению высоты смеси в опоке. В отдельных вертикальных объемах формы, например в столбах смеси, находящихся над моделью и вокруг нее, увеличение р также можно считать обратно пропорциональным уменьшению высоты каждого из этих столбов, если пренебречь частичным горизонтальным перетеканием смеси (обменом формовочной смесью между столбами).
Если в опоке отсутствует модель или же она настолько мала, что ее объемом можно пренебречь (рис. 7.15), то основное условие о том, что масса смеси в опоке до прессования будет равна ее массе после прессования, можно записать следующим образом:

где р и р0 - средняя объемная масса смеси в опоке до и после прессования.
Отсюда получаем формулу для расчета высоты наполнительной рамки:

При прессовании плоской прессовой колодкой опоки с моделью, имеющей объем V, основное условие имеет вид

где F - площадь опоки в свету.

Отсюда высота наполнительной рамки равна

Величина V/F называется приведенной высотой модели (при распределении объема модели по всей площади опоки F), а величина (H—V/F) — приведенной высотой опоки (с учетом модели).
Процесс уплотнения при прессовании определяют три главных фактора:
• наличие в одной и той же полуформе разных по высоте вертикальных столбов смеси;
• действие сил внешнего трения - трения смеси о стенки модели или опоки;
• рассеяние напряжений по мере удаления от выступающей части прессующего элемента.
Все методы уплотнения форм прессованием можно классифицировать следующим образом.
По направлению движения смеси относительно опоки выделяют верхнее прессование, или прессование со стороны контрлада (рис. 7.16, а), нижнее прессование, или прессование со стороны лада (рис. 7.16, б), и двустороннее прессование (рис. 7.16, в).
При верхнем прессовании кроме основного дефекта - переуплотнения смеси над моделью и недоуплотнения вокруг нее - получается большее уплотнение верхних нерабочих частей формы и меньшее уплотнение рабочих частей формы, прилегающих непосредственно к модели.

Основной дефект прессования наблюдается и при нижнем прессовании. Ho здесь распределение уплотнения по высоте опоки более благоприятное: большее уплотнение получается в рабочих частях формы около модели, а меньшее уплотнение - в нерабочей части формы.
При нижнем прессовании создаются более благоприятные условия для уплотнения узких карманов формы - объема смеси между стенками опоки и моделью. При верхнем прессовании уплотняемая в таком кармане смесь испытывает со стороны опоки и со стороны модельной плиты одинаково направленные вверх силы трения (рис. 7.17, а). Это трение постепенно снимает со смеси часть силы прессования, в результате чего на дне карманов смесь часто уплотняется недостаточно.
При нижнем прессовании такой узкий карман прессуется снизу (рис. 7.17, б). И если уплотняемая в нем смесь испытывает от стенки трение, уменьшающее силу прессования, то вдвигающаяся снизу в опоку модель своим трением о смесь, наоборот, увеличивает силу прессования, увлекая ее с собой. Такие благоприятные условия уплотнения при нижнем прессовании имеют место лишь для карманов формы, расположенных между моделью и стенками формы. Карманы формы, расположенные между двумя моделями на модельной плите, одинаково плохо пропрессовываются как при верхнем, так и при нижнем прессовании.

Распределение плотности по высоте формы для верхнего и нижнего прессования неодинаково. Наибольшая плотность наблюдается в слоях, близких к поверхности, передающих силовое воздействие (прессовой колодки или модели), и по мере удаления от поверхности уменьшается вследствие торможения смеси о стенки опоки. Чем выше опока, тем большая неравномерность распределения плотности смеси наблюдается по ее высоте.
Несмотря на некоторые технологические преимущества нижнего прессования, на практике чаще применяют верхнее прессование литейных форм вследствие свойственной ему большей простоты конструкции машин и более легкой переналадки технологической оснастки.
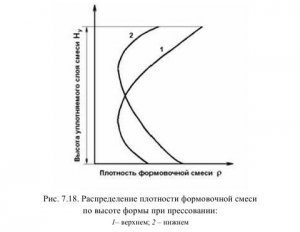
Двустороннее прессование (см. рис. 7.16, в) можно осуществлять одновременно или последовательно. При прессовании этим методом получается более равномерное распределение плотности по высоте формы, зона наименьшей плотности располагается у стенки опоки примерно на половине ее высоты (рис. 7.18).
Почти все сказанное о нижнем прессовании можно отнести и к двустороннему прессованию. Однако у него есть и некоторые особенности. Так, при последовательном двустороннем прессовании можно получить большую плотность смеси у модельной плиты. При одновременном двустороннем прессовании внешняя сила трения, действующая в верхней половине опоки, уравновешивается силой трения, возникающей в нижней половине опоки, и поэтому теоретически опока не давит на стол машины. Однако работа, затрачиваемая на трение смеси о стенку опоки, остается без изменения. Кроме того, при одновременном двустороннем прессовании невозможно обеспечить точное положение уплотненной смеси относительно опоки даже при синхронном движении прессовой и модельной плит. Поэтому двустороннее прессование необходимо применять в том случае, когда нужно обеспечить плотность смеси, одинаковую с обеих сторон формы (обе стороны рабочие), и когда положение уплотненной смеси относительно опоки не оказывает влияния на последующие операции.
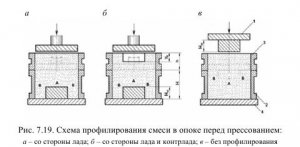
По способу профилирования смеси перед прессованием различают профилирование со стороны лада или со стороны лада и контрлада полуформы (рис. 7.19). Смесь не профилируют только при впрессовывании модели 1 сверху в предварительно заполненную смесью опоку 2 с наполнительной рамкой 3, расположенных на прессовой плите 4.
Профилирование смеси по ладу полуформы производится автоматически самой моделью при засыпке опоки 2 смесью, поэтому практически все методы прессования осуществляются с использованием этого способа.
Профилирование со стороны лада и контрлада полуформы литейщики используют давно: при засыпке смеси в опоку формовщик разгребает смесь над высокой моделью. В последние годы предложены различные способы механизации этой операции.
Глубину выемки, при которой плотность смеси будет одинаковой после уплотнения всех вертикальных столбов (А и В на рис. 7.19), можно рассчитать, приняв, что при уплотнении смесь перемещается только в направлении движения прессовой плиты. При этом масса формовочной смеси, из которой состоит данный столб, не изменяется в процессе уплотнения. Основное условие о неизменности массы смеси в столбах А и В можно записать следующим образом:

следовательно, выражение для определения глубины профильной выемки ув будет иметь вид

Для сложной модели, имеющей участки с различной высотой, необходимо по формуле (7.5) найти высоты уступов для каждого участка и затем по ним построить общий контур профилирования засыпки смеси.
Высота наполнительной рамки при прессовании плоской колодкой с профильной засыпкой смеси находится по формуле (7.4).
Приведенные зависимости не учитывают неравномерность степени уплотнения по высоте в отдельных столбах смеси в форме, а также перетекание смеси и поэтому могут служить лишь для получения предварительного очертания профиля с последующей доводкой опытным путем.
По давлению прессования можно выделить способы с низким (до 0,3 МПа), средним (0,3-0,7 МПа), повышенным (0,7-2,0 МПа), высоким (2-5 МПа) и сверхвысоким (выше 5 МПа) давлением прессования.
Критерием при выборе давления прессования служит технологически необходимая плотность смеси на наиболее трудноуплотняемом участке формы, находящемся в ее рабочей зоне. Такие участки обычно расположены между моделями или частями модели. Поэтому давление прессования должно быть таким, чтобы обеспечивалась нужная плотность формы на этих участках.
Однако плотность смеси зависит не только от давления прессования, но и от конфигурации модели, свойств смеси и типа прессующей головки. Отсюда следует, что оптимальное давление прессования можно выбрать только тогда, когда известны тип машины, примерная номенклатура отливок и свойства смеси, используемой для изготовления форм. При давлении выше 2 МПа начинается разрушение зерен песка, поэтому в форме не должно быть зон, где давление превышает этот предел.
По конструкции прессовой колодки выделяются плоская и профильная жесткие прессовые плиты; решетка; многоплунжерная, роторная и лопастная головки.
Жесткая плоская плита. Это наиболее старый и вместе с тем часто используемый тип прессовой головки, что обусловлено простотой ее конструкции и универсальностью. Основной недостаток прессования жесткой плоской плитой - относительно низкая равномерность уплотнения высоких форм. Выровнять плотность формы не удается: плотность смеси над моделями всегда выше плотности смеси между моделями, особенно в точках сопряжения их вертикальных стенок с модельной плитой. Повышение давления прессования не уменьшает, а, наоборот, увеличивает относительную неравномерность, хотя при этом возрастает абсолютная плотность смеси в трудноуплотняемых местах.
Как дополнительное средство выравнивания плотности формы частично используют специальные формовочные смеси с добавками, придающими им повышенную текучесть.
Нашел ограниченное применение процесс прессования литейных форм под высоким давлением жесткой прессовой колодкой, покрытой со стороны прессуемой формы толстым блоком мягкой резины. При прессовании эта упругая колодка деформируется, сохраняя свой объем, и на менее твердых участках формы (вокруг модели) обжимает форму больше, чем на более твердых, менее податливых участках (над моделью), где она деформирует смесь на меньшую глубину, благодаря чему происходит некоторое выравнивание плотности набивки на этих участках. Однако полностью неравномерность уплотнения не устраняется.
Профильная прессовая плита (рис. 7.20). Одна из главных причин неравномерности уплотнения формы при прессовании плоской плитой -различная высота столбов смеси в форме и одинаковая абсолютная их деформация. Профильная плита позволяет устранить это явление. Она применяется для уменьшения разности в степени уплотнения формовочной смеси над моделью и вокруг нее при прессовании. Конфигурация прессовой плиты близка к контуру модели. Вследствие этого выступы прессовой плиты (колодки) позволяют почти равномерно уплотнить формовочную смесь на различных высотах.

Высоту уступов профильной колодки можно определить следующим образом. Основное условие неизменяемости массы смеси для столба А над моделью и столба В вокруг модели имеет вид

При этом предполагается, что оба столба смеси уплотняются до одинаковой средней степени уплотнения р.
Решив совместно приведенные уравнения, найдем выражение для определения высоты уступа х профиля колодки:

Если в опоке формуется модель сложной конфигурации, имеющая участки с различной высотой, то для каждого участка находят по формуле (7.7) значения высоты уступа х и соответственно им строят профиль прессовой колодки.
Высота наполнительной рамки при прессовании профильной колодкой определяется по формуле (7.4), но, как очевидно, не по высоте опоки H, а по высоте H-Hм столба смеси А:

Высота зоны, в которой существенно увеличиваются напряжения при вдавливании выступа, примерно равна 1,0-1,2 его ширины. Поэтому профильной плитой нельзя регулировать плотность смеси в узких зазорах между низкими частями модели. Таким образом, обычная профильная плита не может полностью выровнять плотность по сечению формы, тем более увеличить плотность в узких зазорах между моделями или между моделью и стенкой формы. Однако профильной плитой форма уплотняется равномернее, чем плоской.
Контурная прессовая плита (рис. 7.21). Это разновидность профильной прессовой плиты. При ее использовании выступы входят в соответствующие промежутки между моделями и между моделями и стенками опоки, смесь уплотняется непосредственно в этих промежутках. При движении выступа смесь отжимается к стенке модели, чему способствуют закругления на углах выступов и уклоны боковых стенок.
Оптимальными являются следующие геометрические размеры контурных плит: ширина выступа В = (0,25—0,33)Ав, где Aв - расстояние между моделью и стенкой опоки или между моделями (при наличии двух и более моделей); утолщение выступа В' = (0,25-0,33)В; общая высота выступа Xв = (1,0-1,2)Нм; высота части выступа Х'в = 60-75 мм. Размер Z равен 35-50 мм. При Нм < 100 мм В' = 0.
Профильные плиты используют только в массовом или крупносерийном производстве. Они являются, по существу, дополнительным элементом оснастки, который удорожает производство. При использовании контурных плит во многих случаях возникает необходимость дополнительных операций: засыпки смеси в образовавшиеся углубления и последующей допрессовки формы.

Эластичная головка. Она состоит из жесткого корпуса и эластичного прессового элемента, находящегося внутри корпуса (рис. 7.22). Внешние размеры корпуса близки к размерам формы. Прессующая поверхность эластичного элемента обладает способностью прогибаться под действием усилий, возникающих в самом элементе или в слое смеси, соприкасающемся с поверхностью элемента. Любой участок эластичного элемента прогибается до тех пор, пока усилия, действующие в самом элементе и в поверхностном слое, не станут равными друг другу.
Существует два типа эластичных головок. В головках первого типа эластичный элемент состоит из эластичной диафрагмы 7, закрепленной на корпусе 2, и рабочего тела 3 (жидкости или сжатого воздуха), находящегося в герметичной полости корпуса 2 за диафрагмой. В головках второго типа эластичный элемент сплошной. Его изготовляют из пластичного материала: технической или вакуумной резины, гидропласта и др.
При использовании головок первого типа напряжения, возникающие в смеси в зоне контакта головки с диафрагмой, одинаковы во всех точках диафрагмы. В головках второго типа напряжения в данной точке прессующей поверхности зависят от величины деформации эластичного элемента в этой точке и от свойств пластичного материала. Обычно разница напряжений достаточно велика, хотя она значительно меньше, чем разница напряжений на плоской жесткой плите.
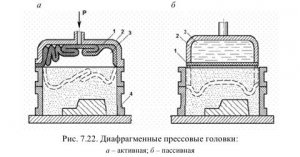
Диафрагменные головки делят на активные и пассивные. В активных головках опока 4, в которую предварительно засыпается смесь, прижимается к фланцу корпуса 2 головки (см. рис. 7.22, а). В полость головки под давлением подается сжатый воздух или жидкость 3, под действием которых диафрагма 1 опускается вниз, уплотняя формовочную смесь. По мере поступления газа или жидкости в головку их давление увеличивается, одновременно нарастают напряжения в зоне контакта смеси с диафрагмой. Чем больше начальная высота столба, тем больше столб сожмется, поэтому после уплотнения профиль контрлада будет повторять профиль модельной плиты. Таким образом, диафрагма устраняет влияние разновысотности столбов смеси в форме на процесс уплотнения.
В замкнутой полости корпуса 2 пассивной головки постоянно находится жидкость 3 (см. рис. 7.22, б). При прессовании в надмодельной области напряжения нарастают быстрее, и диафрагма 1 над моделью прогибается внутрь головки. Так как жидкость практически несжимаема, участок диафрагмы, находящийся над слабоуплотненным (околомодельным) столбом смеси, одновременно прогибается наружу (показано пунктирной линией). Напряжения в зоне контакта смеси с диафрагмой и в этом случае одинаковы для всех точек диафрагмы в данный момент процесса.
Активные диафрагменные головки используют при верхнем прессовании. Головка может выполнять функции прессующего механизма. В машинах с пассивными головками прессование может быть верхним и нижним.
Многоплунжерная головка. Она состоит из большого числа (36-100) плоских прессовых плит-башмаков 7, каждый из которых укреплен на штоке 2 поршня (плунжера) 3, перемещающегося в цилиндре 4 (рис. 7.23). При подаче в цилиндры жидкости под давлением или сжатого воздуха плунжеры с башмаками опускаются, уплотняя отдельные вертикальные столбы смеси. В конце прессования контур поверхности контрлада формы, образованный торцами опустившихся башмаков, в какой-то мере повторяет контур поверхности плиты 5 с моделями 6.
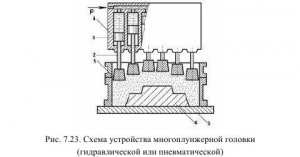
Описанную многоплунжерную головку называют активной. У пассивной многоплунжерной головки все цилиндры соединены друг с другом. При прессовании формы головка и полуформа движутся навстречу друг другу, и после соприкосновения башмаков со смесью последняя начинает уплотняться. Плотность смеси в надмодельной области увеличивается быстрее, чем в околомодельных областях, поэтому над моделью начинают интенсивно расти сжимающие напряжения. Так как давление жидкости над всеми поршнями 3 в любой момент процесса одинаково, более интенсивный рост напряжений в надмодельной области приведет к тому, что башмаки 1 плунжера, расположенные над моделями, начнут перемещаться вверх относительно их начального положения в цилиндре, а башмаки, расположенные над околомодельными областями формы, будут перемещаться вниз.
Механизм уплотнения смеси при использовании головок обоих типов одинаков. В пассивных головках рабочим телом обычно является жидкость. При применении пассивной головки формовочная машина должна иметь прессовый механизм, перемещающий либо стол с полуформой, либо головку. Активная головка может выполнять функции прессового механизма, и формовочная машина в этом случае может не иметь механизмов подъема стола и его фиксации при прессовании.
Существуют также головки, башмаки которых, расположенные на периферии, создают большее давление, чем башмаки, находящиеся в центре. Это позволяет лучше уплотнять области формы, примыкающие к стенкам опоки, и тем самым уменьшать влияние на процесс уплотнения внешних сил трения.
Решетка. Она состоит из ряда параллельных пластин-ребер 7, соединенных рамкой (рис. 7.24). При прессовании формы столб А над моделью 2 уплотняется быстрее, чем столбы В около модели, и напряжения в столбе А всегда больше напряжений в столбах В. Поэтому через зазоры между пластинами решетки смесь из столба А выдавливается интенсивнее, чем из столбов В. В результате плотность смеси под решеткой выравнивается по всему горизонтальному сечению формы. При необходимости смесь можно выдавливать через решетку до тех пор, пока не будет получена форма заданной высоты. Поэтому иногда решетку называют полупроницаемым прессовым элементом.
Величина предельных напряжений зависит от параметров решетки (ширины сечения ребра, его формы, ширины зазора между ребрами) и свойств смеси. Толщина ребра решетки практически не влияет на ход процесса (при подборе соответствующего шага ребер), однако с увеличением толщины ребра растет толщина слоя, твердость которого на одной горизонтали под ребром и между ребрами различна. Минимальную толщину ребра следует выбирать из условий его прочности и жесткости. Шаг решетки выбирается в зависимости от необходимой твердости лада формы и толщины ребра. Для того чтобы решетка работала стабильно, после изготовления каждой полуформы необходимо удалять из решетки оставшуюся в ней смесь. Поэтому на решетке устанавливают вибратор, который включается при обратном ходе стола формовочной машины. Данный метод применяется для изготовления форм размерами 1000х750х250 мм.

Решетка может состоять из взаимно перпендикулярных ребер, зазоры между которыми в отдельных местах могут перекрываться пластинами, например, над плохо уплотняемыми частями формы.
По принципу действия решетками являются плоская перфорированная плита с отверстиями, плита с вертикальными стержнями, имеющие плоские торцы. Решетку можно применять при верхнем и нижнем прессовании.
Роторная головка. Она состоит из нескольких прессующих валков (катков) 1, под которыми перемещается полуформа 2 (рис. 1.25). Валки прижимаются к смеси силой Ni и вращаются обычно в сторону, противоположную движению полуформы. Каждый валок уплотняет смесь на определенную глубину hi, и из-под последнего валка полуформа выходит полностью уплотненной.

При уплотнении роторной головкой не нужен длительный контакт всей поверхности прессового элемента с полуформой, требуется только соприкосновение катка и смеси. Эти особенности головки позволяют использовать ее в формовочных машинах непрерывного действия. Такая машина имеет значительно большую производительность по сравнению с машиной периодического действия.
Диаметр D валка следует выбирать в зависимости от высоты h слоя смеси, впрессовываемого данным валком за один проход:

где а3 - угол захвата, а3 < arctgf;
f - коэффициент внешнего трения.
Если принять, что для разрыхленной формовочной смеси f = 0,7, то (a3 = 35 и D = 10h.
Напряжения под валком остаются постоянными, но вместе с валком они перемещаются вдоль формы и в каждый последующий момент сжимают новый участок формы. Зона контакта валка со смесью невелика, еще меньше зона, в которой действуют большие напряжения (зона, прилегающая к точке В), поэтому напряжения по мере удаления от этой точки быстро рассеиваются в неограниченном стенками полупространстве: на расстоянии от точки В, равном радиусу валка, напряжения составляют 0,2-0,25 от напряжений, действующих в точке В.
Даже при последовательном уплотнении тремя эластичными валками разброс твердости получается большим, особенно мала твердость в углу опоки, поэтому обычно данный метод рекомендуется применять для уплотнения низких полуформ.
Лопастной рабочий орган. Лопастная головка состоит из бункера 1, внутри которого расположены вертикальные валы 2 (рис. 7.26, а) с двумя лопастями на нижнем конце (рис. 1.26, б). Лопасть имеет винтовую поверхность, между лопастями - зазор. В бункер 1 засыпают смесь. К плите 5 головки прижимают опоку 6, стоящую на модельной плите 7.
При вращении валов лопасти захватывают формовочную смесь и подают ее в опоку. После заполнения опоки смесь продолжает в нее поступать, начинается процесс уплотнения. Для предотвращения зависания смеси в бункере валы снабжены планками-разрыхлителями 3. Каждый лопастной орган размещен в своем направляющем цилиндре 4, являющемся частью бункера. Обычно диаметр внешней кромки лопасти равен 150—350 мм, поэтому число рабочих органов в головке зависит от размера изготовляемой формы. Например, головка для формы размером в свету 1000x750 мм будет иметь 12 лопастных органов.

Данный метод прессования отличается от других тем, что процесс уплотнения здесь совмещен с подачей смеси в опоку. Это увеличивает время изготовления формы, но упрощает конструкцию машины. Для сокращения времени изготовления под лопастную головку можно подавать опоки, предварительно заполненные смесью. Время заполнения опоки - 8-10 с.
Ширина зазора между лопастями должна быть достаточно большой, чтобы процесс заполнения опоки и уплотнения формы шел интенсивно, но в то же время смесь не должна высыпаться из бункера при неподвижных полостях. Для обычных песчано-глинистых смесей ширина зазора составляет 20-30 мм.
При угле наклона лопасти а < 5° производительность падает; при а < 10° появляется опасность среза смеси с еще не уплотненной формы (смесь, захваченная лопастью, не впрессовывается в опоку, а срезается с ее поверхности и начинает вращаться вместе с лопастью). Оптимально, если на валу будет две лопасти. При одной лопасти возникает значительный изгибающий момент, при трех - уменьшается зазор между ними.
Крутящий момент и вертикальное усилие, которые необходимо передать рабочему органу, увеличиваются с ростом плотности формы. Максимальный удельный крутящий момент, отнесенный к единице площади рабочего органа, уменьшается с увеличением диаметра рабочего органа. При плотности формы 1800 кг/м удельный момент на валу рабочего органа диаметром 100 мм равен 19000 H*м/м2, а при диаметре 200 мм он составляет 9500 H*м/м2, т. е. предпочтительнее использовать рабочие органы большего диаметра. Лопастное уплотнение используют для изготовления форм размерами в свету от 400х320 мм (при высоте опок 100 мм) до 1350x1200 мм (при высоте опок до 160 мм), в том числе в опоках с крестовинами на полуавтоматических литейных линиях.
При уплотнении роторной и лопастной головками последовательно прессуются отдельные зоны (столбы) полуформы, что отличает эти способы от других.
56. Классификация методов прессования по способу профилирования, по давлению прессования.
Процесс прессования
Процесс прессования применяется преимущественно для изготовления из цветных, металлов и сплавов длинномерных полуфабрикатов типа прутков, профилей и труб как постоянного, так и переменного по длине сечений (Рис. 3). Сущность процесса прессования состоит в истечении металла через отверстие (фильеру) инструмента (матрицы) под действием гидростатического давления, прилагаемого к деформируемому материалу, находящемуся в замкнутой полости (Рис. 4).
По сравнению с прокаткой процесс прессования обладает рядом преимуществ:
- схема напряженного состояния (в основном трехосное сжатие) благоприятствует повышению пластичности металла и позволяет производить обработку с большими степенями деформации;
- быстрота и легкость перехода от изготовления одних изделий к другим делает экономически целесообразным применение процесса в мелкосерийном и серийном производствах;
- большая точность формообразуемых полуфабрикатов.

Рис. 3 Профили изделий, получаемых прессованием

Рис. 4. Схема процесса прессования: 1 - матрица; 2 - прессматериал
К недостаткам прессования относятся:
- менее рациональное использование материала (за счет прессостатков и прессутяжки);
- большая неравномерность технических свойств изделия по сравнению с прокаткой (большая анизотропия свойств).
|
из
5.00
|
Обсуждение в статье: Классификация по характеру рабочего процесса |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы