 |
Главная |


Выбор типа сварных швов
|
из
5.00
|
Сварку будем производить сварными швами ГОСТ 14771-76-С5-ИП; ГОСТ 14771-76-С4-ИП и ГОСТ 16037-80-У17-Р, см. рис. 2, 3 и таблицу 3.
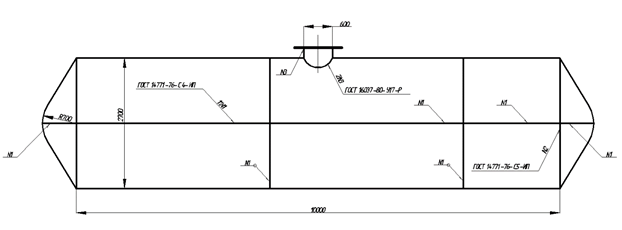
Рисунок 2 – Схема расположения сварных швов на изделии
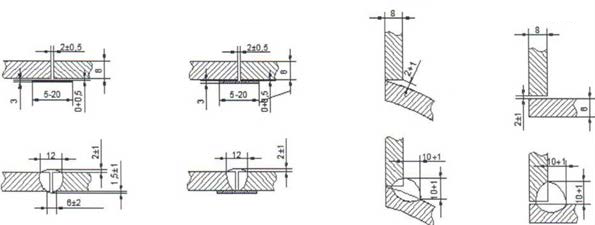
а б в г
Рисунок 3. Эскизы сварных швов: а - ГОСТ 14771-76-С5-ИП; б - ГОСТ 14771-76-С4-ИП; в, г - ГОСТ 16037-80-У17-Р
Таблица 3. Типы сварных швов, применяемых при сварке изделия
| № сварного шва | ГОСТ | Способ сварки | Шов | Соединяемые детали |
| 1 | 14771-76 | ИП | С4 | Полуобечайки и обечайки между собой; полуднища между собой; полупатрубки между собой. |
| 2 | 14771-76 | ИП | С5 | Обечайка с днищем |
| 3 | 16037 - 80 | Р | У17 | Патрубок заливной горловины с обечайкой цистерны; фланец заливной горловины с патрубком |
Сварочные материалы
Аргон.
Аргон является одноатомным инертным газом, он бесцветен, не имеет запаха, тяжелее воздуха. Струя аргона хорошо защищает сварочную дугу и саму зону сварки. Дуга в аргоне отличается высокой стабильностью.
Хранится и транспортируется аргон в стальных баллонах под давлением 150 атм., емкостью 40 л. Баллон для хранения аргона окрашен в серый цвет, с надписью зеленого цвета «Аргон чистый».
Химический состав аргона по ГОСТ 10157-2016представлен в таблице 4.
Таблица 4 - Химический состав аргона
|
Сорт | Состав газа, % | ||||
| Ar | 
| 
| 
| 
| |
| Высший | 99,993 | 0,0007 | 0,006 | 0,0005 | 0,0009 |
| Первый | 99,987 | 0,002 | 0,01 | 0,001 | 0,001 |
Сварочная проволока 07Х19Н10Б
Проволока должна быть принята техническим контролем предприятия-изготовителя и соответствовать требованиям ГОСТ 2246-70.
Проволока изготавливается из стали, химический состав которой приведен в таблице 5.
Таблица 5 - Химический состав стали для изготовления проволоки
| Марка проволоки | Химический состав, % | |||||||||
| C | Ni | Mn | Cr | Ni | Mo | Ti | S, не более | Р, не более | Прочие элемен-ты | |
| 07Х19Н10Бсв | 0,05... 0,09 | Не более 0,70 | 1,50... 2,00 | 18,50 ... 20,5 | 9,00 ... 10,5 | - | - | 0,018 | 0,025 | Ниобий 1,20... 1,50 |
Предельное отклонение по диаметру проволок с номинальным диаметром 1,2; 1,4 мм равно -0,09 мм, для проволок с номинальным диаметром от1,6 до 2,0 мм до -0,12 мм. Овальность проволоки должна не превышать половины предельного отклонения по диаметру.
Проволока поставляется свернутой в мотки. Размеры и масса мотков должны соответствовать указанным в Таблице 6.
Таблица 6 - Размеры и масса мотков проволоки
| Диаметр проволоки, мм | Внутренний диаметр витков мотка проволоки, мм | Масса мотка проволоки, кг не менее |
| 1,2 | 200...400 |
1,5 |
| 1,4 | 300...600 | |
| 2,0 | 300...600 | 20 |
| 2,5 |
400...600 |
30 |
| 3,0 |
Проволока в мотках должна состоять из одного отрезка, свернутого не перепутанными рядами и плотно увязанного таким образом, чтобы исключить возможность распушивания или разматывания мотка, а концы проволоки должны быть легко находимы.
Поверхность проволоки должна быть чистой, гладкой, без трещин, расслоений, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются риски, царапины и отдельные небольшие вмятины, местная рябизна. На поверхности не допускается наличие технических смазок.
Проволока поставляется партиями, каждая партия должна состоять из проволоки одной марки, одной плавки, одного диаметра, одного назначения и одного вида поверхности.
Для ручной дуговой сварки выберем электрод 
где Э-08Х8Х19Н10Г2Б – тип электрода;
ЦЛ-11 – марка;
3 – диаметр.
В – для высоколегированных сталей;
Д – толстое покрытие;
Е2005 – группа цифр, характеризующая свойства наплавленного шва;
Б – тип покрытия – обычное;
2 – все положения сварных швов при сварке, кроме потолочного;
0 – обратная полярность.
|
из
5.00
|
Обсуждение в статье: Выбор типа сварных швов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы