 |
Главная |


Оборудование и материалы
|
из
5.00
|
1. Точечная машина МТ-604.
2. Комплект образцов толщиной 0,2; 0.5; 1,0 мм.
3. Набор слесарных инструментов
4. Напильник, наждачная шкурка.
Порядок выполнения работы
1.Ознакомиться с сущностью точечной контактной сварки.
2.Изучить конструкцию точечной машины МТ-604.
3.Освоить методику выбора технологического процесса точечной сварки.
4.Для заданных толщин образцов с помощью приведенных выше формул (9.3) - (9.9) рассчитать технологические режимы сварки. Полученные данные занести в табл. 20.
5.Произвести, по возможности, сварку образцов на выбранном режиме.
6.Произвести повторную сварку образцов, изменив один из
параметров режима (напряжение) сварки по заданию преподавателя.
7.Произвести контроль качества полученного сварного соединения испытанием на отрыв.
8.Замерить диаметры сварных точек, полученных на разных режимах.
Отчет
по лабораторной работе
«Изучение контактной точечной сварки»
1.Краткое описание принципа работы машины для точечной сварки.
2.Методика выбора параметров режимов сварки, расчеты.
3.Опытные данные (табл. 20).
4.Общие выводы по работе.
Таблица 20
| марка материала | толщина детали, мм | Диаметр электрода, мм | радиус поверхности электрода , мм | сила сварочного тока, А | Усилие, прилагаемое к электродам, кг | время включения тока, с | Диаметр сварочной точки, мм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
ЛАБОРАТОРНАЯ РАБОТА № 9
ИЗУЧЕНИЕ ВОЗДУШНО-ДУГОВОЙ ОБРАБОТКИ МЕТАЛЛОВ
Цель работы. Изучить особенности воздушно-дуговой резки и строжки металлов.
Задание
1.Изучить сущность воздушно-дуговой обработки металлов и конструкцию резаков.
2.Подобрать режим поверхностной строжки и сквозной резки образцов, заданных преподавателем.
3.Определить расход разных марок электродов при строжке стальных образцов.
4.Составить отчет по работе.
Основные сведения
В настоящее время в судостроении и, особенно в судоремонте широкое применение нашла воздушно-дуговая обработка металла - резка и строжка. Простота способа и низкая стоимость определили ее широкое внедрение при постройке и ремонте судов.
Воздушно-дуговая резка черных металлов наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов - прямой полярности.
При дуге прямой полярности под действием высокой температуры и других факторов на аноде плавление металла происходит интенсивно. При этом образуется чашеобразное углубление, по которому растекается расплавленный металл, удаление которого воздухом затруднено, при этом производительность процесса резко падает.
При резке постоянным током обратной полярности расплавленный металл образует форму конического выступа за счет движения потока электронов к аноду. Он более подвижен и текуч и легко удаляется струей воздуха.
Основным рабочим инструментом является резак. В зависимости от назначения и метода подачи воздуха применяют в основном два вида резаков: резак с обтекаемой подачей воздуха и с боковой подачей воздуха.
Производительность воздушно-дуговой резки и строжки прямо пропорциональна силе тока, поэтому целесообразно применять мощные сварочные генераторы. Рекомендуемые значения силы тока в зависимости от диметра электрода приведены в табл. 21.
Таблица 21
| Диаметр электрода, мм | 6 | 8 | 10 | 12 |
| Сила тока, А | 120-250 | 160-320 | 250-400 | 350-500 |
Питание резака сжатым воздухом осуществляется от цеховой сети под давлением 4-6 ати. или от сети индивидуальных компрессоров. Если давление больше, то обрывается дуга, а если меньше - слабо выдувается металл из зоны реза.
Вылет электрода не должен превышать 100 мм. При работе электрод «обгорает» и периодически должен быть выдвинут на ту же величину. Во всех случаях строжки, электрод устанавливается под углом 35-40° к поверхности металла. При использовании резаков с боковой подачей воздуха (рис. 19) отверстия для воздуха должны быть внизу по отношению к рабочему концу угольного электрода в призме резака. Движение резака производится по направлению конца электрода с постоянным касанием средней кромки расплавленной ванны. Скорость перемещения примерно 500-2000 мм/мин, а глубина канавки увеличивается с возрастанием силы тока, увеличением угла
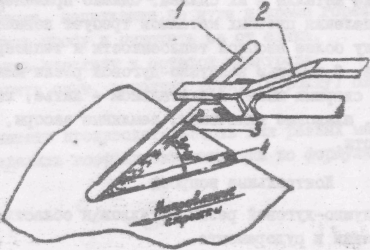
Рис.19. Схема воздушно-дуговой строжки.
1 – электрод; 2 – резак; 3 – воздушная струя; 4 – канавка
между электродом и металлом и с уменьшением скорости движения электрода.
При резке (рис.20) электрод располагается под углом 45-60° по отношению к изделию. Если наклонить электрод в поперечном направлении к линии реза, то можно получить резку со скосом кромок. Особого внимания заслуживает резка этим способом нержавеющей стали толщиной до 15 мм.
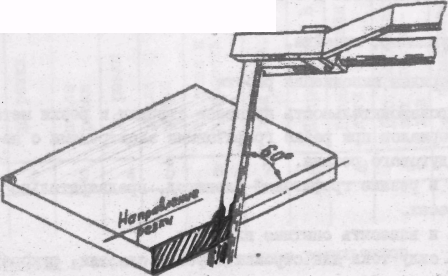
Рис. 20. Схема разделительной воздушно-дуговой резки.
Воздушно-дуговой поверхностной и разделительной резке могут подвергаться цветные металлы и их сплавы. Однако применение этого способа для разделения цветных металлов требует повышения погонной энергии ввиду более высокой теплоемкости и теплопроводности этих материалов. С помощью воздушно-дуговой резки можно удалять все дефекты в сварных швах, а в стальном литье, газовые и усадочные раковины, шлаковые включения, земляные засоры, трещины, рыхлости и пористости.
Контрольные вопросы
1.Сущность воздушно-дуговой резки металлов и область ее применения в судостроении и судоремонте.
2.Почему при воздушно-дуговой резке металлов применяется постоянный ток обратной полярности?
3.От чего зависит производительность процесса дуговой резки?
4.Преимущества воздушно-дуговой резки и строжки металлов.
5.Техника воздушно-дуговой резки и строжки металлов.
|
из
5.00
|
Обсуждение в статье: Оборудование и материалы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы