 |
Главная |


Деф екты поковок и штамповок
|
из
5.00
|
Таблица 1 – Основные дефекты металла
| Термин | Схема дефекта
| Определение
| Происхождение дефекта
| ||||
Дефекты литья

Дефект верхней части слитка или теплового узла отливки в виде полости или углубления с бугорчатой поверхностью

Дефект макроструктуры слитка, характеризующийся скоплением мелких пустот в осевой зоне
|


Дефект в виде пчелиных сот, представляющих места скопления газовых пузырей
Дефект в виде полости с гладкой поверхностью

Наружный или внутренний дефект отливок с извилистой окисленной поверхностью
|

Появляется в участках, обогащенных серой
Холодная трещина

Наружный или внутренний дефект отливок с неокисленной ровной поверхностью
Транскристаллизация

Столбчатые кристаллы заполняют весь объем отливки и характеризуются направленностью роста
Неметаллические включения

Шлаковые включения огнеупорных материалов

Вскип

|

|

Ужимина

|


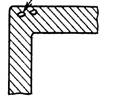
Засор

|
Дефекты проката
Пятнистая ликвация

Местное обогащение металла углеродом, серой или фосфором, унаследованное от литого металла
Ликвационный квадрат

Повышенное содержание углерода и серы по периметру ликвационного квадрата (унаследованного от литого металла)
Волосовины

Возникают при прокате из подкорковых газовых пузырей, которые вытягиваются в длину и обнажаются в результате окисления
Центральная пористость

Мелкие пустоты, не заварившиеся при горячей деформации слитка
Краевая пористость

Подкорковые пустоты, не заварившиеся при горячей деформации слитка
Волокнистость

Наличие в металле ликвационных участков, не позволяющих свариваться
Раскатанный пузырь

Образовался при раскатке (расковке) наружного или подповерхностного газового пузыря
Плена

Образовался от раската окисленных брызг, заплесков и грубых неровностей поверхности слитка, обусловленных дефектами внутренней поверхности изложницы.
Скворечник

Трещина возникла под действием напряжений при нагреве холодного металла
Расслоение

Трещины образовались при наличии в металле усадочных дефектов, внутренних разрывов, повышенной загрязненности неметаллическими включениями и при пережоге.
Надрывы

Образуется при прокатке в местах забоин, углублений от зачистки, раскатанных загрязнений и окалины.
Полосы-линии скольжения
Образуется вследствие местных напряжений, превышающих предел текучести металла, вызванных нарушением технологии обработки давлением.
Деф екты поковок и штамповок
Ковочные трещины

Образуется при ковке малопластичных сталей
Межкристаллитные трещины

Перегрев заготовок, приводящий к образованию крупнокристаллической структуры
Деформационная трещина

Дефект поверхности, представляющий собой разрыв металла, идущий вглубь под прямым углом к поверхности, образовавшийся вследствие напряжений, связанных со структурными превращениями или неравномерным нагревом и охлаждением.
Флокены в изломе

Влияние металлургических факторов (газы, ликвация)
