 |
Главная |


Технология окрашивания крупногабаритных изделий
|
из
5.00
|
Изделия, поставляемые на окрасочный участок, поступают в разобраном виде. Демонтированы:
· настил площадки обслуживания из алюминия;
· пеналы и хомуты для пенала;
· защита топливного бака;
· ящик для песка и кошмы;
· ящик для катушки заземления и т.д.
Перед окрашиванием поверхности автоцистерн из углеродистых сталей подготавливают к покраске. Подготовка поверхности состоит из ряда операций, первой из которых является очистка от следов брызг, отслоившейся окалины, следов масла, грязи, ржавчины.
Очистку допускается проводить механическими, химическими (при помощи технической воды, растворителей, химических продуктов) методами.
Механическую очистку изделий проводят в обитаемой камере абразиво-струйной очистки металла с применением чугунной дроби Ø 1 – 2 мм в течение 30 – 60 минут в зависимости от размера автоцистерны. После механической обработки производится обдув поверхности сжатым воздухом.
Очистку и обезжиривание поверхностей химическим методом производят при помощи моющего прибора высокого давления HDS 895 M/MX ESO производства Германии, используя техническое моющее средство КМ-1. Концентрация раствора 30 г/л, температура воды 60 – 90 ºС.
КМ-1 представляет собой смесь поверхностно-активных веществ, фосфатов, щелочных неорганических солей, ингибитора коррозии, регулятора пенообразования, без силиката нитрия. При очистке изделий методом распыления применяется водный раствор средства концентрацией (2-10) г/л при температуре (30-65)° С (время обработки — 0,5-2,5 мин).
Если все поверхности изделия обработаны моющим прибором (определяют визуальным осмотром), то включают приточную вентиляцию и сушат до полного исчезновеня воды с поверхности изделия.
При необходимости, ржавые места обрабатывают преобразователем ржавчины АНТИКОР-1 производства ОАО «Гродно Азот». Преобразователь наносится на предварительно обезжиренную поверхность кистью. Обработанная поверхность должна быть выдержана при температуре 18 – 20 ºС в течение 24 часов. Места, обработанные преобразователем вытирают насухо ветошью.
Поверхности, подготовленные к окрашиванию должны быть сухими и не иметь налетов вторичной коррозии. Качество обезжиривания металлических поверхностей перед окрашиванием контролируют визуальным осмотром.
Для контроля качества обезжиривания изделий водными растворами ТМС следует приенять метод смачиваемости, котрый основан на способности пленки воды не собираться в капли на чистой поверхности в течение определенного времени. На поверхность распыляют питьевую воду с содержанием солей по ГОСТ 6709 и визуально фиксируют нарушение сплошности пленки. Степень обезжиривания характеризуется временем от начала испытания до разрыва водной пленки. Первая степень обезжиривания – время более 30 секунд, вторая степень обезжиривания – менее 30 секунд.
При визуальном осмотре подготовленной поверхности выявляются мелкие дефекты изделия, которые выравнивают при помощи универсальной автомобильной шпатлевки UNI и двухкомпонентной жидкой наполнительной шпатлевки Solid SPRAY.
Каждый слой шпатлевки UNI (общая толщина не более 3 мм) наносится на хорошо просушенную поверхность шпателем. Режим сушки: 3 – 5 часов при температуре 18 – 22 ºС. После высыхания поверхность выравнивают с применением технологии шлифования «по сухому» с использованием ротационно-вибрационной машины шлифовальными кругами с зерном Р120 и Р180. После шлифовки производят обдув сжатым воздухом.
Solid SPRAY наносится на поверхность распылением в 2-3 слоя при общей толщине 300 – 400 мкм и послойной сушке 20 – 30 минут при 20 ºС.
Следующей операцией является грунтование. Его следует производить сразу или с задержкой не более двух часов после окончания работ по подготовке поверхности.
Поверхности изделий из углеродистой стали, обезжиренные химическим методом, должны быть покрыты фосфатирующей антикоррозионной грунтовкой ВЛ-023.
Грунтовка ВЛ-023 применяется для фосфатирования металлических поверхностей. Наносится кистью, валиком, пневмо- и безвоздушным распылением. На 1 кг грунтовки добавляют 300 г растворителя Р-648. Толщина покрытия 8 – 12 мкм на 1 слой. Время высыхания 0,5 часа при 20 ºС.
На подготовленные поверхности наносится: двухкомпонентная эпоксидная грунтовка SG-64-0000/0 производства Германии или двухкомпонентная грунтовка ЭП-045 производства ОАО «Лакокраска» г. Лида.
Двухкомпонентная эпоксидная антикоррозионная грунтовка SG-64-0000/0 представляет собой двухкомпонентную систему, состоящую из полуфабриката грунтовки и отвердителя SH-23-000, смешиваемых перед применением. На 1 кг полуфабриката добавляют 30-100 г растворителя VS20-2183/0 и 200 г отвердителя. Время сушки 2 – 4 часа при 20 ºС. Толщина покрытия 60 - 80 мкм.
Грунтовка ЭП-045 на основе эпоксидной смолы представляет собой двухкомпонентную систему, состоящую из полуфабриката грунтовки и полиамидного отвердителя Э-45, смешиваемых перед применением. На 1 кг полуфабриката добавляют 500 г растворителя Р-5А и 140 г отвердителя. Время сушки 6 часов при 20 ºС. Толщина покрытия 25 мкм.
Подготовленный грунт послойно наносится на поверхность изделия распылительной головкой пистолета-краскораспылителя MVX мобильной установки с системой распыления AIRMIX производства Франции. На изделия малой площади допускается наносить грунт пневмораспылением при помощи покрасочного пистолета СО-71В производства России.
Контроль толщины покрытия грунта производится гребенкой по мокрой поверхности.
После полного высыхания грунта (4 часа при температуре 20 ºС) всю поверхность обрабатывают водостойкой шкуркой на тканевой основе №4 с применением шлифмашинки. После зачистки пыль необходимо сдуть воздухом и вытереть чистой ветошью.
Затем на изделия наносится:
Ø двухкомпонентная акрилово-полиуретановая краска PD-15.0000/0;
Ø двухкомпонентная полиуретановая эмаль УР-140;
Ø двухкомпонентная эпоксидная эмаль ЭП-140.
Двухкомпонентная акрилово-полиуретановая краска PD-15.0000/0 шелкоглянцевая с термостойкостью 100 ºС применяется для покраски деталей автомашин, цистерн, пеналов и т.д. Покрытие обеспечивает стойкость цветного оттенка, устойчиво к погодным условиям, конденсату и щелочным моющим растворам. На 1 кг полуфабриката краски добавляют 50 – 100 г растворителя DV30-2483/0 и 110 г отвердителя PH33-000. Наносится краска пневматически или кистью. Толщина покрытия 40 – 50 мкм. Время высыхания 3 – 12 часов при 20 ºС.
Двухкомпонентная полиуретановая эмаль УР-140 устойчива к изменению температур от – 40 ºС до + 50 ºС, применяется для окрашивания бензовозов, платформ, автомобилей, прицепов. Покрытие обладает повышенной стойкостью к бензину и маслам. На 1 кг полуфабриката эмали добавляют 200 г растворителя Р-189Д и 150 г полиизоционатного отвердителя. Наносится краска пневматически. Толщина покрытия 30 – 35 мкм на 2 слоя. Время высыхания 24 часа при 20 ºС.
Двухкомпонентная эпоксидная эмаль ЭП-140 на основе эпоксидной солы Э-41 применяется для окрашивания предваврительно загрунтованных поверхностей из стали. На 1 кг полуфабриката эмали добавляют 500 г растворителя Р-5А и 430 г отвердителя №2. Наносится краска пневматически или кистью. Толщина покрытия 45 – 50 мкм. Время высыхания 6 часов при 20 ºС.
Подготовленные ЛКМ наносятся на поверхность изделия распылительной головкой пистолета-краскораспылителя MVX мобильной установки с системой распыления AIRMIX. Контроль толщины покрытия производится гребенками по мокрому слою покрытия.
Допускается подкрашивать изделия специальным покрасочным пистолетом Professional 2002 (производства Италии).
Покраска и сушка осуществляются на покрасочном участке, после введения в работу покрасочно-сушильной камерыPL 16 MAXI данные работы будут осущестляться в ней.
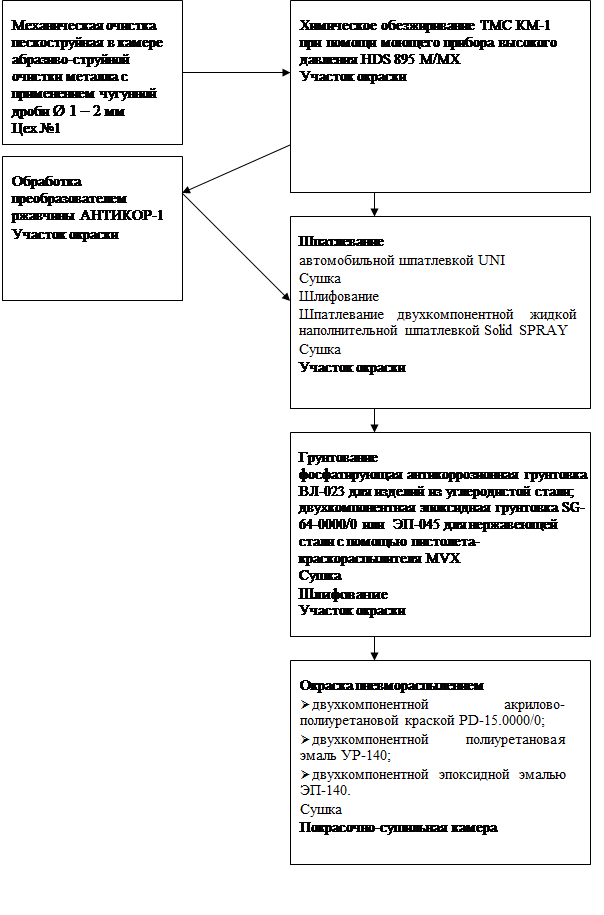
3. Схема техпроцесса окрашивания крупногабаритных изделий:
III. Экспериментальная часть
Подготовка образцов
Для проведения эксперимента образцы из конструкционной низколегированной стали для сварных конструкций 09Г2С окрашиваем согласно технологии, предварительно подготовив поверхность.
Поверхности первой группы образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного грунта ВЛ-023 зеленого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 30 минут наносим 1 слой эпоксидной грунтовки Э-045 бежевого цвета.
После полного высыхания грунта (6 часов при 20 ºС) всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя эмали ЭП-140 черного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 6 часов.
Поверхности второй группы образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного эпоксидной грунтовки SG-64-0000/0 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 4 часов всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя акрилово-полиуретановой краски PD-15.0000/0 оранжевого цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 12 часов.
Поверхности третьей группы образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя жидкой наполнительной шпатлевки Solid SPRAY серого цвета. Интервал времени между нанесением слоев 30 минут.
По истечение 30 минут после нанесения последнего слоя шпатлевки наносим 2 слоя антикоррозионной эпоксидной грунтовки SG-64-0000/0 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 4 часов всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя акрилово-полиуретановой краски PD-15.0000/0 оранжевого цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 12 часов.
Поверхности четвертой группы образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Обрабатываем обезжиренные поверхности преобразователем ржавчины АНТИКОР-1 с помощью кисти и выдерживаем при температуре 18 – 20 ºС в течение 24 часов.
Вытираем насухо ветошью поверхности, обработанные преобразователем. Наносим 2 слоя эпоксидной грунтовки ЭП-045 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
После полного высыхания грунта (6 часов при 20 ºС) всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя полиуретановой эмали УР-140 красного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 24 часа.
Поверхности пятой группы образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного грунта ВЛ-023 зеленого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 30 минут всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя эмали ЭП-140 черного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 6 часов.
|
из
5.00
|
Обсуждение в статье: Технология окрашивания крупногабаритных изделий |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы