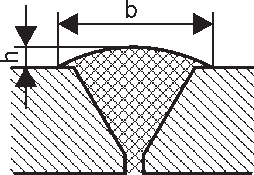
Стыковой V-образный со скосом двух кромок двухсторонний
S=S1
b
S2
3÷8
S+11
1±1
9÷14
S+13
2+1,0-2,0
15÷21
S+15
C9
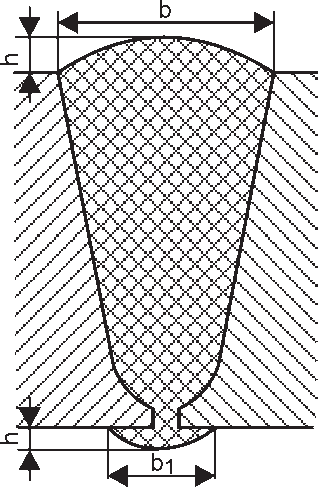
Стыковой V-образный со скосом двух кромок односторонний
22÷26
S+16
b1=10±4; h=3÷4
C11
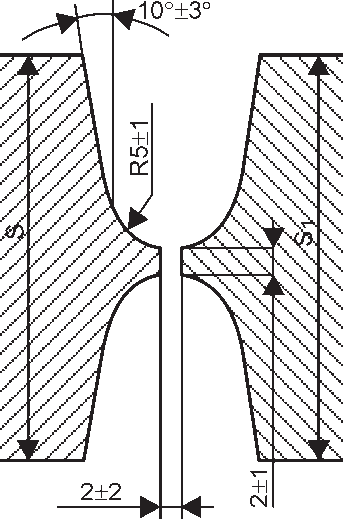
Стыковой V-образный с криволинейным скосом двух кромок двухсторонний
S
b
h
20÷23
S+9
0+5
24÷29
S+7
30÷33
S+4
34÷41
S
42÷49
S-3
50÷55
S-7
56÷60
S-12
b1=10±4
C15
Стыковой X-образный с двумя скосами двух кромок духстронний симметричный
S
b
h
12÷17
S+3
3
18÷29
S+1
4
30÷44
S-3
42÷50
S-8
51÷60
S-11
5
Тип сварных швов по ГОСТ
Наименование сварного соединения
Тип конструктивных элементов
Сварное соединение
Размер конструктивных элементов
C17
Стыковой X-образный с двумя криволинейными скосами двух кромок двухсторонний
S
b
h
30÷35
S-3
4
36÷41
S-7
42÷51
S-12
5
52÷60
S-24
У4
Угловой без скоса кромок двухсторонний
S=2÷30;
S1=2÷30
У5
Угловой без скоса кромок односторонний
S=1÷30;
S1=2÷30
У7
Угловой со скосом одной кромки односторонний
S
b
4÷7
S+11
8÷11
S+13
12÷17
S+15
18÷26
S+18
h=3÷4; S1≤S
У10
Угловой со скосом двух кромок односторонний
S
b
12÷14
S+12
16÷21
S+14
22÷26
S+15
h=4; S1=S
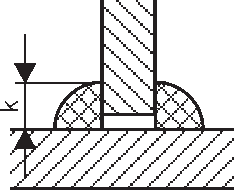
Т1
Тавровый без скоса кромок двухсторонний
S
K
3÷6
3÷4
7÷9
5
10÷30
6÷8
Тип сварных швов по ГОСТ
Наименование сварного соединения
Тип конструктивных элементов
Сварное соединение
Размер конструктивных элементов
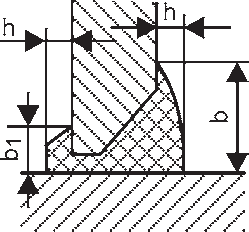
Т8
Тавровый со скосом одной кромки двухсторонний
S
b
h
4÷7
S+9
3±3
8÷11
S+11
12÷17
S+13
4±3
18÷26
S+16
5±3
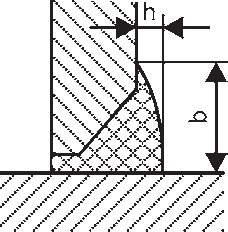
Т9
Тавровый со скосом одной кромки односторнний
b1=3
Т10
Тавровый со скосом двух кромок двухсторонний
S
b
h
12÷17
S+2
3±3
18÷25
S
5±3
26÷35
S-2
6±3
36÷47
S-3
9±3
48÷51
S-4
11±3
52÷60
S-5
13±3
H2
Внахлестку без скоса кромок двухсторонний
S=2÷60; k=S
H3
Внахлестку электрозаклепками
S≥2; d≥2S
H4
Внахлестку электрозаклепками
S≥2; m≥2S
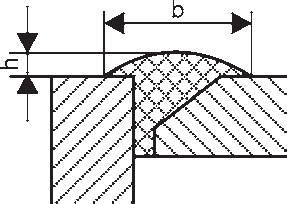
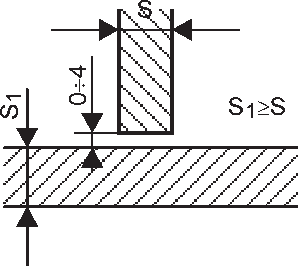
Сварка встык листов разной толщины показана на рис. 8. Соединение листов внахлестку лобовыми швами показано на рис. 9.
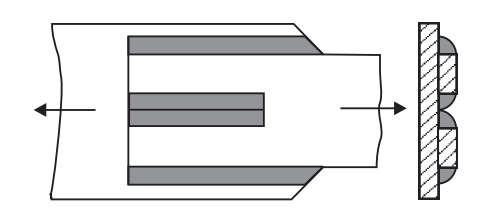
Соединение листов внахлестку фланговыми швами с усилением прорезными швами показано на рис 10.
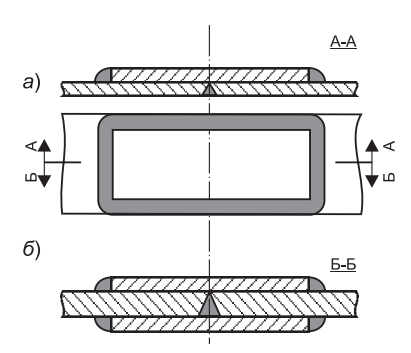
Соединение листов встык с накладками показано на рис. 11. Накладки приварены к листам лобовыми и фланговыми швами (средняя проекция общая для обеих соединений).
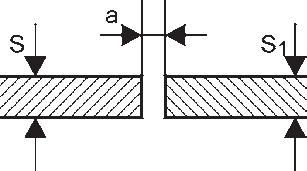
Рис. 8. Разделка кромок листов разной толщины для сварки в стык
Рис. 9. Соединение листов внахлестку лобовыми швами
Рис. 10. Соединение листов внахлестку фланговыми швами, усиленными прорезными швами
Рис. 11. Соединение листов встык с одной накладкой (а) и то же, с двумя накладками (б)
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения швов понимается, как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
· короткие — до 300 мм;
· средние — 300—1000 мм;
· длинные — свыше 1000 мм.
В зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различными способами (рис. 12).
Рис. 12. Схемы сварки: а — напроход; б — от середины к краям; в — обратно ступенчатым способом; г — блоками; д — каскадом; е — горкой; А — направление заполнения разделки: (стрелками указано направление сварки); 1—5 последовательность сварки в каждом слое
Короткие швы выполняют на проход — от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом. Швы большой длины выполняют двумя способами: от середины к краям (обратно ступенчатым способом) и вразброс.
При обратно ступенчатом методе весь шов разбивается на небольшие участки длиной по 150—200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8—10 мм) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20—25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов: заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200—300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200—300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что позволяет предупредить появление трещин. «Каскадный» метод является разновидностью горки.
При сварке горизонтальных швов на вертикальной плоскости (рис. 13, а) разделку делают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее, вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 13, б), за исключением листов толщиной до 1,5 мм.
Сварку потолочных швов (рис. 13, в) производят очень короткой дугой, при которой происходит короткое замыкание электрода на деталь. Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленый газовый поток, удерживающий электродный металл.
Рис. 13. Схематическое изображение работы при выполнении сварки различными швами: а — горизонтальный шов на вертикальной плоскости; б — вертикальный шов; в — потолочный шов. 1—3 — положение электрода в пространстве; 4 — покрытие электрода
Обеспечение нормативных требований по технологии и технике сварки — основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также при несвоевременном контрольном обмере шва.