 |
Главная |


Особенности конструирования литых деталей
|
из
5.00
|
Толщина стенок литых деталей
Стенки литых деталей (щитов, фланцев, корпусов) обладают неодинаковой прочностью в поперечном сечении из-за различий условий кристаллизации. Прочность максимальна в поверхностном слое, где вследствие повышенной скорости охлаждения металл приобретает мелкокристаллическую структуру и где образуются благоприятные для прочности остаточные напряжения сжатия. В поверхностном слое чугунных отливок преобладает перлит и цементит. Сердцевина имеет крупнокристаллическое строение с преобладанием феррита и графита, так как ее остывание происходит медленно. Чем массивнее отливка, тем больше разница между прочностью сердцевины и поверхностного слоя.
По этим причинам целесообразно выполнять стенки отливок наименьшей толщины, которая допускается условиями литья и прочностью детали. На рис. 2.1 приведены графики минимальной толщины стенок S, мм, для различных литейных сплавов в зависимости от приведенного габаритного размера детали N, мм, где
 ,
,
где a, b, h – соответственно длина, ширина и высота детали, мм.
 | |||
 | |||
Рис. 2.1. Зависимость толщины литой стенки от приведенного габаритного размера:
1 – стали; 2 – чугуны серые; 3 – алюминиевые сплавы
Графики даны для наружных стенок. Толщину внутренних стенок и ребер делают в среднем на 20% меньше, чем толщина внешних корпусных стенок, которые в основном и определяют прочность отливки.
Сопряжение стенок
Для одновременного затвердевания наружных и внутренних стенок отливки толщину внутренних стенок берут равной приблизительно 0,8 S, где S – толщина базовой наружной стенки. Переходы от стенки к стенке следует выполнять с галтелями. Радиус сопряжения зависит от вида сопрягаемых стенок. При сопряжении наружных стенок под прямым углом (см. рис. 2.2,а) вследствие концентрации теплового потока во внутреннем угле соединения образуется горячий узел, замедляющий остывание. Кроме того, это препятствует равномерной усадке металла, что способствует возникновению больших внутренних напряжений. Направления теплового потока при остывании показаны стрелками. На рис. 2.2,б показано, что плавный переход при соединении стенок способствует уменьшению концентрации теплового потока во внутренней области сопрягаемых стенок.
При выполнении сопряжения наружных стенок под прямым углом целесообразно выполнять скругление радиусом R = (2,0 – 2,5)S со смещенным центром (рис. 2.2,в), т.е. радиус сопряжения остается неизменным для наружного и внутреннего углов, а центр радиуса смещается по биссектрисе угла. Для улучшения теплоотдачи, повышения жесткости и предупреждения усадочных трещин полезно делать небольшие внутренние ребра, как показано на рис. 2.2,г. Во всех случаях, когда позволяет конструкция, целесообразно применять максимальные радиусы переходов, допускаемые конфигурацией детали. Не допускается соединение стенок под острым углом, так как это создает большой массив материала, возникновение больших напряжений во внешней части угла и, как следствие, появление в ней трещин.
На рис. 2.2,д показаны рекомендуемые радиусы скруглений для Т-образных сочленений, а на рис. 2.2,е для соединения стенок с фланцами. Здесь S0 = 0,5 (S1 + S2).
На рис. 2.2,ж-и показаны формы сопряжения стенок с бобышками, которые выполняются для создания элементов крепления различного рода. Величина бобышки определяется диаметром выполняемого отверстия d и его глубиной. Указанные величины радиусов сопряжения являются минимальными. Часто сопряжения выполняют радиусом R = (3 – 5)S. Найденные из приведенных соотношений значения радиусов в миллиметрах округляют до нормированных величин.
R = 1, 2, 3, 5, 8, 10, 15, 20, 25 и т.д.
   |
Рис. 2.2. Виды сопряжений стенок отливок
Фланцы и отверстия
Толщина фланца зависит от толщины стенки, у которой он отливается. Фланец должен быть прочным, но излишняя его толщина
может привести к короблению стенки и плоскости сопряжения фланца с другой плоскостью. При толщине стенки изделия S толщину фланцев, обрабатываемых с одной стороны, делают в среднем равной (1,5 – 1,8)S; обрабатываемых с двух сторон – (1,8 – 2,0)S. Обработка с двух сторон ослабляет фланец.
   |
Рис. 2.3. Выполнение фланцев и отверстий в них
√ – обозначение обработки данной поверхности
На рис. 2.3 приведены соотношения толщины фланцев в зависимости от их возможного исполнения. Для повышения прочности и жесткости фланцы соединяют со стенками ребрами жесткости (см. рис. 2.3,в) или придают фланцам коробчатые формы как показано на рис. 2.3,г).
Часто во фланцах, да и в других элементах литых деталей, необходимо выполнить отверстия. Отверстия с малой величиной диаметра отлить затруднительно, так как специальные вставки, называемые стержни, коробятся при малой их толщине и большой длине. Для определения минимального диаметра отверстия dmin, мм, получаемого отливкой, можно пользоваться формулой
dmin = d0 + 0,1h, (2.1)
где d0 – минимально допустимый диаметр отверстия для данного материала сплава, мм; h – длина отверстия, мм.
Для алюминиевых сплавов минимальный допустимый диаметр d0 составляет 5 мм, для чугуна – 7 мм; для сталей – 10 мм. Отверстия меньшего диаметра следует сверлить.
Отливка ребер


 Для увеличения жесткости, прочности и увеличения поверхности охлаждения применяют оребрение корпусов машин. Основными размерами ребра являются его толщина Sр у верхушки и высота h. Для ребер с высотой 20 – 80 мм существует норма уклонов. Основание ребер соединяют со стенкой галтелями радиусом R, который равен половине размера стенки S. При охлаждении ребро затвердевает ранее всего массива детали, что ведет к появлению в нем напряжений сжатия, а они благоприятны для повышения прочности ребра и всей детали в целом. Внутренние ребра выполняют как ребра жесткости, а не ребра охлаждения. Поэтому они имеют малую высоту. Для целей охлаждения используются наружные ребра, высота которых обычно составляет (3 – 6)S. Более высокие ребра плохо отливаются. Толщину наружных ребер при вершине делают равной (0,6 – 0,7)S.
Для увеличения жесткости, прочности и увеличения поверхности охлаждения применяют оребрение корпусов машин. Основными размерами ребра являются его толщина Sр у верхушки и высота h. Для ребер с высотой 20 – 80 мм существует норма уклонов. Основание ребер соединяют со стенкой галтелями радиусом R, который равен половине размера стенки S. При охлаждении ребро затвердевает ранее всего массива детали, что ведет к появлению в нем напряжений сжатия, а они благоприятны для повышения прочности ребра и всей детали в целом. Внутренние ребра выполняют как ребра жесткости, а не ребра охлаждения. Поэтому они имеют малую высоту. Для целей охлаждения используются наружные ребра, высота которых обычно составляет (3 – 6)S. Более высокие ребра плохо отливаются. Толщину наружных ребер при вершине делают равной (0,6 – 0,7)S.
Усадки
Известно, что большинство металлов имеет меньшую плотность в расплавленном состоянии и большую в твердом. Есть и исключения из этого правила. Изделия из черного металла и алюминия при остывании сжимаются, что вызывает изменение их размеров – усадку.
Усадкойназывают сокращение размеров отливки при остывании. Различают линейную и объемную усадку. Линейная усадка в процентах
 , (2.2)
, (2.2)
Где L – размер отливки при температуре затвердевания металла tС (точка солидуса); L0 – размер отливки после остывания до цеховой температуры t0; a – среднее значение коэффициента линейного расширения в интервале температур (tС – t0), град–1.
Коэффициент линейного расширения, для каждого металла имеет характерную величину, например:
| чугуны серые 0,010 – 0,012 чугуны высокопрочные 0,015 – 0,018 | стали углеродистые 0,018 – 0,020 алюминиевые сплавы 0,010 – 0,014 |
Усадку металла учитывают корректировкой размеров формы детали, моделей. Форма отливки должна облегчать усадку. В дисковом подшипниковом щите электрической машины с массивным фланцем под посадку подшипника диск застывает раньше и тормозит усадку: В диске развиваются напряжения сжатия, во фланце – напряжения растяжения. Для уменьшения усадочных напряжений целесообразно щиту придать коническую, сферическую или овальную форму, а в местах перехода фланца к стенкам можно выполнить ребра жесткости, как это показано на рис. 2.5.
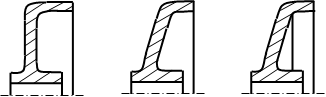 |
а) б) в)
Рис. 2.5. Формы щита подшипникового
Сводчатые, арочные, выпуклые, скорлупные формы уменьшают усадочные напряжения, улучшают условия охлаждения отливки и увеличивают прочность деталей. Повышается жесткость конструкции, что особенно важно для отливок из сплавов с низким модулем упругости, характерным для серых чугунов, и сплавов алюминия.
|
из
5.00
|
Обсуждение в статье: Особенности конструирования литых деталей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы