 |
Главная |


Последовательность выполнения работы
|
из
5.00
|
1. Ознакомиться с описанием конструкции изделия, его работой.
2. Ознакомиться с правилами выполнения сборочного чертежа ГОСТ 2.109-73 и ГОСТ 2.106-96 (спецификация).
3. На формате бумаги А2 (ватман) выполнить сборочный чертеж изделия в масштабе 1:1. Разъемные соединения на сборочном чертеже выполнить упрощенно (ГОСТ 2.315-68*).
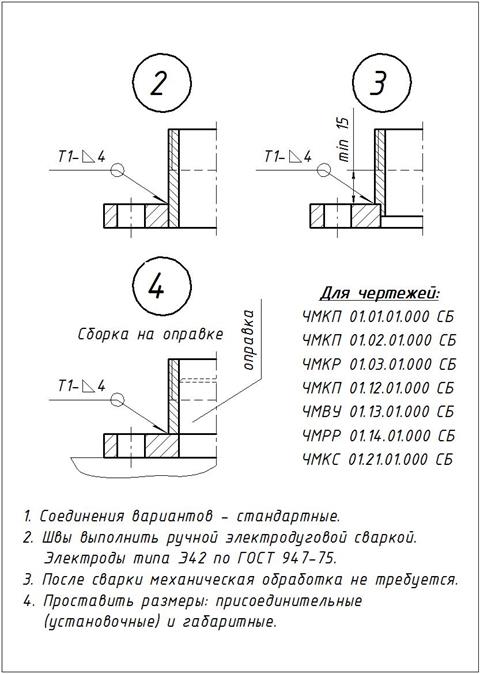
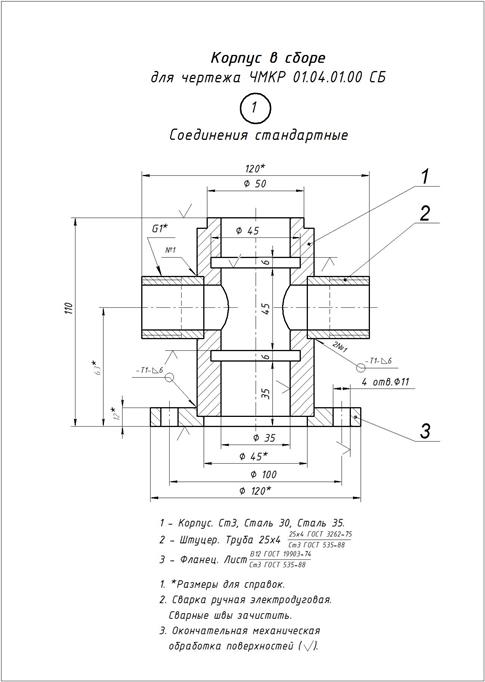
4. На сборочном чертеже проставить размеры: габаритные, присоединительные, установочные.
5. Составить текстовый документ - спецификацию на листах бумаги формата А4.
6. Спроектировать сварное изделие. Заменить литую деталь сварной.
Приложение 1
Конструкции сварных деталей пневматических и гидравлических агрегатов согласно вариантам заданий
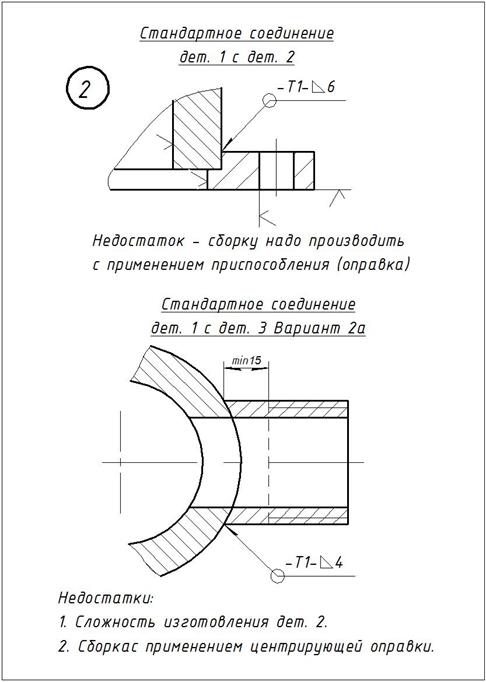
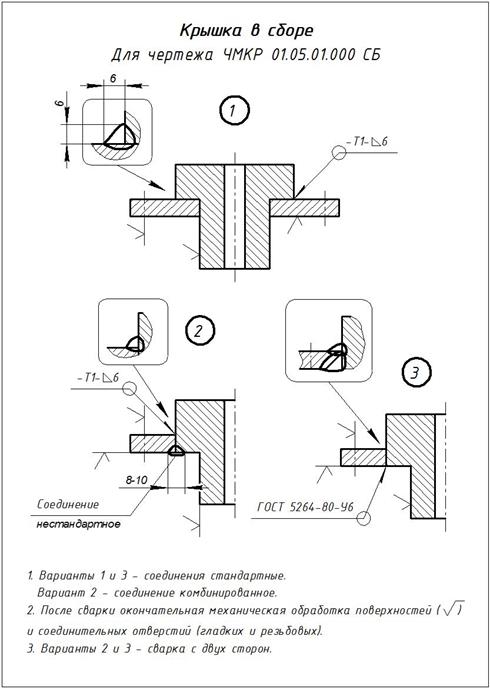
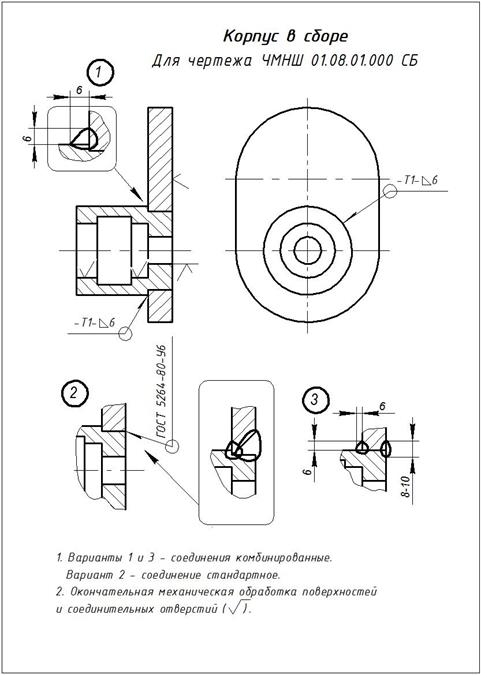
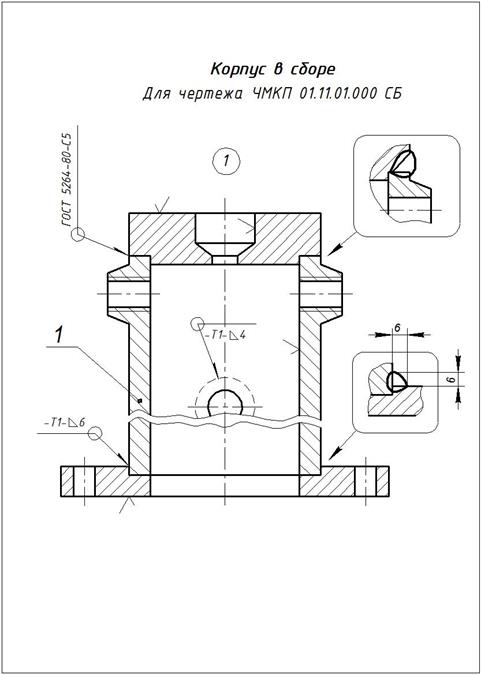
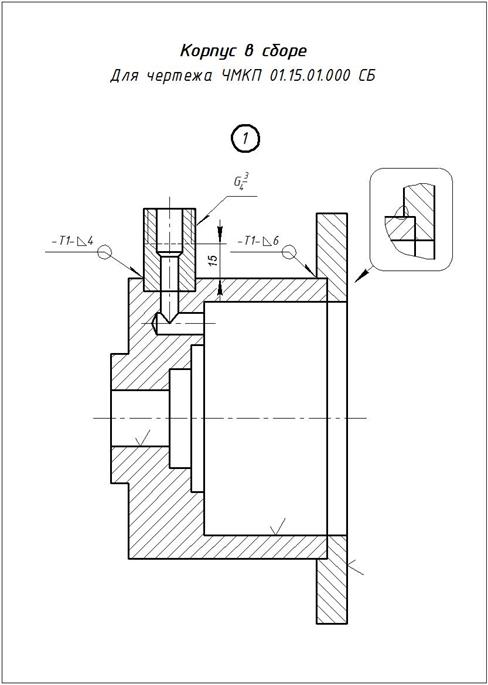
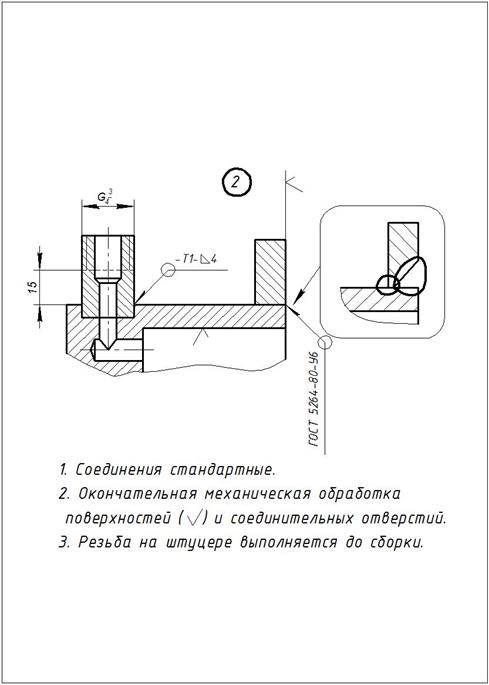
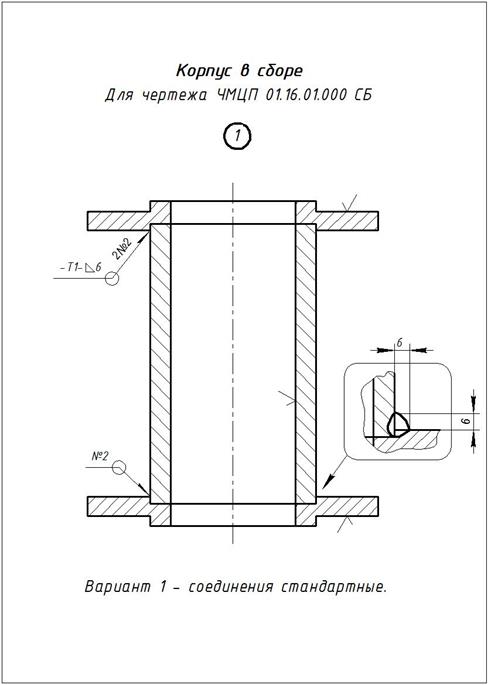
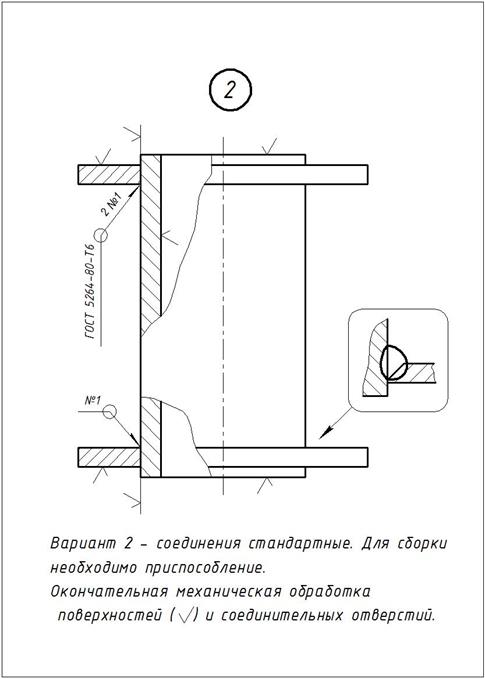
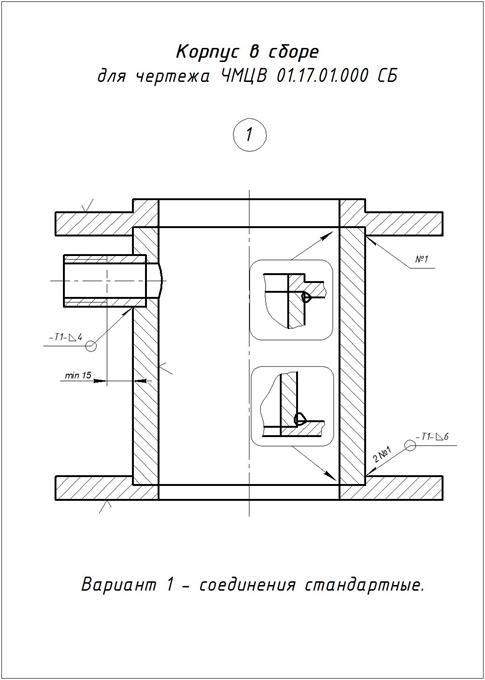
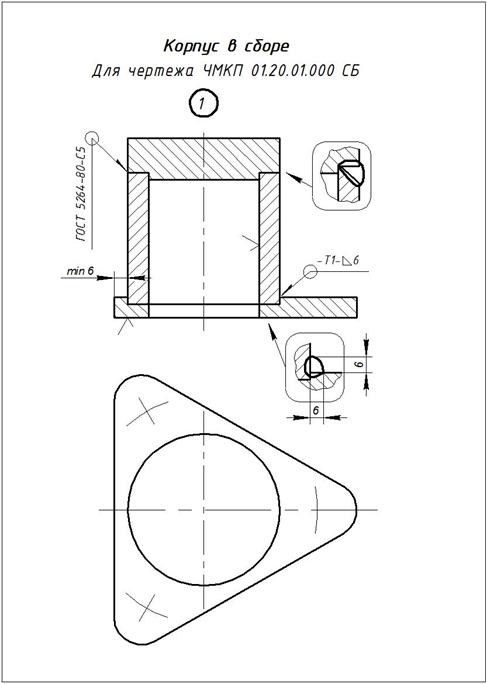
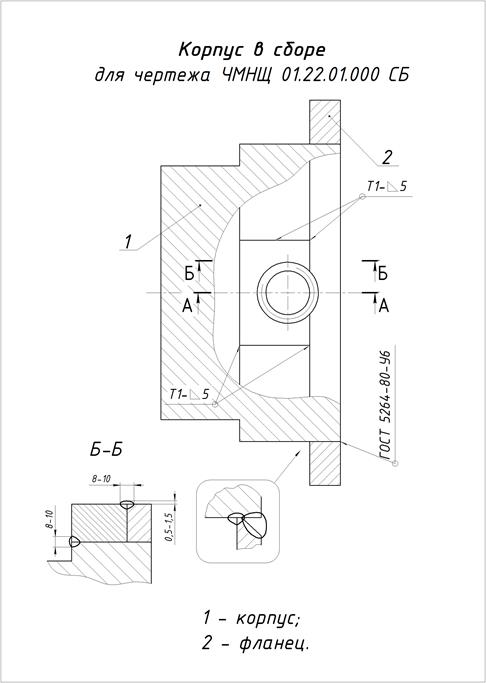
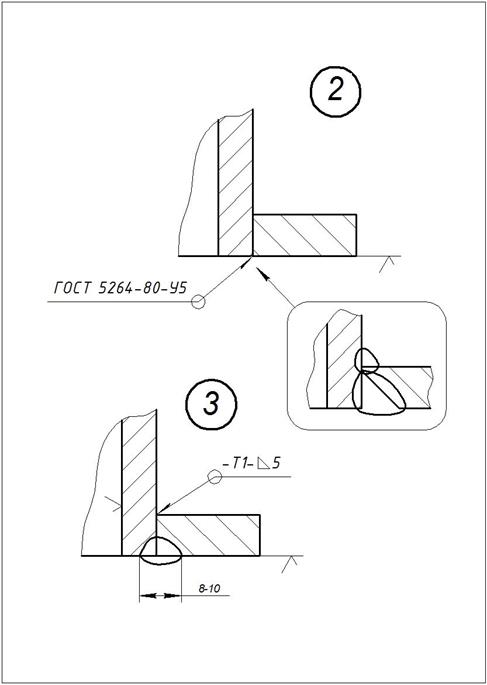
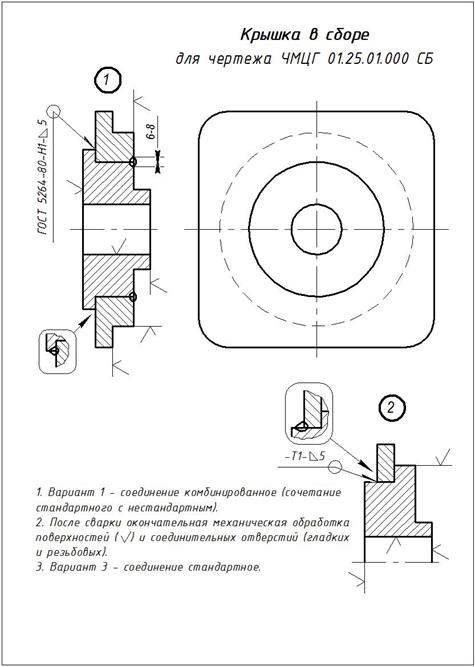
В учебном пособии приведены чертежи (эскизы) сварных деталей для выполнения п.п. 6 графической работы (корпуса насосов, фланцы, корпуса цилиндров и т.д.). Рассмотрено несколько вариантов конструктивных решений одной сварной детали. На чертежах не проставлены необходимые размеры. Проектировщик должен выбрать один из вариантов или разработать свой вариант сварной конструкции. При этом необходимо обеспечить надежность, минимальное количество наплавляемого металла, технологичность сборочно-сварочных операций, а также возможность исключения или уменьшения механической обработки после сварки.
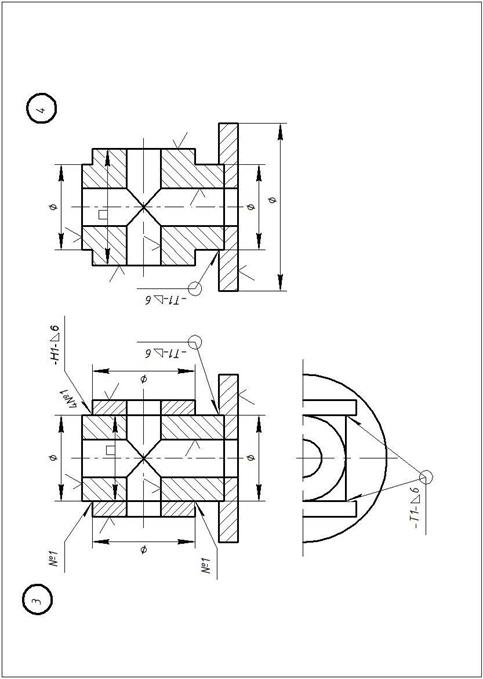
Недостатком процесса сварки является деформация изделий, вызванная неравномерным нагревом и охлаждением сварной детали. Деформацию можно уменьшить за счет уменьшения количества наплавляемого металла, симметричного расположения швов, сварки детали, закрепленной в приспособление, которое увеличивает жесткость детали.
Из-за деформирования сварных деталей приходится после сварки производить механическую обработку (точение, фрезерование, сверление, нарезание резьбы и т.д.). Величина припуска для рассматриваемых деталей составляет 0,75-1,5 мм на одну сторону. Поверхности, которые обрабатываются после сварки, на чертежах обозначены знаком √.
Для наглядности в замкнутом контуре чертежей показана конструкция соединения и сечение шва детали. Выносной элемент зоны сварного шва обозначить на чертеже согласно ГОСТ 2.305-68 (см. раздел ГОСТа - выносные элементы).
Чугун относится к плохо свариваемым материалам. Входящие в сборочную единицу детали должны быть изготовлены из стали, которая хорошо сваривается. К таким сталям относятся малоуглеродистые стали Ст. 2, Ст.З, Ст. 4, литейные стали 25Л, 35Л.
В рассматриваемых примерах сварные швы выполняются ручной электродуговой сваркой (РЭДС) с применением покрытых металлических электродов типа Э42, Э45 по ГОСТ 9467 - 75, где Э - электрод; цифры 42, 45 - предел прочности наплавленного металла в кгс/мм2 .
Ниже приведены эскизы сварных деталей ряда пневматических и гидравлических агрегатов, предлагаемых для выполнения графических работ:
| ЧМКП 01.01. .. (Вариант 1) | ЧМРР 01.14. ... |
| ЧМКР01.02. ... (Вариант 2) | ЧМЦП 01.15. .. |
| ЧМКП 01.03. .. (Вариант 3) | ЧМЦП 01.16. .. |
| ЧМКП 01.04. .. | ЧМЦВ 01.17. .. |
| ЧМВУ 01.05. .. | ЧМНШ 01.18. . |
| ЧМВУ 01.06. .. | ЧМКП 01.19. .. |
| ЧМВУ 01.07. .. | ЧМКП 01.20. .. |
| ЧМНШ 01.08. . | ЧМКС 01.21. .. |
| ЧМНП 01.09. .. | ЧМНЩ 01.22. . |
| ЧМНШ 01.10. . | ЧМЦУ 01.23. .. |
| ЧМКП 01.11. .. | ЧМЦГ 01.24. .. |
| ЧМКП 01.12. | ЧМЦГ 01.25. .. |
| ЧМВУ 01.13. .. | ЧМКД 01.26. .. |















Приложение 2
|
из
5.00
|
Обсуждение в статье: Последовательность выполнения работы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы