 |
Главная |


Испытания арматурной стали на растяжение
|
из
5.00
|
Физико-механические испытания арматурной стали заключаются в испытании ее на растяжение для определения относительного удлинения после разрыва, предела текучести и временного сопротивления разрыву, а также в испытании стержневой арматуры на загиб в холодном состоянии и арматурной проволоки на перегиб.
Для испытания арматурной стали на растяжение полную длину образца выбирают с таким расчетом, чтобы его рабочая длина (часть образца, расположенная между губками захвата разрывной машины) составляла: для стали диаметром (d) до 20 мм – не менее 200 мм, свыше 20 мм – не менее 10 мм.
Таким образом, полная длина образца для стали диаметром до 20 мм принимается 300…350 мм, при диаметре 20…30 мм – 400…450 мм и при диаметре 32…40 мм – 550…600 мм.
Отобранные для испытания образцы измеряют и взвешивают с точностью до 1 г – при диаметре образца менее 10 мм, 2 г – при диаметре 10…20 мм и 10 г – при диаметре образца более 20 мм. Длину измеряют с точностью до 0,5 мм. По значениям длины и массы определяют площадь поперечного сечения образца F0, м2:
 ,
,
где m – масса образца, кг; l – длина образца, м; r – плотность стали (r = 7850 кг/м3).
Для круглых гладких образцов диаметром от 3 до 40 мм допускается вычислять площадь поперечного сечения по фактическому диаметру образца. Для этого с помощью штангенциркуля определяют фактический диаметр образца в трех местах по длине (в середине и по концам рабочей части образца), каждый раз в двух взаимно перпендикулярных направлениях. Затем вычисляют средний фактический размер.
После определения площади поперечного сечения образца производят его кернование. Для этого по длине рабочей части образца вручную с помощью кернов или на делительной машине наносят риски.
Подготовленный к испытаниям образец устанавливают в захваты машины и закрепляют в них.
При проведении испытаний следят за нарастанием нагрузки по движению стрелки силоизмерительного прибора и за деформацией образца по диаграмме растяжения. Сначала стрелка будет двигаться равномерно, и на диаграмме растяжения (рис. 2.11),
выражающей зависимость между нагрузкой (вертикальная ось) и
абсолютным удлинением образца (горизонтальная ось), это выразится наклонной прямой (от начала координат до точки 1), которая свидетельствует о том, что удлинение образца возрастает пропорционально нагрузке. Через некоторое время стрелка на какой-то момент остановится, а затем вновь начнет двигаться.
|
|
|
|
|
|
|
|

|
|
|
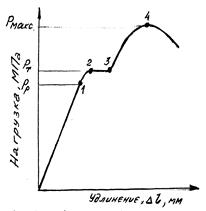
Рис. 2.11. Диаграмма растяжения:
а – с площадкой текучести, б – без площадки текучести
Явно выраженная остановка стрелки силоизмерительного прибора указывает, что нагрузка достигла величины Рт (точка 2), при которой деформация образца происходит без заметного увеличения нагрузки, т.е. образец самопроизвольно вытягивается, металл течет. На диаграмме растяжения появляется горизонтальный участок «2 – 3». Напряжение, при котором появилась текучесть стали, называется пределом текучести. После кратковременной остановки стрелка вновь начинает двигаться, что свидетельствует о возрастании нагрузки и деформации образца. Увеличение нагрузки производится до момента разрушения образца. Величину нагрузки Рмакс, вызвавшую разрушение образца, определяют по показанию контрольной стрелки на шкале силоизмерительного прибора и записывают в протокол. На диаграмме максимальная нагрузка наблюдается в точке 4.
При отсутствии на диаграмме растяжения площадки текучести (рис. 2.11, б) рассчитывают условный предел текучести — напряжение, при котором остаточное удлинение (пластические деформации) достигает заданной величины, обычно 0,2 %. Соответственно условный предел текучести обозначается σ0,2 и рассчитывается по формуле (2.3) с использованием в числителе Р0,2 взамен Рт.


Наиболее точная оценка величины σ0,2 может быть выполнена при использовании тензометров. Поскольку допуск по удлинению для расчета условного предела текучести относительно велик, его часто определяют графически по диаграмме растяжения, если последняя записана в достаточно большом масштабе (не менее 10:1 по оси деформаций).
Физический предел текучести арматурной стали (σт, МПа) вычисляют с точностью до 5 МПа:
 ,(2.3)
,(2.3)
где Рт – нагрузка, соответствующая пределу текучести, Н; F0 – площадь поперечного сечения образца, м2.
Временное сопротивление разрыву арматурной стали (σв, МПа),
 ,
,
где Рмакс – наибольшая нагрузка, предшествующая разрушению образца, Н.
Относительное удлинение после разрыва арматурной стали, %,
 ,
,
где l0 – начальная расчетная длина образца, на которой определяется удлинение, мм; lк – конечная расчетная длина, измеренная после разрыва образца на участке, включающем место разрыва, мм.
Величина l0 (фактическая) устанавливается стандартом и принимается равной: для арматурной стали с номинальным диаметром 10 мм и более – 5 d; для стали диаметром 9 мм и менее – 100 мм.
Результаты испытаний заносят в протокол и по полученным результатам с использованием данных табл. 2.16, приложений 17, 18, 19 и 20 делают вывод о марке исследуемой стали и классе арматурной стали.
Таблица 2.20
Механические свойства углеродистых сталей обыкновенного качества
| Марка стали | Предел текучести, кгс/мм2 (МПа) | Предел прочности при растяжении, кгс/мм2 (МПа) | Относительное удлинение, % |
| Ст0 Ст1 Ст2 Ст3 Ст4 Ст5 Ст6 Ст7 | – – 19…22 (190…220) 21…24 (210…240) 24…26 (240…260) 26…28 (260…280) 30…31 (300…310) … | Не менее 32 (320) 32…40 (320...400) 34...42 (340...420) 38...47 (380...470) 42...52 (420...520) 50...62 (500...620) 60...72 (600...720) 70 (700) и более | 18...22 28...33 26...31 21...27 19...25 17...20 11...16 8...11 |
2.6.4. Изучение структуры сплавов
системы «железо-карбид железа»
Состояние технических сплавов железа (стали и чугуна) в зависимости от их химического состава и температуры описывается диаграммой состояния системы «железо-углерод» (рис. 2.12).
Фаза – однородная часть системы, отделенная от других частей поверхностью раздела, при переходе через которую свойства сплава изменяются скачкообразно.
В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие составляющие:
аустенит – твердый раствор углерода в γ-железе с предельной концентрацией углерода 2,14 % при температуре 1145 °С; с понижением температуры до 727 °С концентрация углерода уменьшается до 0,8 %. Сталь со структурой аустенита немагнитна; имеет высокую пластичность и вязкость, низкий σв;обладает хорошей ковкостью и твердостью (HB = 1700…2200 МПа);
феррит – твердый раствор углерода в α-железе с предельной концентрацией углерода 0,02 % при температуре 727 °С; имеет малую твердость (НВ = 800 МПа) и высокую пластичность;
цементит – химическое соединение железа с углеродом Fe3C (6,67 % С); имеет большую твердость (НВ = 8000 МПа) и хрупкость, слабомагнитен, плохо проводит электрический ток и тепло;
перлит – механическая смесь (эвтектоид) феррита и цементита, образующаяся при эвтектоидном распаде аустенита; сталь (0,8 % С), имеющая структуру перлита, обладает большой прочностью (σв до 820 МПа) и твердостью (НВ до 2000 МПа);
ледебурит (4,3 % С) – механическая смесь (эвтектика) аустенита или перлита и цементита; при температуре ниже 727 °С аустенит превращается в перлит, при этом образуется смесь перлита и цементита; отличается высокой твердостью (НВ = 7000 МПа) и хрупкостью;
графит – углерод в свободном состоянии, располагающийся в основной массе металла и имеющий развитую объемную форму в виде пластинок; кроме пластинчатого графита можно получить графит компактных форм (шаровидный или хлопьевидный), образующийся в результате распада цементита или выделяющийся из пересыщенных твердых растворов железа с углеродом. Графит мягок и обладает низкой прочностью.
Основные свойства сплава определяются содержанием главной примеси – углерода. Взаимодействие углерода с α- или
γ-модификациями железа приводит к образованию железоуглеродистых сплавов, различных по строению и свойствам. Построение диаграммы состояния железо-углерод (цементит) дает представление о температурных и концентрационных границах существования этих сплавов.
На диаграмме состояния «Железо-цементит» (рис. 2.12) линия ACD – линия ликвидуса, выше ее сплав находится в жидком состоянии; линия AECF – линия солидуса, ниже ее сплав находится в твердом состоянии. При температурах, соответствующих линии AECF,заканчивается первичная кристаллизация. В точке С при концентрации углерода 4,3 % образуется эвтектика, которая носит название ледебурит. Линия PSK – эвтектоидная линия, на которой заканчивается процесс вторичной кристаллизации. Линия PS – линия нижних критических точек А1. Линия GSE – начало процесса вторичной кристаллизации твердого раствора. Линия GS – линия верхних критических точек А3; она показывает температуру выделения феррита из аустенита. Линия SE – линия верхних критических точек Ат; она показывает температуру начала выделения вторичного цементита и является линией предельной растворимости углерода в аустените.
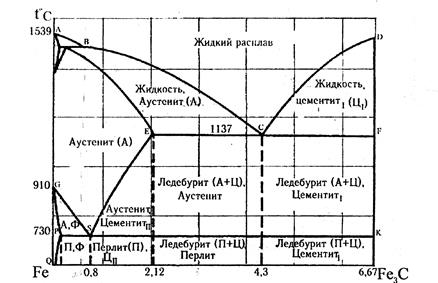
Рис 2.12 Диаграмма состояния железисто-углеродистых сплавов
Сплавы, содержащие до 2,14 % С, условно называют сталями, более 2,14 % С – чугунами. Сталь, содержащая 0,8 % С, называется эвтектоидной сталью; менее 0,8 % С – доэвтектоидной; более 0,8 % С – заэвтектоидной.
Диаграмму Fe–Fe3C используют для определения видов и температурных интервалов термической обработки стали; для назначения температурного интервала при обработке давлением; для определения температуры плавления и заливки сплава, его литейных свойств (жидкотекучести, усадки).
Основой процессов термической обработки является полиморфизм железа и его твердых растворов на базе α- и γ-железа. Полиморфные превращения стали данного состава происходят в определенном интервале температур, ограниченном нижней А1 и верхними А3 и Аm критическими точками.
В результате полиморфизма происходит перекристаллизация в твердом состоянии. Перекристаллизация – это изменение кристаллического строения стали при ее нагреве или охлаждении до определенных температур.
Таким образом, термическая обработка заключается в нагреве сплавов до определенных температур, выдержке их при этих температурах и последующем охлаждении с различной скоростью с изменением структуры сплава, а следовательно, и его свойств.
Перемена режима термической обработки позволяет получить различные физико-механические свойства и структуры железоуглеродистых сплавов.
Основными операциями термической обработки являются отжиг, нормализация, закалка и отпуск.
Отжиг – фазовая перекристаллизация, нагрев доэвтектоидной стали выше точки A3, заэвтектоидной – выше точки Ат с последующим охлаждением вместе с печью. При полном отжиге структура сплава состоит из феррита и перлита (доэвтектоидные стали) или из перлита и вторичного цементита (заэвтектоидные стали). Отжиг снимает внутреннее напряжение, понижает твердость и повышает пластичность, устраняет химическую неоднородность. Неполный отжиг – это нагрев выше точки A1, но ниже А3; происходит неполная фазовая перекристаллизация.
Диффузионный отжиг (гомогенизация) применяют для устранения дендритной или внутрикристаллитной ликвации в слитках легированной стали или крупных отливках. Отжиг проводят при температуре 1100....1200 °С в течение 8…20 часов.
В результате диффузионного отжига получают крупное зерно, поэтому слитки подвергают обработке давлением, а отливки для измельчения зерна – полному отжигу или нормализации.
Рекристаллизационный отжиг – нагрев выше температуры рекристаллизации (Трек) – применяют для устранения явлений, связанных с наклепом стальных изделий после их холодной деформации, в качестве промежуточной термической обработки. Температура нагрева в зависимости от состава стали 650...700 ºС. Продолжительность нагрева до 1,5 ч. При таком отжиге происходит рекристаллизация феррита, а также может протекать коагуляция и сфероидезация цементита, что значительно повышает пластичность стали и облегчает обработку давлением.
Отжиг для снятия внутренних напряжений применяют для
отливок, сварных изделий, а также других деталей, в которых в результате неравномерного охлаждения или неоднородной пластической деформации возникают остаточные напряжения. Температура отжига 350...600 ºС. Время отжига составляет обычно несколько часов.
Отжиг II рода заключается в нагреве стали до температур
выше точек Ас3 или Ас1, выдержке и последующем медленном охлаждении. В результате такого отжига протекают фазовые превращения, приводящие к получению равновесной структуры.
Полный отжиг заключается в нагреве доэвтектоидной стали до температуры, которая на 30...50 ºС выше точки Ас3, и выдержке ее при этой температуре. В результате нагрева образуется мелкозернистый аустенит, который при медленном охлаждении превращается в мелкозернистую равновесную структуру, обеспечивающую высокую вязкость и пластичность, а также возможность получения высоких свойств после окончательной термической обработки. Полному отжигу обычно подвергают сортовой прокат, поковки и фасонные отливки.
Нормализация – нагрев стали выше точки А3 с последующим охлаждением на воздухе; при этом достигается измельчение зерна и повышение прочности.
Закалка – нагрев стали выше точки А3 ибыстрое охлаждение в воде или масле; при этом повышаются ее твердость и прочность.
Регулируя скорость охлаждения стали из аустенитного состояния, можно получать различные структуры: мартенсит, троостит, сорбит и перлит.
Структура мартенсита образуется при быстром охлаждении в результате перехода решетки твердого раствора γ-железа (аустенита) в решетку твердого раствора α-железа (феррита) без выделения углерода из раствора. Переход γ-железа в α-железо сопровождается изменением объемов кристаллических решеток, что вызывает
появление внутренних дополнительных напряжений. Мартенсит
представляет собой пересыщенный раствор углерода в α-железе с искаженной кристаллической решеткой. Сплав со структурой мартенсита обладает большой твердостью и прочностью.
Структура троостита образуется при более медленном охлаждении и представляет собой смесь феррита и цементита с высокой дисперсностью. Троостит имеет меньшую твердость и прочность, чем мартенсит.
Для получения структуры сорбита охлаждение должно быть еще более медленным. При этом зерна феррита укрупняются, образуется мелкодисперсная ферритокарбидная смесь.
Структура перлита образуется в результате очень медленного охлаждения сплава вместе с печью и является у эвтектоидных сталей конечной структурой распада аустенита; у доэвтектоидных сталей конечной структурой будет грубая смесь феррита и перлита; у заэвтектоидных – смесь перлита и цементита.
Отпуск – нагрев ниже точки А1 и медленное охлаждение; его применяют как сопутствующую операцию после закалки для получения более устойчивых структур. Высокий отпуск (нагрев до температуры 700 °С) применяют для повышения пластичности и обрабатываемости при небольшом снижении прочности закаленной стали; низкий отпуск (нагрев до температуры 250 °С) применяют для повышения вязкости закаленной стали при сохранении прочности.
Температурный интервал при горячей обработке давлением находится ниже линии солидуса на 100…150 °С (верхний предел) и выше линии критических точек А3 на 25…50 °С (нижний предел).
Температуру плавления определяют по линии ликвидуса; температура заливки должна быть выше этой линии.При понижении температуры в аустените происходят превращения, связанные с уменьшением растворимости углерода в Feg и с фазовым переходом Feg Þ Fea (рис. 2.13 и 2.14).

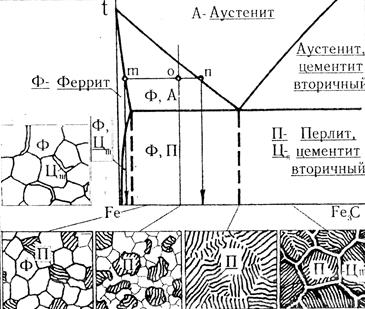
Рис. 2.13. Фрагмент диаграммы состояния и схема структур сталей
При содержании углерода в стали до 0,8 % превращение Feg Þ Fea начинается на линии GS.
В сплавах, содержащих более 0,8 % углерода, превращение аустенита начинается на линии ES с выделения по границам аустенитных зерен избыточного вторичного цементита ЦII (см. рис. 2.13). Температурные точки, соответствующие превращениям на линии ES, обозначают Аm. При уменьшении количества углерода в аустените до 0,8 при 723 °С процесс распада аустенита продолжается с одновременным выделением цементита и превращением аустенита в феррит. Распад аустенита при температуре 723 °С, обозначаемой А1, с одновременным выделением феррита и цементита называют эвтектоидным, а образующуюся эвтектоидную смесь – перлитом. Перлит бывает пластичным и зернистым. Механические свойства перлита зависят от дисперсности частичек цементита (sв = до 820 МПа, δ до 15 %, НВ до 2000 МПа).

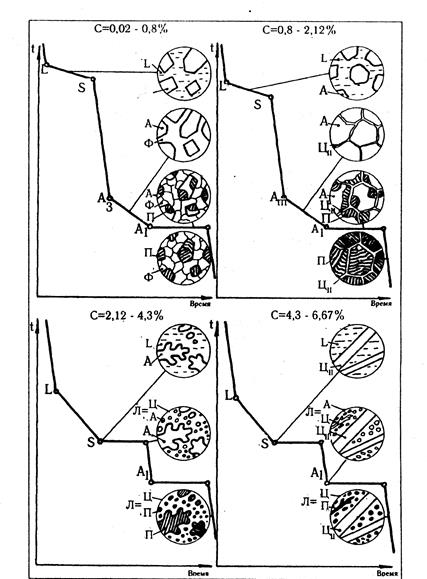
Рис. 2.14. Характерные линии охлаждения железисто-углеродистых сплавов и схемы формирования структуры
Растворимость углерода в феррите при охлаждении до 20 °С уменьшается с 0,02 до 0,006 %. В результате на границах зерен феррита выделяются прослойки цементита, называемого третичным цементитом ЦIII.
Сплавы с содержанием углерода С более 2,12 % – чугуны при быстром охлаждении кристаллизуются с образованием карбидной эвтектики.
В доэвтектических чугунах (2,12 < С < 4,3 %) при охлаждении ниже температуры ликвидуса – L (линия АС) кристаллизация начинается с выделения аустенита (см. рис. 2.14). Вследствие кристаллизации аустенита расплав обогащается углеродом до 4,3 %.
В заэвтектических чугунах (4,3 < С < 6,67 %) избыточной фазой при кристаллизации по линии ликвидус – CD является цементит. Выделившиеся из жидкости крупные кристаллы цементита называются первичным цементитом – ЦI.
При температуре солидуса S = 1130 °C кристаллизация жидкой фазы, содержащей 4,3 % углерода, происходит при одновременном выделении из нее кристаллов аустенита, содержащего 2,12 % углерода, и цементита с содержанием углерода 6,67 % (точка F). Образующаяся эвтектика называется ледебурит. В процессе охлаждения при температуре 730 °C (линия PSK, температура А1) происходит эвтектоидное превращение аустенита в перлит. Таким образом, при температуре 20 °C конечная структура – ледебурит представляет собой смесь кристаллов цементита и перлита.
Вследствие этого ледебурит отличается высокой твердостью (НВ = 7000 МПа) и хрупкостью.
Диаграмма состояния позволяет определить химический состав фаз сплава и соотношение их количества при заданной температуре и концентрации компонентов. Для этого через заданную точку О (см. рис. 2.13) проводим горизонталь до пересечения с линиями диаграммы, ограничивающими область существования соответствующих данной области диаграммы фаз сплава. Опустив перпендикуляры из полученных точек m и n на ось концентрации компонентов, определим химический состав фаз. В нашем случае при температуре 800 °C структура сплава, как видно из диаграммы, состоит из феррита и аустенита. В феррите содержится 0,01 % углерода, в аустените – 0,54 %. Соотношение массы аустенита и феррита определяется по соотношению длин отрезков, на которых линия сплава делит проведенную через точку О горизонталь:

Из диаграммы видно, что по мере охлаждения доля отрезка on увеличивается, т. е. увеличивается количество выделившегося феррита.
|
из
5.00
|
Обсуждение в статье: Испытания арматурной стали на растяжение |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы