 |
Главная |


Загрузчики листовых заготовок
|
из
5.00
|
Загрузка заготовок в штамп является одной из трудоемких операций в линиях штамповки средних и крупных деталей. Это обусловлено рядом факторов, связанных со спецификой листовых заготовок, характером технологической операции, конструкцией штамповой оснастки, кинематическими особенностями оборудования.
Механические платформы используют, как правило, при небольших массе (3—5т) и размерах в плане (1100Х 1200 мм) стопы исходных заготовок.
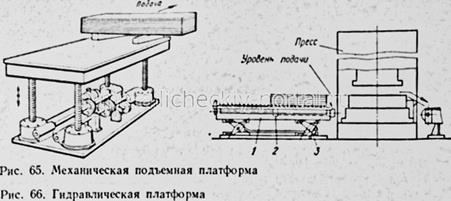
В платформе, показанной на рис. 65, подъемный стол смонтирован на четырех винтовых домкратах. Привод их осуществляется через зубчатые передачи от электродвигателя переменного тока. Устройство можно использовать как отдельно, так и совместно с листозагрузчиками полуавтоматического типа, устройство которых описано ниже. Для более удобного обслуживания устройство снабжено самостоятельным пультом управления.
Гидравлические платформы используют, как правило, при большой массе (5—15 т) стопы исходных заготовок. Грузоподъемность платформы, показанной на рис. 66, составляет 18 т. Подъемный стол 1 выполнен в виде рольганга. Гидравлический цилиндр 2, вмонтированный в стол, дает возможность выбрать оптимальное положение стопы заготовок относительно оси пресса при штамповке. Подъем стола осуществляется гидроцилиндром 3 через рычажную систему. Гидростанция расположена в нижней раме.
В некоторых случаях для привода механизма подъема используют шаговый гидроцилиндр, который с помощью специальной гидравлической и электрической схем управления автоматически поднимает стопу на заданный шаг при выработке стопы заготовок.
В механизированных и автоматических линиях штамповки подача тонколистовых штучных заготовок в штамп осуществляется с помощью листозагрузчиков. По принципу действия они могут быть автоматические и полуавтоматические.

Автоматические листозагрузчики используют для подачи заготовок в штамп, а также для выполнения подготовительных операций (поштучное отделение заготовок от стопы, предварительная ориентация, нанесение технологического смазочного материала, контроль сдвоенных заготовок и др.) без участия оператора, в функции которого входит лишь наблюдение за правильностью работы автоматического комплекса и пополнение листозагрузчика заготовками.
При работе автоматического листозагрузчика (рис. 69) листовые заготовки из накопителя 1 с помощью подъемника 2 поштучно передаются на транспортирующий механизм 3. Наличие слипшихся заготовок контролируется с помощью устройства 4 до или в процессе их перемещения. На предзагрузочной позиции 5 производится ориентация заготовок и нанесение на них устройством 6 технологического смазочного материала, после чего заготовки с помощью досылателя 7 загружаются в штамп. Для надежного отделения штучных заготовок от стопы накопители, как правило, оснащают магнитными (электромагнитными) распушителями 8. Автоматические листозагрузчики некоторых моделей содержат и другие устройства (например, накопитель слипшихся заготовок, узлы подката-отката листозагрузчика, узел приема освободившейся специальной тары для заготовок). Листозагрузчики этого типа являются головными механизмами в механизированных и автоматизированных линиях штамповки крупных деталей, на которых, как правило, штампуют 4—5 деталей. Производительность таких линий достигает 12—15 шт/мин.
Полуавтоматические листозагрузчики (см. рис. 69) осуществляют только подачу заготовок в штамп, а все подготовительные операции выполняются оператором. Работает листозагрузчик этого типа следующим образом. Оператор вручную снимает поштучно заготовки со стопы, находящейся в накопителе 1 (магазине) (обычно это подъемная платформа), и сбрасывает их по наклонному лотку-рольгангу 9 на предзагрузочную позицию 5, где происходит их предварительная ориентация. Затем заготовка досылателем 7 подается в штамп. Технологический смазочный материал наносится вручную или специальным устройством 6 в процессе перемещения заготовки на позицию 5.
Листозагрузчики этого типа, как правило, используют в механизированных многономенклатурных линиях штамповки производительностью 5—8 шт/мин, что определяется физической возможностью человека-оператора.
Возможности листозагрузчика и его типоразмер характеризуются размерами подаваемых заготовок в плане и ходом подачи. О степени совершенства машины свидетельствует также наличие механизмов, осуществляющих подготовительные операции.
Клещевые подачи
Клещевые механизмы обеспечивают более высокую точность и стабильность шага, чем валковые; скорость подачи достигает 0,4—0,7 м/с (реже до 1 м/с) для подач с индивидуальным приводом и 0,8—1,4 м/с для подач с приводом клещевой каретки вала пресса. Кроме высокой точности по шагу преимущество клещевых подач является возможность подачи тонких (толщиной 0,3 мм), а также мягких и многослойных материалов без повреждений их поверхности.
Клещевые подачи применяют для ленты толщиной 0,1—4 мм, их можно использовать для материалов с многослойным покрытием и высоким качеством отделки поверхности. Точность клещевых подач достигает ±0,01 мм при скорости до 1,33 м/с и мало зависит от шага подачи. При последовательной штамповке в ленте клещевые подачи обеспечивают точность шага без применения ловителей или шаговых ножей в штампе. Шаг клещевых подач составляет до 300 мм при механическом приводе каретки (от вала пресса) и до 1600 мм — при индивидуальном приводе.
К основным узлам клещевой подачи относятся подвижная каретка с клещами, неподвижные клещи и привод с механизмом регулировки шага подачи.

Для зажима клещей используют механическую систему, пневмо- или гидроцилиндры. Индивидуальный привод зажима более прост и надежен, но срабатывает медленнее и усложняет схему управления. Усилие зажима ленты клещами составляет 30—50 кН/м (по ширине ленты). Тяговое усилие, развиваемое клещевой подачей, зависит от массы подаваемой части ленты. Например, для ленты сечением 250x3 мм тяговое усилие составляет 5 кН, а для ленты 1000x3,5 мм — 27 кН. Подающая каретка приводится от вала пресса, от верхней части штампа, либо от индивидуального пневмо- или гидроцилиндра. Механический привод допускает более высокие скорости перемещения каретки и обеспечивает высокую надежность работы. Индивидуальный привод допускает многократную подачу, позволяя таким образом, получать практически неограниченный шаг. Однако при индивидуальном приводе усложняется схема управления, а следовательно, понижается надежность работы.
|
из
5.00
|
Обсуждение в статье: Загрузчики листовых заготовок |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы