 |
Главная |


Литье выжиманием (сущность процесса, особенности)
|
из
5.00
|
Сущность этого способа литья заключается в том, что для улучшения заполнения формы, и повышения качества отливки
процесс осуществляют так, чтобы геометрические размеры полости
формы изменялись по мере заполнения расплавом и затвердевания отливки. Это позволяет уменьшить потери теплоты расплавом, и заполнять формы тонкостенных крупногабаритных отливок, а также осуществить компенсацию усадки отливки путем уменьшения ее объема при кристаллизации. .
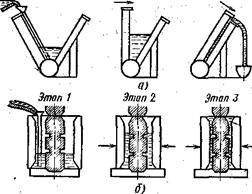 Первая из указанных особенностей формирования и в значительной мере вторая реализуются при литье выжиманием тонкостенных крупногабаритных отливок; предложенном Е, С. Стебаковым. Процесс может быть осуществлен по двум, схемам: поворотом подвижной полуформы вокруг неподвижной оси (рис. 6.6, а) и плоскопараллельном перемещением одной или двух подвижных полуформ (рис.6.6,б)
Первая из указанных особенностей формирования и в значительной мере вторая реализуются при литье выжиманием тонкостенных крупногабаритных отливок; предложенном Е, С. Стебаковым. Процесс может быть осуществлен по двум, схемам: поворотом подвижной полуформы вокруг неподвижной оси (рис. 6.6, а) и плоскопараллельном перемещением одной или двух подвижных полуформ (рис.6.6,б)
После подготовки и сборки формы производят заливку расплава в нижнюю часть (металлоприемник) литейной установки (этап 1). Затем подвижную полуформу поварачивают (этап 2),
Рис. 6.6, Схемы технологических процессов литья выжиманием: а — поворотом подвижной полуформы; б — плоскопараллельным перемещением полуформ
и расплав поднимается в установке, заполняя полость между полуформами и боковыми стенками, закрывающими установку с торцов. В начальный момент сближения полуформ конфигурация объема расплава такова, что потери им теплоты в форме минимальны; в момент окончания сближения полуформ (этап 3} расстояние между ними соответствует толщине тела отливки, а движение излишка расплава, сливающегося из установки в приемный ковш, способствует уменьшению потерь теплоты и хорошему заполнению форм отливок с весьма малой (до 2 мм) толщиной стенки при их значительных (1000x3000 мм) габаритах. После затвердевания отливки подвижная полуформа возвращается в исходное положение, а отливка извлекается из установки.
Машины с поворотом подвижной полуформы применяют для изготовления тонкостенных крупногабаритных отливок типа панелей из алюминиевых сплавов, машины с плоскопараллельным перемещением полуформ — для отливок типа оболочек.
Отливки получают в песчаных формах, металлических формах со стержнями, комбинированных формах.
Поскольку таким способом производят тонкостенные отливки, то к точности технологической оснастки, ее жесткости, стойкости к короблению при эксплуатации предъявляются повышенные требования. Кроме того, в литейной установке предусматривают устройства для регулирования положения стер'жней и металлических форм при сборке, что необходимо для достижения требуемой точности отливок.
Основными параметрами технологического процесса являются скорость перемещения подвижной полуформы и закон скоростей подъема уровня расплава в установке, температуры заливки расплава в металлоприемник, начала выжимания, нагрева металлоприемника н металлических полуформ, а также толщина и свойства теплоизоляционного покрытия на поверхностях металлических полуформ.
Температуру за л и вки алюминиевых и магниевых сплавов в металлоприемник установки принимают в пределах Тлит + 80- 100 К, а начала выжимания Тлит +20 –40 К; для широкоинтервальных сплавов процесс выжимания начинают при температуре ликвидуса данного сплава.
Температура нагрева металлоприемника и металлических полуформ составляет обычно 473—593 К.
Закон скоростей подъема уровня расплава в установке принимают таким, чтобы, подойдя к рабочей полости формы, расплав приобрел оптимальную скорость течения 0,5 — 0,7 м/с. Рабочая полость формы должна заполняться с оптимальной постоянной скоростью. В конце процесса необходимо снижение скорости, чтобы исключить выброс расплава из установки по инерции. С учетом этого настраивают привод литейной установки.
Отливки, полученные литьем выжиманием, имеют хорошие структуру и механические свойства благодаря тому, что формирование отливки происходит одновременно с заполнением1 литейной формы и заканчивается в основном в момент окончания ее заполнения. Это обеспечивает питание затвердевающей отливки. Изготовляют отливки из алюминиевых сплавов АЛ2, АЛ4, АЛ9 и др.
Экономическая эффективность процесса литья выжиманием тонкостенных крупногабаритных отливок определяется исключением трудоемких операций штамповки, сварки, клепки, сборки многочисленных деталей в один узел, уменьшением массы конструкции таких узлов, снижением в несколько десятков раз трудоемкости их изготовления.
Билет 21
1.
|
из
5.00
|
Обсуждение в статье: Литье выжиманием (сущность процесса, особенности) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы