 |
Главная |


ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ НА ГОРИЗОНТАЛЬНОМ ОПТИМЕТРЕ
|
из
5.00
|
НА ГОРИЗОНТАЛЬНОМ ОПТИМЕТРЕ
Содержание и цель работы.
В процессе выполнения лабораторной работы необходимо:
- используя соответствующие нормативные документы, рассчитать исполнительные размеры гладкого калибра-пробки и определить требования к точности его формы;
- изучить принцип действия и устройство оптиметра и трубки оптиметра;
- освоить методику измерений цилиндрических деталей на горизонтальном оптиметре;
- провести измерение калибра-пробки и оценить его годность для эксплуатации.
Целью работы является усвоение основных понятий о калибрах, схемах расположения допусков изделий и калибров, схеме и принципе действия трубки оптиметра а также освоения методик измерения цилиндрических деталей на горизонтальном оптиметре с целью определения их размеров и частных видов отклонений формы
Основные понятия и определения по калибрам
2.1. Виды калибров.
Калибром называют специальное средство измерения, выполненное в виде меры, имеющей форму поверхности, сопрягаемой с измеряемым (контролируемым) объектом.
Различают калибры нормальные и предельные.
Нормальными называют калибры, размеры которых соответствуют номинальнымразмерам контролируемых деталей. Примерами нормальных калибров могут быть шаблоны, щупы, конусные калибры.
Предельными называют калибры, размеры которых соответствуют предельнымразмерам контролируемых деталей. Обычно используют комплект из двух предельных калибров: проходного (ПР) и непроходного (НЕ). Калибр ПР контролирует предельный размер, соответствующий максимуму материала у проверяемой детали, т.e. максимальный у вала и минимальный у отверстия. Калибр НЕ контролирует предельный размер, соответствующий минимуму материала у проверяемой детали, т.е. минимальный у вала и максимальный у отверстия. Деталь считается годной, если калибр ПР сопрягается с ней (т.е. "проходит"), а калибр НЕ – не сопрягается (т.е. "не проходит").
2.2. Размеры и допуски размеров калибров.
Для изготовления калибров установлены допуски, нормируемые ГОСТ 24853-81, которые зависят от номинального размера и допуска контролируемой детали. Отклонения размеров калибров задаются от предельных размеров контролируемой детали, т.е. от контролируемых границ, а не от номинального размера детали. На рис. 1 приведены схемы расположения полей допусков калибров для отверстия.
а)

б)
Рис. 1. Схема расположения полей допусков калибров для отверстий размером до 180 мм квалитетов 6,7 и 8:
а) в соответствии с ГОСТ 24853-81;
б) с использованием условных обозначений;
Dmax, Dmin — предельные размеры контролируемого отверстия;
Т — допуск на изготовление контролируемого отверстия;
Н — допуск на изготовление калибра;
Z — отклонение середины поля допуска на изготовление проходного калибра;
Y — допускаемый выход размера изношенного проходного калибра за границу поля допуска контролируемого отверстия
Расчет предельных размеров калибров-пробок производится по следующим формулам:


Пример. Определить предельные размеры проходного и непроходного калибров-пробок для контроля отверстия с номинальным диаметром D = 60 мм и полем допуска JS8.
По ГОСТ 25347-82 предельные отклонения контролируемого отверстия равны:
ES = + 0,023 мм
EI = - 0,023 мм
Предельные размеры контролируемого отверстия вычисляют следующим образом:


По ГОСТ 24853-81 в таблице допусков и отклонений калибров в строке для 8-го квалитета допусков изделий и в столбце интервалов размеров свыше 50 до 80 мм находим: Z = 7мкм; Y = 5мкм; Н = 5мкм; допуск на форму калибра IT2, что соответствует 3 мкм уже по ГОСТ 25346-82 для данного номинального размера D=60 мм.
Предельные размеры калибров-пробок ПР и НЕ для рассматриваемого примера равны:
ПРнб новый = 59,977 + 0,007 + 0,005/2 = 59,9865 мм
ПРнм новый = 59,977 + 0,007 – 0,005/2 = 59,9815 мм
ПРизнош = 59,977 – 0,005 = 59,972 мм
НЕнб = 60,023 + 0,005/2 = 60,0255 мм
НЕнм = 60,023 – 0,005/2 =60,0205 мм
Для облегчения работы изготовителю на чертеже калибра принято указывать не предельные размеры, а так называемый исполнительный размер (иногда его называют технологическим размером), т.е. размер с односторонним отклонением. В этом случае за номинальный размер принимают значение, которое достигается первым в процессе изготовления (у вала — это максимальный допустимый размер, у отверстия — минимальный) и задают одно отклонение "в тело" детали (т.е. для калибра в виде вала это будет отклонение в минус, а для калибра в виде отверстия — в плюс). Это отклонение численно равно допуску на изготовление калибра.
В приведенном примере калибры-пробки ПР и НЕ являются валами и для них исполнительные размеры будут равны:
для проходного калибра-пробки: ПPисполн = 59,9865-0,005 ;
для непроходного калибра-пробки: HEисполн= 60,0255-0,005
Исполнительные размеры калибров для контроля отверстий и валов с предпочтительными полями допусков для квалитетов с 6 по 17 приведены в ГОСТ 21401-75.
2.3. Конструкции калибров
В основу конструкций калибров положен так называемый принцип подобия, заключающийся в том, что проходной калибр должен быть прототипом сопрягаемой детали и контролировать в целом ее собираемость с сопрягаемой деталью, а непроходной — контролировать размеры детали в каждом сечении в отдельности.
Но этот принцип на практике не всегда полностью выдерживается. Так, калибр для проверки отверстия (калибр-пробка) хотя и имеет форму вала, сопрягаемого с отверстием, но не всегда его длина соответствует длине сопряжения, заданной для эксплуатации данного отверстия. А калибр для проверки валов чаще всего имеет форму не втулки, а скобы и называется калибр-скоба.
Изготавливают различные конструкции калибров в зависимости от их размеров. При выполнении лабораторной работы познакомьтесь с имеющимися в лаборатории калибрами разных конструкций.
2.4. Маркировка калибров
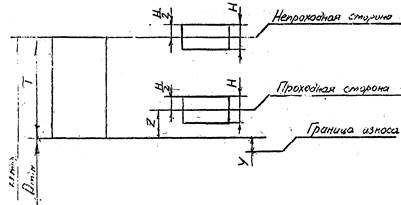
На нерабочей поверхности калибра указывают номинальный размер детали, для контроля которой он предназначен, и проверяемое отклонение размера этой детали (а не отклонение размера калибра). Например, двухсторонний калибр-пробка для контроля цилиндрических отверстий будет иметь маркировку, как показано на рис.2.
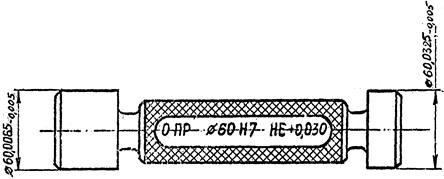
Рис.2. Эскиз двухстороннего калибра-пробки с указанием маркировки и исполнительных размеров.
На выданном калибре прочитайте маркировку: вид калибра (ПР или НЕ), значение номинального размера, обозначение поля допуска и значение проверяемого отклонения и запишите в тетрадь.
Основываясь на прочитанной маркировке, определите отклонения и допуск размера, а также допуск формы для выданного калибра, пользуясь ГОСТ 24353-81 и ГOCT 25346-82.
Постройте в тетради схему расположения поля допуска для заданного калибра, укажите на ней найденные величины, рассчитайте исполнительный размер калибра и запишите в тетрадь.
Выполните в тетради эскиз калибра с указанием маркировки и исполнительного размера (по примеру рис.2).
Калибры измеряют после изготовления, а также в процессе эксплуатации – периодически через определенные сроки, устанавливаемые на предприятии, эксплуатирующем данный калибр. Измеряют не только отклонения размера калибра, но и отклонения формы. Очень часто для этой цели используют оптико-механические приборы – оптиметры.
ОПТИМЕТР
Оптиметр – оптико-механический прибор для измерения линейных размеров. Оптиметр состоит из трубки оптиметра и устройств для установки трубки оптиметра и базирования измеряемой детали. По расположению линии измерения в пространстве оптиметры разделяют на вертикальные и горизонтальные. Различие состоит в конструкции устройств для установки трубки оптиметра и для базирования измеряемой детали. В горизонтальном оптиметре трубка оптиметра расположена горизонтально (рис.4), в вертикальном — вертикально (рис.5).
3.1. Трубка оптиметра – конструктивная схема и принцип действия
Трубка оптиметра является основным элементом оптиметра – его измерительным преобразователем. Принцип действия трубки оптиметра основан на сочетании принципа автоколлимации и оптического рычага.
Принципиальная схема трубки оптиметра (рис.3) включает в себя зеркало Б, направляющее поток света от источника А на пластину 1, заканчивающуюся призмой для освещения шкалы, нанесенной на стеклянной пластине 2 на некотором расстоянии от главной оптической оси параллельно вертикальной линии симметрии, призму 4, изменяющую направление лучей на 90°, объектив 3, зеркало 5, измерительный стержень 7 и окуляр 9, через который наблюдают изображение шкалы, перемещающееся при движении измерительного стержня 7. Зеркало Б может отсутствовать на трубке оптиметра, а освещение шкалы осуществляться светом, падающим непосредственно на пластину 2. Призма 4 использована в трубке оптиметра только для уменьшения габаритов и большего удобства в работе. Если угол наклона отражающего зеркала 6 к оптической оси равен 90°, то против неподвижного указателя, нанесенного на стеклянной пластине 3, устанавливается нулевое деление изображения шкалы на пластине 3. При осевом смещении измерительного стержня 7 угол наклона зеркала 6 к оптической оси изменится и изображение шкалы переместится относительно неподвижного указатели параллельно вертикальной линии симметрии.
Рис. 3. Принципиальная схема трубки оптиметра
Рис. 3.1. Расположение элементов принципиальной схемы в трубке оптиметра
Рис. 4.Общий вид горизонтального оптиметра

Рис. 5.Общий вид вертикального оптиметра
3.2. Конструкция горизонтального оптиметра и его основные характеристики.
(При дальнейшем чтении данного текста в лаборатории обращайтесь непосредственно к прибору и находите на нем указанные в тексте детали и узлы).
Горизонтальный оптиметр типа ИКГ состоит из следующих основных узлов (рис.4): основания 12 с направляющими валиками 10, левого и правого кронштейнов 1 для размещения и закрепления пинольной трубки 3 и трубки оптиметра 8, перемещаемых по направляющим валикам 10 и закрепляемых в требуемом положении винтами 18, и предметного стола с устройствами базирования измеряемой детали и ее ориентирования относительно линии измерения.
В пинольной трубке 3 установлен стержень, перемещаемый с помощью винта 2 и несущий измерительный стержень, на который ставится сменный измерительный наконечник 5. Для установки соосности измерительных наконечников 5 и 7 в пинольной трубке 3 предусмотрена возможность смещения измерительного стержня (вместе с наконечником) с помощью винтов 4 в двух плоскостях, перпендикулярных линии измерения. Рукоятка 19 служит для фиксации осевого положения измерительного стержня пинольной трубки. Пинольная трубка 3 и трубка оптиметра 8 фиксируются в кронштейнах 1 винтами 20 и 21 соответственно.
Предметный стол снабжен плавающей на шариках параллельно линии измерения площадкой 6 для размещения на ней измеряемой детали. Для закрепления детали на площадке предусмотрены Т-образные пазы для установки струбцинок. Предметный стол снабжен реечным механизмом вертикального перемещения с приводом от маховичка 16 и зажимом 15, реечным механизмом поперечного (по отношению к линии измерения) перемещения площадки с приводом от рукоятки 9. Для поворота площадки вокруг вертикальной оси имеется рукоятка 17. Для поворота стола вокруг горизонтальной оси служит головка эксцентрика 14 со стопором 13.
Таким образом, рукояткамиуправления 9, 14, 16, 17 можно придавать укрепленной на столе детали необходимое положение относительно линии измерения. Более подробно процесс измерения будет рассмотрен в следующем разделе. На трубке оптиметра устанавливают арретирдля отвода измерительного наконечника, при установке и снятии детали.
Основные метрологические характеристики горизонтального оптиметра типа ИКГ:
Диапазон показаний по шкале трубки оптиметра ±0,1 мм
Цена деления шкалы трубки оптиметра 0,001 мм
Диапазон измерения наружных размеров 0 – 350 мм
Измерительное усилие 200 сН
Пределы допускаемой погрешности:
на участках шкалы от 0 до ±60 мкм ±0,2 мкм
на участках шкалы свыше ±60 мкм ±0,3 мкм
На горизонтальном оптиметре можно измерять также и внутренние размеры в диапазоне от 13,5 до 150 мм при использовании специальных навесных дуг.
Вертикальные оптиметры (рис.5) отличаются от горизонтальных тем, что в них трубка оптиметра расположена вертикально (измерительный наконечник перемещается в вертикальном направлении), предметный столик может перемещаться также только в вертикальном направлении, а все перемещения детали в горизонтальной плоскости осуществляют руками. В вертикальном оптиметре отсутствует пиноль (с вертикальным оптиметром можно познакомиться в лаборатории).
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ НА ГОРИЗОНТАЛЬНОМ ОПТИМЕТРЕ.
При измерениях на оптиметре в основном реализуют метод сравнения с мерой, т.е. оптиметр по установочной мере (чаще всего по концевым мерам длины) настраивают на нуль, а измерение сводится к определению отклонения действительного значения размера измеряемой детали от размера установочной меры.
4.1. Настройка прибора на измеряемый размер
Настройку оптиметра производят по блоку концевых мер длины, имеющему размер, равный номинальному размеру измеряемого калибра. (Способы и приемы составления блока концевых мер длины посмотрите на плакате в лаборатории).
Блок концевых мер устанавливают на площадке столика оптиметра (рис. 4) и закрепляют струбциной.
Столик оптиметра поднимают, вращая маховик 16 до тех пор, пока измерительные поверхности блока концевых мер не установятся против измерительных наконечников. При отпущенных стопорных винтах 18 кронштейны 1 с пинольной трубкой и трубкой оптиметра перемещают так, чтобы измерительные наконечники трубок коснулись измерительных поверхностей блока концевых мер так, чтобы площадка столика при этом оказалась в среднем положении диапазона своего свободного перемещения, затем закрепляют кронштейны 1 винтами 18.
Вращением микровинта 2 пинольной трубки перемещают ее измерительный стержень чтобы ввести в поле зрения окуляра трубки оптиметра изображение шкалы, затем стопорят измерительный стержень винтом 19.
Для установки прибора на нуль необходимо ориентировать в пространстве блок концевых мер так, чтобы линия измерения являлась перпендикуляром к измерительным поверхностям блока. Это выполняется перемещением блока концевых мер в пространстве следующим образом.
Внимание! Все перемещения на приборе следует выполнять плавно, без значительных усилий!
За рукоятку 17 слегка поворачивают столик с блоком концевых мер вокруг вертикальной оси и, наблюдая за перемещением изображения шкалы в окуляре, останавливают столик при достижении наименьшего показания по шкале. (В общем случае при вращении столика все время в одну сторону изображение шкалы вначале перемещается в сторону уменьшения показаний, достигает минимума показаний и затем перемещается в сторону увеличения показаний. Необходимо остановить столик в положении, соответствующем наименьшим показаниям по шкале).
Затем при помощи эксцентрика 14, при отпущенном стопорном винте 13 слегка покачивают столик вокруг горизонтальной оси и стопорят его винтом 13 при наименьшем показании по шкале трубки оптиметра. Затем шкалу устанавливают на нуль вращением головки 2 при отпущенном винте 19. После установки шкалы на нуль закрепляют измерительный стержень пиноли винтом 19 и проверяют установку нуля шкалы. Если установка на нуль нарушена, то добиваются, чтобы при перезакреплении винтом 19 отсчет по шкале стал равным нулю. Затем проверяют правильность установки прибора на нуль перемещением столика вокруг горизонтальной и вертикальной осей так, как это было указано выше. При правильной установке на измеряемый размер наименьшее показание по шкале должно быть равно нулю. Возможна более простая проверка путем многократного арретирования измерительного наконечника 7 трубки оптиметра 8. Если многократное арретирование (3 - 4 раза) приводит каждый раз к различным показаниям, то прибор настроен неправильно (скорее всего плохо закреплены стопорные винты).
После окончательной установки прибора на нуль отпускают стопорный винт 15, отводят арретиром измерительный наконечник 7 трубки оптиметра 8, маховичком 25 осторожно опускают столик и снимают с него блок концевых мер.
4.2 Измерение калибра-пробки.
Измерение калибра производят в трех сечениях перпендикулярных оси калибра (по два измерения в каждом сечении – во взаимно перпендикулярных направлениях) (рис. 6) Крайние измеряемые сечения I и III должны отстоять не менее чем на 1 мм от краев фасок или закруглений.
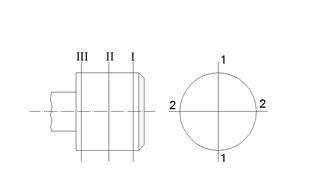
Рис. 6. Схема расположения измеряемых сечений калибра-пробки:
I, II, III — измеряемые сечения;
1-1, 2-2 — направления измерения в каждом из сечений.
Для записи результатов измерения начертите в тетради таблицу 1 и приступайте к измерению калибра.
Таблица 1.
| Шифр измерения | Показание прибора со знаком, мм | Действит. значения размера, мм | Значение отклонения формы в поперечном сечении, мм | |
| Сече-ние | направление | |||
| I | 1-1 | |||
| 2-2 | ||||
| II | 1-1 | |||
| 2-2 | ||||
| III | 1-1 | |||
| 2-2 |
Для измерения калибр-пробку торцевой поверхностью устанавливают на столик оптиметра и закрепляют струбциной с таким расчетом, чтобы калибр можно было ввести между измерительными наконечниками перемещением столика от рукоятки 9 в горизонтальной плоскости перпендикулярно линии измерения и чтобы калибр мог установиться между наконечниками благодаря наличию свободного плавающего хода площадки столика в направлении линии измерения.
Поднимают столик вращением маховичка 16 и устанавливают калибр на высоте измеряемого сечения по отношению к измерительным наконечникам. Перемещением столика рукояткой 9 вводят калибр между измерительными наконечниками при арретированном (нажатом) измерительном наконечнике трубки оптиметра. Отпускают рычаг арретира. Осуществляя поступательные перемещения столика рукояткой 9 от себя и к себе, находят наибольшее показание по шкале. Для того чтобы исключить влияние отклонения от перпендикулярности торцевой поверхности оси калибра поворотом столика вокруг горизонтальной оси при помощи эксцентрика 14 находят наименьшее показание по шкале трубки оптиметра, и снимают отсчет (с учетом его знака "+" или "–"). Отсчет со знаком записывают в таблицу 1. Выводят калибр из зоны измерения рукояткой 9. Открепляют струбцинку, поворачивают калибр вокруг оси примерно на 90°, вновь закрепляют струбцинку и повторяют измерения.
Отсчет по шкале трубки оптиметра показывает отклонение диаметра проверяемого калибра в измеряемом сечении от размера блока концевых мер длины, по которому прибор был установлен на нуль.
После окончания измерений необходимо проверить смещение нулевой установки прибора по блоку концевых мер. Если смещение нуля превышает 0,5 деления, то необходимо повторить настройку прибора на размер и измерения калибра.
|
из
5.00
|
Обсуждение в статье: ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ НА ГОРИЗОНТАЛЬНОМ ОПТИМЕТРЕ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы