 |
Главная |


Список использованных источников. Содержание и принципы выполнения задания
|
из
5.00
|
Содержание и принципы выполнения задания.
Задание 1.
Спроектировать технологический процесс изготовления детали с использованием операции гибки. Форма, размеры и материал детали выдаются преподавателем из таблиц 1,2,3.
Порядок выполнения задания:
1. Провести анализ конструкции детали. Для этого необходимо изучить требования, предъявляемые к деталям, получаемым штамповкой заготовок в инструментальных штампах. Они приведены в справочнике [1, с.280-282]. Затем проанализировать конструкцию заданной детали и сделать выводы о возможности изготовления детали штамповкой. При необходимости, с разрешения преподавателя, провести корректировку размеров детали. В заключении разработать технологическую схему(план)изготовления детали.
2. Определить размеры заготовки. Размер развёртки детали основан на равенстве длины исходной заготовки длине нейтрального слоя изогнутой детали. Более подробные сведения представлены в справочник [I, с.60-65].
3. Разработать карту раскроя листа. Решение этой задачи необходимо начинать с определения ширины полосы, используемой для вырубки заготовки. Для упрощения принимаем тип раскроя - прямой однорядный [1, табл.136]. Формулы дая определения ширины полосы принимаются по табл.142 [1], перемычки между вырубаемыми заготовками по табл. 13 9, допуски на ширину полос при отрезке на гильотинных ножницах - по табл 144.
Затем выбираются по ГОСТам габариты листов. Здесь необходимо учитывать, что масса полосы при ее подаче в штамп не должна превышать 12 кг., а длина 2,0 м. Рекомендуются листы выбирать шириной до 1500 мм и длиной до 2000 мм. При расположении полос на листе необходимо учитывать, что линии гиба должны преимущественно располагаться перпендикулярно направлению прокатки листа (его длине).
После выбора листа необходимо определить количество нарезаемых полос и заготовок из полосы, а также рассчитать коэффициент использования материала листа:

где f-площадь вырубаемой заготовки (без учета отверстий), п- количество заготовок из листа; Ал и Вл - ширина и длина листа.
Все расчеты должны выполняться для двух вариантой раскроя: либо для двух листов разных габаритов, либо при нарезке полос из одного листа вдоль и поперек направления проката. Для наиболее выгодного варианта необходимо составить карту раскроя листа, которая должна быть приведена в карте технологического процесса и в пояснительной записке. В заключении этой части работы необходимо определить усилие резки листа на гильотинных ножницах (с наклонным ножом)
где  - угол раствора ножей;
- угол раствора ножей;  -толщина листа;
-толщина листа;  - сопротивление материала
- сопротивление материала
срезу; k  1.3 - коэффициент, учитывающий изгиб листа при резке, неравномерность механических свойств и толщины материала, притупление режущих кромок ножей.
1.3 - коэффициент, учитывающий изгиб листа при резке, неравномерность механических свойств и толщины материала, притупление режущих кромок ножей.
По каталогу необходимо подобрать марку ножниц, а их основные характеристики привести в пояснительной записке.
4. Определить усилие вырубки заготовки - пробивки отверстий в инструментальном штампе.
При выполнении этих операций в штампах с параллельными режущими кромками усилие резания определяется по формуле:

Принимаем, что снятие отхода полосы в штампе производят подвижным съёмником: вырубленная заготовка удаляется либо на провал, либо выталкивается на поверхность штампа:

где kсн - коэффициент, зависящий от типа, толщины и ширины материала [ 1, табл.б].
Усилие проталкивания заготовки через проём матрицы:

где kпр - коэффициент, зависящий от способа выталкивания заготовки (отхода)
и толщины материала [ 1 .с.21 ]; п = h / S0; h - высота цилиндрического пояска (рабочей кромки) матрицы.
Рекомендуется Р, Рсн и Рпр для каждой операции (вырубки по наружному
контуру и пробивки отверстий) определять отдельно.
Полное усилие для выполнения совместной операции, которое используется
для подбора пресса, составит:

где k = 1,3 - коэффициент, учитывающий неравномерность механических свойств и толщины материала, притупление режущих кромок штампа.
5. Произвести подбор пресса для выполнения совмещённой операции по каталогу оборудования, исходя из следующих требований:
• Полного усилия штамповки -  ;
;
• величины рабочего хода ползуна;
• закрытой высоты штампа (ориентировочно Нзакр 150 );
• габаритов штампа в плане (ориентировочно:
(250... 300) х(350...400) ).
В пояснительной записке привести основные характеристики выбранного пресса.
6. Определить усилие гибки заготовки.
Основные формулы для расчёта данного параметра приведены в справочнике Ц табл.23].
7. Произвести подбор пресса для выполнения операции гибки, исходя из следующих требований:
• Усилия гибки;
• Величины хода ползуна - h (не менее 2-х высот детали);
• Габаритов штампа в плане (зависит от размеров заготовки и количества одновременно штампуемых деталей).
В пояснительной записке привести обоснование выбора и основные характеристики пресса.
8. Рассчитать параметры пружинения материала после выполнения операции гибки.
Детали, полученные гибкой, обычно не соответствуют форме деформирующего инструмента. Поэтому для получения изделия по чертежу необходимо произвести корректировку инструмента по углу и величине радиуса изгиба. Формулы для определения параметров пружинения при гибке деталей с
 имеют вид:
имеют вид:

где r- радиус закругления пуансона; r0 - внутренний радиус изогнутой детали (по чертежу);
 - угол пуансона с учётом корректирования;
- угол пуансона с учётом корректирования;  - угол, на который гнётся деталь; Е- модуль упругости материала детали.
- угол, на который гнётся деталь; Е- модуль упругости материала детали.
При  параметры пружиения удобно определять по графикам [1, рис.64,65].
параметры пружиения удобно определять по графикам [1, рис.64,65].
9.Разработать и оформить на бланках технологических карт маршрутно- операционный технологический процесс изготовления детали.
10. Оформить пояснительную записку с обоснованиями принятых решений и выполненных технологических расчетов.
Таблица 3. Типичные механические свойства листовых материалов.
| Марка мате- риала | Строение материала | 
| 
| 
| 
| 

| Е, МПа | n | K МПа |
| АМцАМ | Отожжен. | 
| 0,255 | ||||||
| Д16АМ | Отожжен. |
| 0,236 | ||||||
| Д16АТ | Закалка+ +Старе- ние | 
| 0,17 | ||||||
| АМг6М | Отожжен. | 
| 0,23 | ||||||
| Сталь10 | Закален. | 
| 0,158 | ||||||
| 30ХГСА | Отожжен. |
| 0,166 | ||||||
| 08Х18Н10 | Закален. | 
| 0,239 | ||||||
| Х15Н9Ю | Закалка+ +обраб. Холодом +отпуск. |
|
Пример.
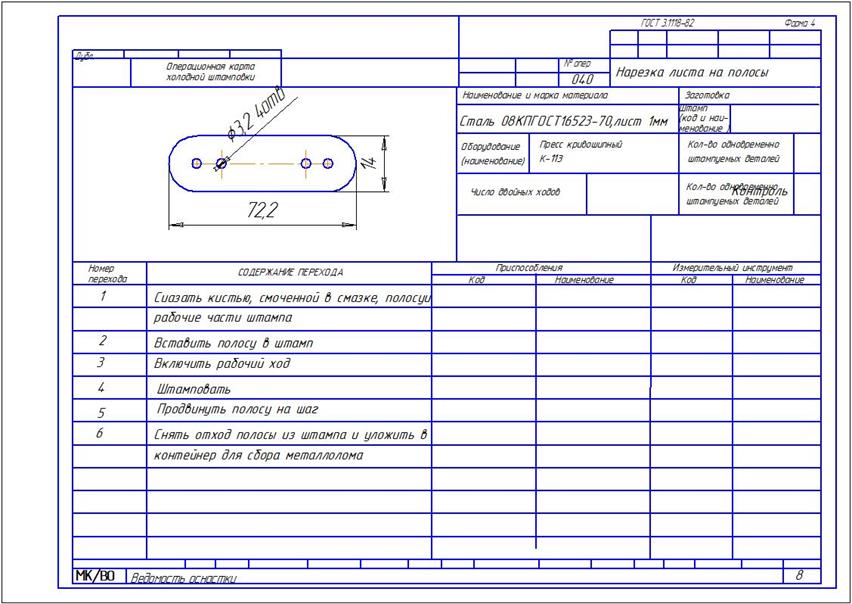
Необходимо разработать технологический процесс изготовления хомутика (материал-сталь 08КП л 1.0 ГОСТ 16523-70), представленного на рис.1.
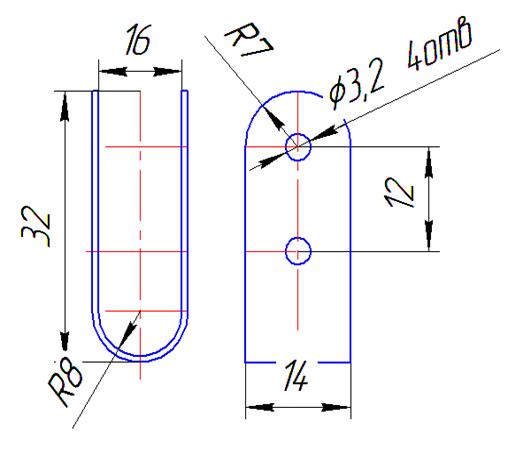
Рисунок 1. деталь, изготавливая гибкой в инструментальном штампе
Анализируя конструкцию и материал детали, принимаем следующую технологическую схему её изготовления: I Раскрой листа на полосы;
• Вырубка в штампе из полосы заготовки содновременной пробивкой в ней отверстий;
• Гибка заготовки в штампе;
• Доводка детали вручную.
Произведём для данной схемы расчёты технологических параметров.
1. Определим размеры развёртки детали:

 где 1пр = 2 • 23 = 46 мм-длина прямолинейных участков детали;
где 1пр = 2 • 23 = 46 мм-длина прямолинейных участков детали;
-длина прямолинейных участков детали;

 [1,табл.16]-коэффициент, учитывающий смещение нейтрального слоя.
[1,табл.16]-коэффициент, учитывающий смещение нейтрального слоя.
L=46+26,7=72,7мм
Итак, размеры заготовки для штамповки детали 72,7x14 мм.
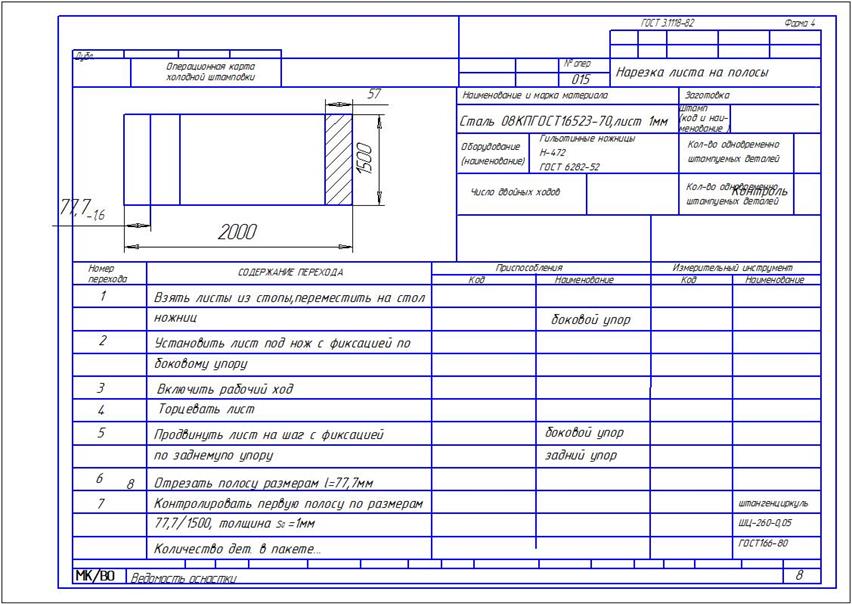
2. Произведём расчёт полосы для вырубки заготовки. Она в основном зависит от марки и толщины материала, величины перемычек между вырубаемыми заготовками, расположения заготовок в полосе, конструкции штампа, точности работы оборудования для раскроя листов, применяемых средств механизации подачи полосы в штамп.
Принимаем для разрабатываемого техпроцесса, что лист на полосы разрезается на гильотинных ножницах. Заготовки из полос вырубаются в штампе без бокового прижима полосы и с подачей материала в рабочую зону вручную. Формула для расчёта ширины полосы в этом случае имеет вид [1,табл. 142]:

b=1,2 мм [1,табл. 139] - величина перемычки между заготовками;
 = 0,8 мм [1, табл.144] - односторонний (минусовый) допуск на ширину полосы; z=l,0 мм [1, табл.143]- гарантийный зазор между полосой и направляющими штампа.
= 0,8 мм [1, табл.144] - односторонний (минусовый) допуск на ширину полосы; z=l,0 мм [1, табл.143]- гарантийный зазор между полосой и направляющими штампа.
В зависимости от расположения загот овки на полосе ширина полосы может быть следующая:

3 По ГОСТу выбираем листы габаритом 1000 х 2000 мм. При изготовлении деталей гибкой необходимо, по возможности, соблюдать правило, чтобы линия гиба не совпадала с направлением прокатки листа (рис.2).
Шаг расположения заготовок на полосе составляет:
|



Рисунок 2. Расположение полос при раскрое листа
4. Определяем количество заготовок, которое можно получить при раскрое
листов по вершинам «а» и «в»(табл. 4).
Таблица 4. Количество заготовок, получаемых из листов при различных вариантах раскроя.
| Габарит листа, МХМ | Вариант раскроя | Количество (шт.) | ||
| Полос из листа | Заготовок из полосы | Заготовок из листа | ||
| 1,0x2,0 | а б | 2000:77,7=25 1000:19=52 | 1000:15,2=65 2000:78,9=25 | 26x65=1625 52x25=1300 |
| 1,5x2,0 | а б | 2000:77,7=25 1500:19=78 | 1500:15,2=98 2000:78,9=25 | 25x98=2450 52x25=1950 |
5.Производим расчет коэффициентов использования материалов листов.

Для определения площади заготовки f разбиваем ее на фигуры простой геометрической формы - прямоугольник (площадь 58,7x14=821,8 мм  ) две концевые полуокружности (площадь
) две концевые полуокружности (площадь 
 Общая площадь заготовки f=821,8+153,86=975,7 мм .
Общая площадь заготовки f=821,8+153,86=975,7 мм .


Таким образом, для разработки техпроцесса изготовления деталей выбираем лист габаритом 1500 х 2000 и его раскрой по варианту "а".
6.  Подбор гильотинных ножниц производится исходя из усилия резания и ширины (длинной стороны) отрезаемой полосы. Усилие резания определяем по формуле:
Подбор гильотинных ножниц производится исходя из усилия резания и ширины (длинной стороны) отрезаемой полосы. Усилие резания определяем по формуле:
где S0 = 1.0 мм - толщина материала;  -
-
 угол створа ножниц, принимаем ориентировочно
угол створа ножниц, принимаем ориентировочно  коэффициент, учитывающий затупление ножей, разброс толщины и механических свойств материала и др.
коэффициент, учитывающий затупление ножей, разброс толщины и механических свойств материала и др.
Ножницы для резки материала толщиной S0 < 1.6мм , пределом прочности  и шириной реза < 1600мм по каталогу выбираем модель Н-472 (ГОСТ 6282-52). Правильность их выбора проверяем по развиваемому усилию резания
и шириной реза < 1600мм по каталогу выбираем модель Н-472 (ГОСТ 6282-52). Правильность их выбора проверяем по развиваемому усилию резания

Таким образом, для техпроцесса можно рекомендовать гильотинные ножницы модели Н-472.
7. Определяем усилие вырубки заготовки - пробивки отверстий в инструментальном штампе.
Усилие резания материала при вырубке заготовок по наружному контуру определяем по формуле:

Для нашего примера длина контура 
Усилие снятия полосы с пуансона

где kсн = 0,12 - для штампа последовательного действия (вырубка- пробивка) [1, табл.6]

Усилие проталкивания заготовки через матрицу

где  при вырубке на провал [1,c.21]; n- количество заготовок, находящихся одновременно в цилиндрической шейке матрицы.
при вырубке на провал [1,c.21]; n- количество заготовок, находящихся одновременно в цилиндрической шейке матрицы.
Учитывая необходимость периодического ремонта - перешлифовки режущей кромки матрицы, принимаем n=3:

Усилие резания при пробивке четырёх отверстий.

Усилие снятия заготовки с пуансона:

где ксн = 0,12 - для многопуансонного пробивного штампа [1, табл.6].
Усилие проталкивания отходов при пробивке отверстий:

где  - при вырубке "на провал" [1,с.21]; n=3.
- при вырубке "на провал" [1,с.21]; n=3.
Общее усилие пресса, необходимое для выполнения этой операции, составит:

где  - коэффициент, учитывающий потери на затупление режущих кромок, разброс толщины и механических свойств материала и т.д.:
- коэффициент, учитывающий потери на затупление режущих кромок, разброс толщины и механических свойств материала и т.д.:

8.Производим выбор пресса по каталогу оборудования, в зависимости от , величины рабочего хода ползуна, закрытой высоты и габаритов штампа в плане.
При этом условно принимаем следующее:
· Рабочий ход ползуна должен быть не менее 5-10 толщин материала;
· Закрытая высота штампа Нзакр = 150  ;
;
· Габариты штампа в плане 300 х 400 мм.
Наиболее подходящим для нашего случая выбираем пресс К-1L3 (усилие пресса Р=250 кН; ход ползуна h=64 мм; габариты стола пресса 320 х 480 мм, Нзакр = 220мм).
9.Определим усилие гибки заготовки.
По справочнику [1, табл.22] формула для расчёта этого параметра имеет следующий вид:

где В=14 мм - длина линии гиба; к1 = f(1 / S0; марки материала) [1,табл.24].
Для полукруглой гибки

10.Для выполнения операции гибки выбираем пресс в зависимости от параметров, указанных в п.9. при этом условно принимаем:
· |рабочий ход ползуна - не менее 2-х высот детали, т.е. 
· закрытая высота штампа Нзакр 
· габариты штампа в плане - 200 х 300 мм.
По каталогу выбираем пресс ЭР-50 (усилие Р=500 кН; ход ползуна h=70 мм., габариты стола пресса 370 х 575 мм.; Нзакр = 265 мм.).
11. Рассчитываем величины параметров пружинения материала. Радиус закругления пуансона, учитывающий отпружинивание заготовки после ее гибки, определим по формуле (для 
где г0 - внутренний радиус изогнутой детали;
Е = 2 • 104 кг / мм2 (2 • 103МПа) - модуль упругости материала.
Угол пружинения материала после снятия внешней нагрузки –


Таким образом, в технических условиях на проектирование гибочного штампа необходимо задать радиус закругления пуансона г=7.7 мм, а угол сопряжения рабочих кромок пуансона  = 86,6° .
= 86,6° .
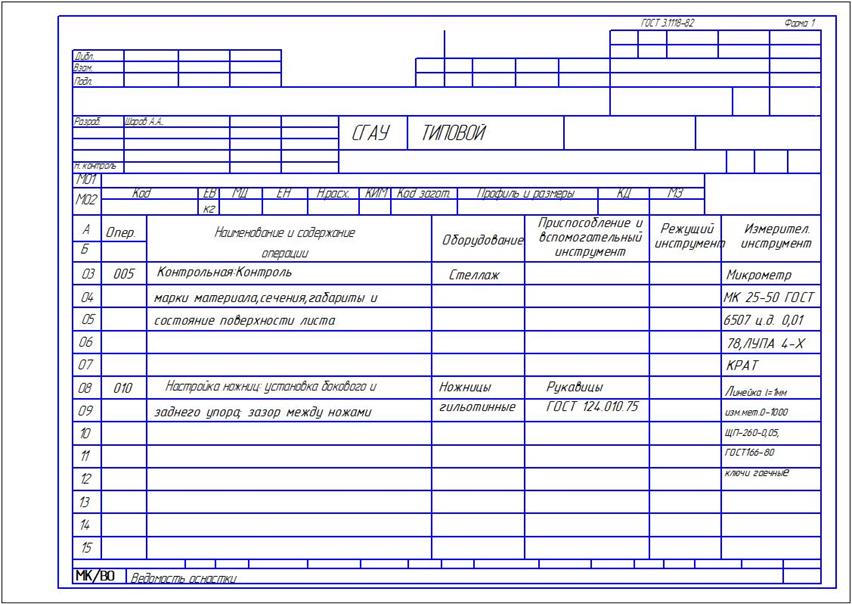
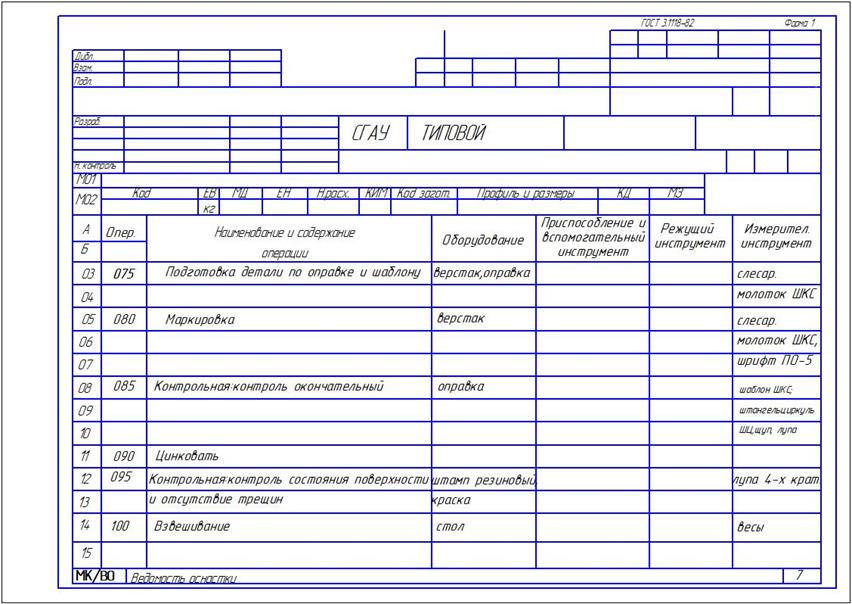
12. На основе принятой технологической схемы (плана) изготовления детали и выполненых расчётов технологических параметров разрабатываем и оформляем маршрутно-операционный техпроцесс (на специализированных и упрощенных картах), (см. Приложение).
Приложения
Технологические процессы изготовления деталей гибкой и вытяжкой, оформленные на специализированных (в соответствии с ГОСТом) и упрощенных картах.
Приложение 1
Технологические процессы изготовления деталей гибкой.









Список использованных источников
1. Романовский В.П. Справочник по холодной штамповке. – 6-изд. – Л.: Машиностроение, 1979-520с
2. Смеляков Е. П., Федотов Ю. В. И др. Технология листовой штамповки в производстве летательных аппаратов; Самара, СГАУ, 2004 – 70с;
3. Пытьев П. Я., Смеляков Е.В. Технолгия листовой штамповки в производстве летательных аппаратов; Куйбышев, КУАИ, 1984 – 80с;
4. Смеляков Е.П., Чижов А.А. Методика проектирования типовых технологических процессов изготовления листовых деталей летательных аппаратов; Самара, СГАУ, 1993 – 32с;
|
из
5.00
|
Обсуждение в статье: Список использованных источников. Содержание и принципы выполнения задания |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы