 |
Главная |


Обмер деталей универсальным и специальным мерительным инструментом
|
из
5.00
|
Измерить физическую величину – значит, сравнить её с другой, для измерения и проверки размеров деталей применяют различный измерительный инструмент. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных — микрометрический и штангенинструмент.
Измерительная линейка (рисунок 1) служит для измерения длины деталей и уступов на них. Наиболее распространены стальные линейки длиной от 150 до 300 мм с миллиметровыми делениями. Длину измеряют, непосредственно прикладывая линейку к обрабатываемой детали. Начало делений или нулевой штрих совмещают с одним из концов измеряемой детали и затем отсчитывают штрих, на который приходится второй конец детали. Возможная точность измерений с помощью линейки 0,25—0,5 мм

Рисунок 1 – Измерительная линейка
Кронциркуль (рисунок 2) — инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали. Способ переноса размера с измеряемой детали на измерительную линейку показан на рисунке 3.
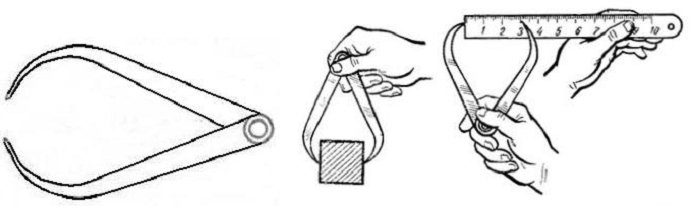
Рисунок 2 – Кронциркуль Рисунок 3 – Измерение кронциркулем.
Измерительный щуп (рисунок 4) — инструмент для измерения очень малых расстояний контактным способом, представляющий собой набор тонких металлических пластинок различной толщины с нанесенным на них размером (толщина пластинки). В зазор вводят пластинки набора до тех пор, пока следующая по толщине пластинка не перестаёт помещаться в измеряемый зазор. Выпускаются различные наборы щупов (таблица А1)
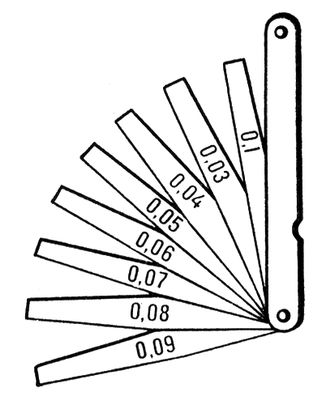
Рисунок 4 - Измерительный щуп.
4. Для грубых измерений внутренних размеров служит нутромер, изображенный на рисунке 5. Устройство нутромера сходное с устройством кронциркуля, сходно также и измерение этими инструментами. При измерении нутромером его ножки разводят до соприкосновения с деталью, а размер определяют по линейке (рисунок 6). Точность измерения нутромером около 0,5 мм. Вместо нутромера можно пользоваться кронциркулем, заводя его ножки одна за другую.
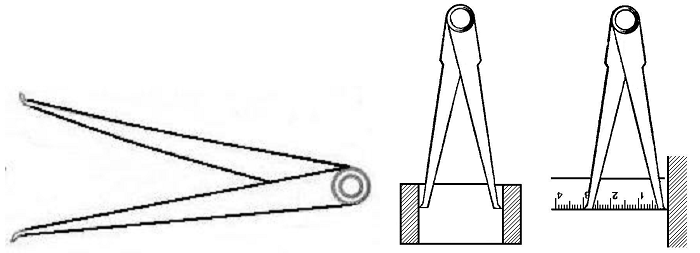
Рисунок 5 – Нутромер Рисунок 6 – Измерение нутромером
5. Более точным инструментом является штангенциркуль (рисунок 7), которым можно измерять как наружные, так и внутренние размеры деталей. Штангенциркуль состоит из стальной штанги (линейки) 6 с делениями и губок 1, 2, 3 и 4. Губки 1 и 2 составляют одно целое с линейкой, а губки 3 и 4 — одно целое с рамкой 5, скользящей по линейке. С помощью винта 7 можно закрепить рамку на линейке в любом положении. Для измерения наружных поверхностей служат губки 1 и 3, для измерения внутренних поверхностей — губки 2 и 4, а для измерения глубины выточки —стержень 8, связанный с рамкой 5.
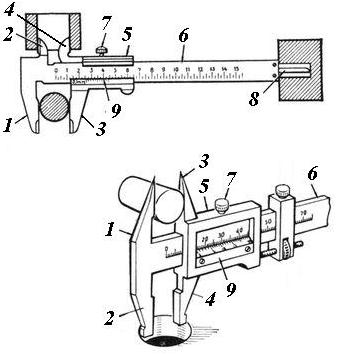
Рисунок 7 – Измерение штангенциркулем
На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом 9. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм.
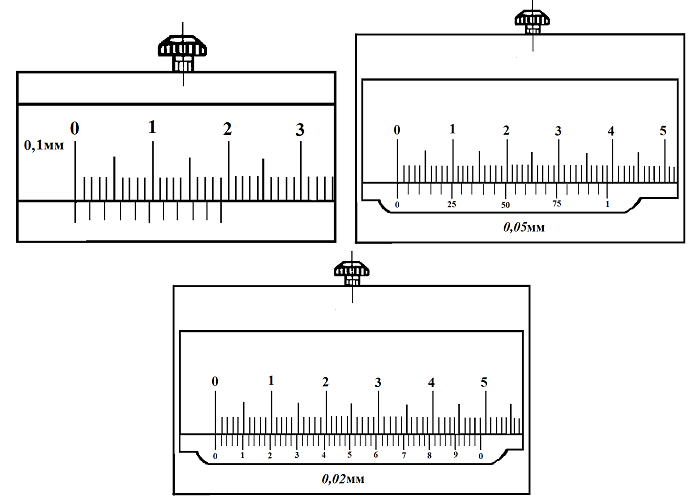
Рисунок 8 – Нониусы с точностью 0,1; 0,05; 0,02 мм
Шкала нониуса с точностью 0,1 мм (рисунок 8) разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм. Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм;
· второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм;
· третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д.
· Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д., следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра. При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра. На рисунке 9 показано положение нониуса при измерении детали. Нулевой штрих нониуса находится между седьмым и восьмым штрихами измерительной линейки, следовательно, диаметр детали равен 7 мм плюс показания нониуса, где видно, что с одним из штрихов линейки совпал шестой штрих нониуса. Это соответствует 0,6 мм, поэтому размер детали составит 7+0,6=7,6мм.
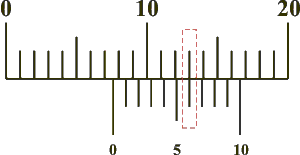
Рисунок 9 – Положение нониуса с точностью 0,1мм
6. Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером (рисунок 10). Устройство штангенглубиномера сходно с устройством штангенциркуля. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.
7. Для измерения высоты деталей служит специальный инструмент, называемый штангенрейсмасом (рисунок 11). Устройство штангенрейсмаса сходно с устройством штангенциркуля. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.
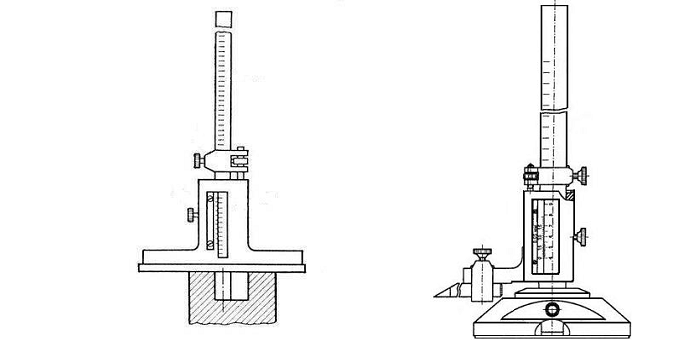
Рисунок 10 – Штангенглубиномер Рисунок 11 – Штангенрейсмас
8. Микрометр (рисунок 12) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 5 шпиндель удаляется или приближается к пятке. Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 6 с трещоткой. Вращая головку 6, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки и производят отсчет. Для производства отсчетов на стебле 4, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 5 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 5 совпадает с нулевым штрихом на стебле 4. Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т.е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на это расстояние. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
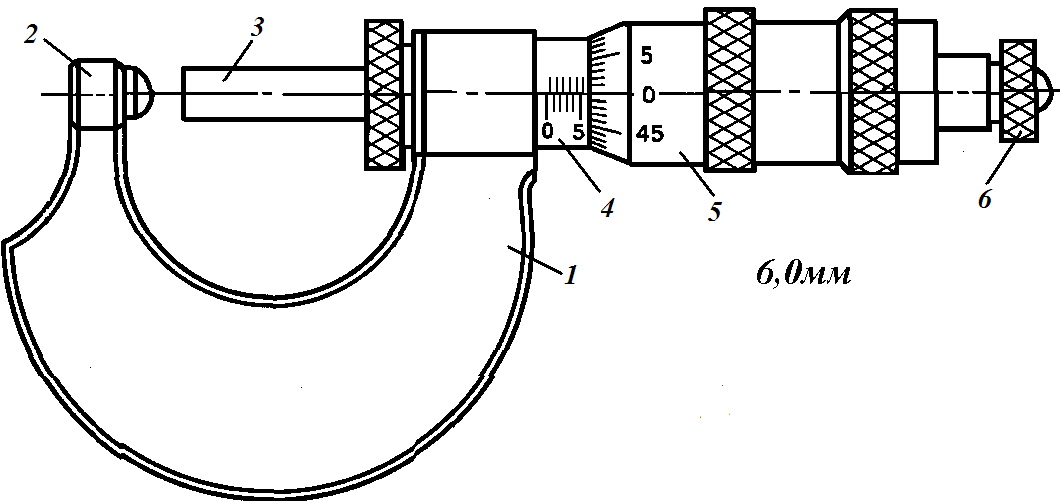
Рисунок 12 - Микрометр
На рисунке 12 показан размер, снятый микрометром при измерении детали. Необходимо сделать отсчет. Барабан открыл 6 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал нулевой штрих фаски. Следовательно, полный отсчет равен 6+0=6,0мм.
9. Для измерения внутренних размеров с точностью до 0,01 мм применяют микрометрический нутромер (штихмас) (рисунок 13). Устройство их сходно с устройством микрометра для наружных измерений. Отсчеты измерений производят, как у микрометра.
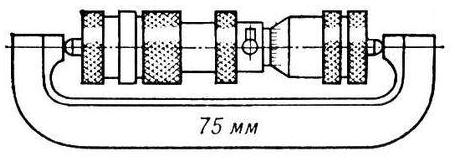
Рисунок 13 – Микрометрический нутромер
10. Наборы резьбовых шаблонов (рисунок 14) - предназначены для определения номинального размера шага метрической резьбы (набор М60 – для метрических резьб) и числа ниток на 1" (набор Д55 – для дюймовых резьб) (таблица А2). Применение резьбовых шаблонов показано на рисунке 16.
11. Наборы радиусных шаблонов (рисунок 15) - предназначены для оценки радиусов выпуклых и вогнутых поверхностей. В каждом наборе скомплектованы пластины для контроля, как наружного, так и внутреннего радиусов (таблица А3).
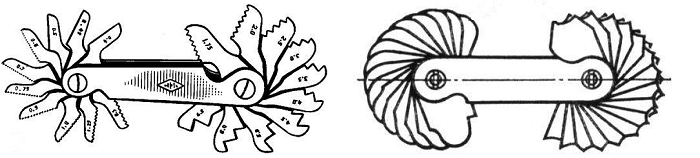
Рисунок 14 – Набор резьбовых шаблонов Рисунок 15 – Набор радиусных шаблонов
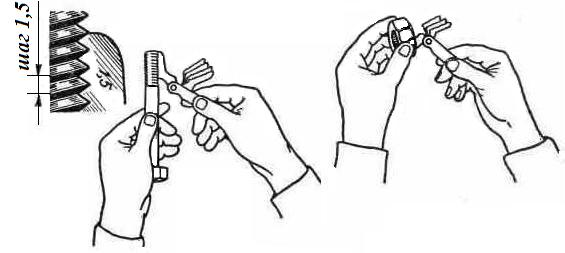
Рисунок 16 – Применение резьбовых шаблонов
|
из
5.00
|
Обсуждение в статье: Обмер деталей универсальным и специальным мерительным инструментом |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы