 |
Главная |


Формующие инструменты экструдеров (экструзионные и формующие головки)
|
из
5.00
|
Формующая головка экструдера представляет собой профилирующий инструмент, через который продавливается расплавленная полимерная композиция, принимающая заданную в сечении форму. Формующие головки бывают прямоточные и угловые, в которых поток расплава поворачивается вверх, вниз или в сторону. По типу выходящего профиля головки подразделяются на: круглые, щелевые, фасонные (профильные).
Формующие головки различают по образующемуся в них давлению: низкого давления – до 4 МПа; среднего давления – от 4 до 10 МПа; высокого давления – более 10 МПа. Часть головки, в которой оформляется профиль изделия, называется матрицей. При производстве трубных профилей внутри матрицы устанавливается дорн.
Для очистки расплава от загрязнений и увеличения давления в цилиндре экструдера в начале формующей головки устанавливает пакет фильтрующих сеток, опирающихся на решетку. Кроме того сетки оказывают влияние на степень гомогенизации и пластикации материала.
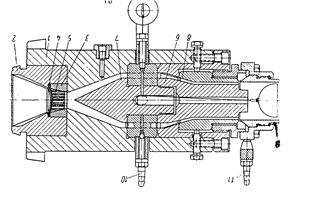
Трубная головка (рис. 5.11). В ней расплав материала, начиная с зоны втулки, поступает во внутреннюю полость корпуса, далее обтекает дорнодержатель и поступает в зазор между наружной поверхностью дорна и внутренней поверхностью матрицы, приобретает форму трубы. Затем поступает в калибрующий цилиндр, предназначенный для калибрования изделия по диаметру и частичного охлаждения. Калибрование трубы производится при помощи воздуха под давлением 0,015÷0,025 МПа через ниппель и систему каналов во внутреннюю полость трубы. Для предупреждения прилипания термопласта к калибрующему цилиндру подается воздух под давлением 0,005÷0,01 МПа.
| 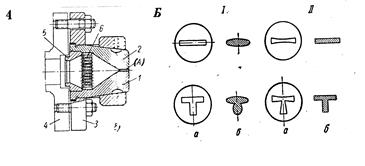 Рис. 5.12. Профильная головка (А): 1 – нижняя половина матрицы; 2 – верхняя половина матрицы; 3 – фланец крепления матрицы; 4 – фланец экструдера; 5 – втулка;
6 – решетка; А – выходное формующие (профилирующее) отверстие
Зависимость конфигурации поперечного сечения профильного изделия от формы сечения головки на выходе (Б): Iа ; IIа - формы сечения головок на выходе;
Iб ; IIб - формы поперечного сечения изделия
Рис. 5.12. Профильная головка (А): 1 – нижняя половина матрицы; 2 – верхняя половина матрицы; 3 – фланец крепления матрицы; 4 – фланец экструдера; 5 – втулка;
6 – решетка; А – выходное формующие (профилирующее) отверстие
Зависимость конфигурации поперечного сечения профильного изделия от формы сечения головки на выходе (Б): Iа ; IIа - формы сечения головок на выходе;
Iб ; IIб - формы поперечного сечения изделия
|
| Рис. 5.11. Трубная головка: 1 – корпус; 2 – стакан; 3 – втулка; 4 – сетка; 5 – решетка; 6 – дорн; 7 – дорнодержатель; 8 – матрица; 9 – калибрующий цилиндр; 10 – ниппель; 11 – регулирующий ниппель |
Профильная головка для фасонных профилей (рис. 5.12).Для изготовления профильных изделий применяют прямоточные головки. В матрицу головки вставлена втулка, за которой по ходу расплава смонтирована решетка. Экструдируемый материал продавливается через выходное отверстие, приобретая профиль требуемых размеров.
Усадочные явления, которые имеют место при экструзии из-за неравномерного распределения скоростей течения массы, искажают форму профиля экструдируемого изделия. Усадочные явления при экструзии особенно заметны у термопластов, имеющих большую усадку, например полиэтилена. У пластифицированного ПВХ это явление мало заметно. Чтобы профиль выходил по всей ширине мундштука одинаковым, сумма сопротивлений перед мундштуком и мундштуке должна иметь одинаковую величину для каждой элементарной струи потока расплава. Выполнение этого условия достигается сужением поперечного сечения потока в средней части и расширением на краях(рис. 5.12Б).
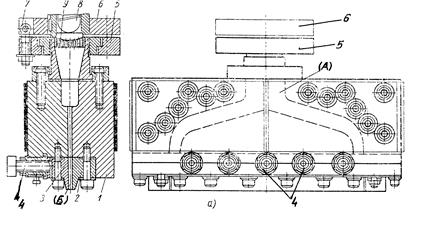
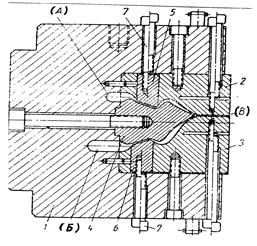
Плоскощелевая головка для листов и пленок (рис 5.13).Для производства листов и пленок из термочувствительных термопластов применяются плоскощелевые головки. Расплав, нагнетаемый червяком, проходит через решетку, буферные каналы и выдавливается через формующую щель. Толщины получаемых листов или пленок регулируются установочными винтами, изменяющих положение подвижной щеки. Для получения двухслойных и многослойных листов и пленок из нескольких видов термопластов применяются специальные головки, работающих одновременно от двух или пяти экструдеров. На рис. 5.14 показана головка для получения двухслойных пленок. Расплав от двух экструдеров поступает соответственно в каналы “A” и “Б”, обтекает дорн и выдавливается через формующую щель “В”.
| 
|
| Рис. 5.13. Плоскощелевая головка для производства листов и пленок: 1 – корпус; 2 – неподвижная щека; 3 – подвижная щека; 4 – установочные винты; 5 – фланец головки; 6 – фланец экструдера; 7 – откидные болты крепления; 8 – червяк экструдера; 9 – решетка; А – буферный канал; Б – формующая щель | Рис. 5.14. Формующая головка для получения двухслойных листов и пленок: 1 – корпус; 2,3 – профилирующиещеки;4 – дорн; 5, 6 – распределительные дросселирующие элементы; 7 – регулирующие винты; А, Б - каналы; В – щель. |
Кабельная головка. Для производства кабельной продукции и нанесения изоляции на металлические провода применяются угловые головки (рис. 5.15). Головка может быть установлена по отношению к экструдеру под углом 0,5π; π; 1,5 π. Дорнодержатель и дорн имеют осевые отверстия для прохода металлического провода. Покрытие полимерной изоляцией провода осуществляется при выходе его из дорна.

| 
|
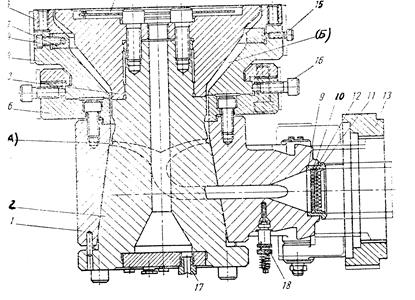
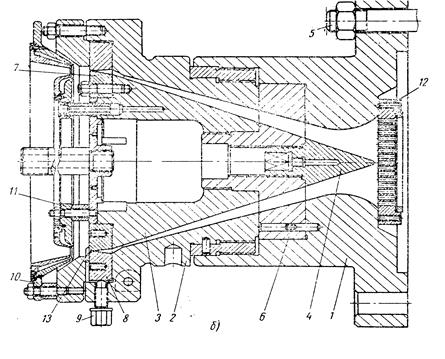
| Рис. 5.15. Кабельная головка: 1 –корпус; 2 – дорнодержатель; 3 – дорн; 4–матрица; 5–болт; 6–фланец экструдера; А А– осевое отверстие для провода. | Рис. 5.16. Угловая головка для производства рукавных пленок: 1 – корпус; 2 – дорн; 3 – наконечник; 4 и 5 – нижнее и верхнее формующие кольца; 6, 7 – фланцы; 8 – крышка; 9 – втулка; 10, 11 – решетки; 12 – сетка; 13 – фланец; 14-16 - болты для регулировки зазора; 17 – штуцер для подачи воздуха; 18 – термопара; А – кольцевой сборный канал; Б – кольцевая щель |
Головки рукавных пленок конструктивно подразделяются на угловые и прямоточные. В угловой головке (рис. 5.16) расплав поступает через входное отверстие корпуса и распределяется вокруг дорна в кольцевом сборном канале “A”. Затем из сборного канала расплава течет по всей окружности через коническую кольцевую щель “Б”. Из нее масса выдавливается через выходную щель. Она образована верхним формующим кольцом и наконечником дорна. Угловые головки имеют конструктивный недостаток – разную длину путей, проходимых частями расплава от конца червяка до различных участков формующего зазора. Для устранения этого недостатка производят калибровку зазора с помощью регулировочных винтов. Это дает возможность осуществлять торможение массы в соответствующих участках формующего зазора. Величина участка кольцевого зазора, расположенного ближе к головке экструдера, устанавливается меньше, чем у дальнего противоположного участка формующего зазора. Сжатый воздух для раздува рукава пленки подается через штуцер.
В прямоточной головке (рис. 5.17) для получения пленки из рукава гомогенизированный расплав из экструдера поступает в полость головки через решетку, предназначенной для фильтрации (очистки) материала и создания дополнительного сопротивления течения.
| Рис. 5.17. Прямоточная головка для рукавных пленок: 1 – корпус; 2 – горловина; 3 – дорн; 4 – наконечник; 5 – болт; 6 – дорнодержатель; 7 – калибрующее кольцо; 8 – регулировочное кольцо; 9 – регулирующий винт; 10, 11 – охлаждающие корпуса; 12 – решетка; 13 – нож для резки рукава. |
|
из
5.00
|
Обсуждение в статье: Формующие инструменты экструдеров (экструзионные и формующие головки) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы