 |
Главная |


ПРИМЕР ОПРЕДЕЛЕНИЯ ДОПУСКОВ И ПОСАДОК ПО ЗАДАННЫМ ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ
|
из
5.00
|
Справочные материалы для выполнения курсовых и дипломных проектов
Для специальности
Технология машиностроения»
Ростов-на-Дону 2006
Составители:
Г.А. Прокопец, А.И. Азарова, В.Ю. Шенштейн, А.А. Клименко
Справочные материалы для выполнения курсовых и дипломных проектов для специальности 151001 «Технология машиностроения».-/Составители: Г.А. Прокопец, А.И. Азарова, В.Ю. Шенштейн, А.А. Клименко. - Ростов н/Д: Издательский центр ДГТУ, 2006.- 32 С.
Предназначена для студентов дневной и заочной форм обучения.
Печатается по решению методической комиссии факультета
«Технология машиностроения»
Ó Издательский центр ДГТУ, 2006
ДОПУСКИ
Классы (степени) точности в ЕСДП СЭВ названы квалитетами, что позволяет отличить их от классов точности в системе ОСТ. Всего в ЕСДП СЭВ предусмотрено 19 квалитетов, обозначаемых порядковым номером, возрастающим с увеличением допуска: 01; 0; 1; 2; 3 ... 17 (номера 01 и 0 соответствуют двум наиболее точным квалитетам, введенным в систему ИСО уже после того, как существовал 1-й квалитет). Сокращенно допуск по одному из квалитетов обозначается латинскими буквами IT и номером квалитета, например, IT7 означает допуск по 7-му квалитету.
Допуски рассчитаны на основе единицы допуска:
для размеров до 500 мм 
для размеров свыше 500 до 10 000 мм 
В формулах значения DИ — в мм, a i или l — в мкм.
Допуск выражается определенным, постоянным для данного квалитета числом единиц допуска. Исключение составляют допуски для размеров до 500 мм в квалитетах точнее 5-го, которые определены по специальным формулам (см. примечание к табл. 1). Числовые значения допусков по ЕСДП СЭВ даны в табл. 1. При данном квалитете и интервале номинальных размеров значение допуска постоянно для размеров любых элементов (валов; отверстий, уступов и др.) и в любых полях допусков. Другая особенность допусков по ЕСДП СЭВ состоит в их равномерной градации: начиная с 5-го квалитета, допуски при переходе к следующему, более грубому квалитету увеличиваются на 60%. Через каждые пять квалитетов допуски увеличиваются в 10 раз. Это правило дает возможность развить систему в сторону более грубых квалитетов, например IT18 = 10∙IT13, IT19= 10∙IT14 и т. д. (допуски по 18-му квалитету добавлены в табл. 1). Необходимость в квалитетах грубее 17-го может возникнуть в отдельных случаях для изделий из неметаллических материалов или получаемых отдельными способами без снятия стружки, для которых следует разрабатывать специальные стандарты.
Таблица 1 - Допуски для размеров до 10 000 мм (по СТ СЭВ 145—75 и СТ СЭВ 177—75)
| Номинальные размеры, мм | Квалитеты | |||||||||
| Обозначения допусков | ||||||||||
| IT 01 | IT 0 | IT 1 | IT 2 | IT 3 | IT 4 | IT 5 | IT 6 | IT 7 | IT 8 | |
| Допуски, мкм | ||||||||||
| до 3 | 0,3 | 0,5 | 0,8 | 1,2 | ||||||
| св. 3 до 6 | 0,4 | 0,6 | 1,5 | 2,5 | ||||||
| св. 6 до 10 | 0,4 | 0,6 | 1,5 | 2,5 | ||||||
| св. 10 до 18 | 0,5 | 0,8 | 1,2 | |||||||
| св. 18 до 30 | 0,6 | 1,5 | 2,5 | |||||||
| св. 30 до 50 | 0,6 | 1,5 | 2,5 | |||||||
| св. 50 до 80 | 0,8 | 1,2 | ||||||||
| св. 80 до 120 | 1,5 | 2,5 | ||||||||
| св. 120 до 180 | 1,2 | 3,5 | ||||||||
| св. 180 до 250 | 4,5 | |||||||||
| св. 250 до 315 | 2,5 | |||||||||
| св. 315 до 400 |
Продолжение таблицы 1
| св. 400 до 500 | |||||||||||
| св. 500 до 630 | 4,5 | ||||||||||
| св. 630 до 800 | |||||||||||
| св. 800 до 1000 | 5,5 | ||||||||||
| св. 1000 до 1250 | 6,5 | ||||||||||
| св. 1250 до 1600 | |||||||||||
| св. 1600 до 2000 | |||||||||||
| св. 2000 до 2500 | |||||||||||
| св. 2500 до 3150 | |||||||||||
| св. 3150 до 4000 | |||||||||||
| св. 4000 до 5000 | |||||||||||
| св. 5000 до 6300 | |||||||||||
| св. 6300 до 8000 | |||||||||||
| св. 8000 до 10000 | |||||||||||
| Количество единиц допуска в допуске данного квалитета | |||||||||||
| 1* | 1,4* | 2* | 2,7* | 3,7* | 5,1* |
Продолжение таблицы 1
| Номинальные размеры, мм | Квалитеты | |||||||||||
| 14** | 15** | 16** | 17** | 18*** | ||||||||
| Обозначения допусков | ||||||||||||
| IT 9 | IT 10 |  IT 11 IT 11
| IT 12 | IT 13 | IT 14 | IT 15 | IT 16 | IT 17 | IT 18 | |||
| мкм | мм | |||||||||||
| до 3 | 0,1 | 0,14 | 0,25 | 0,4 | 0,6 | 1,0 | 1,4 | |||||
| св. 3 до 6 | 0,12 | 0,18 | 0,3 | 0,48 | 0,75 | 1,2 | 1,8 | |||||
| св. 6 до 10 | 0,15 | 0,22 | 0,36 | 0,58 | 0,9 | 1,5 | 2,2 | |||||
| св. 10 до 18 | 0,18 | 0,27 | 0,43 | 0,7 | 1,1 | 1,8 | 2,7 | |||||
| св. 18 до 30 | 0,21 | 0,33 | 0,52 | 0,84 | 1,3 | 2,1 | 3,3 | |||||
| св. 30 до 50 | 0,25 | 0,39 | 0,62 | 1,0 | 1,6 | 2,5 | 3,9 | |||||
| св. 50 до 80 | 0,3 | 0,46 | 0,74 | 1,2 | 1,9 | 3,0 | 4,6 | |||||
| св. 80 до 120 | 0,35 | 0,54 | 0,87 | 1,4 | 2,2 | 3,5 | 5,4 | |||||
| св. 120 до 180 | 0,4 | 0,63 | 1,0 | 1,6 | 2,5 | 4,0 | 6,3 | |||||
| св. 180 до 250 | 0,46 | 0,72 | 1,15 | 1,85 | 2,9 | 4,6 | 7,2 | |||||
| св. 250 до 315 | 0,52 | 0,81 | 1,3 | 2,1 | 3,2 | 5,2 | 8,1 | |||||
| св. 315 до 400 | 0,57 | 0,89 | 1,4 | 2,3 | 3,6 | 5,7 | 8,9 | |||||
| св. 400 до 500 | 0,63 | 0,97 | 1,55 | 2,5 | 4,0 | 6,3 | 9,7 | |||||
Продолжение таблицы 1
| св. 500 до 630 | 0,7 | 1,1 | 1,75 | 2,8 | 4,4 | 7,0 | 11,0 | ||||
| св. 630 до 800 | 0,8 | 1,25 | 2,0 | 3,2 | 5,0 | 8,0 | 12,5 | ||||
| св. 800 до 1000 | 0,9 | 1,4 | 2,3 | 3,6 | 5,6 | 9,0 | 14,0 | ||||
| св. 1000 до 1250 | 1,05 | 1,65 | 2,6 | 4,2 | 6,6 | 10,5 | 16,5 | ||||
| св. 1250 до 1600 | 1,25 | 1,95 | 3,1 | 5,0 | 7,8 | 12,5 | 19,5 | ||||
| св. 1600 до 2000 | 1,5 | 2,3 | 3,7 | 6,0 | 9,2 | 15,0 | 23,0 | ||||
| св. 2000 до 2500 | 1,75 | 2,8 | 4,4 | 7,0 | 11,0 | 17,5 | 28,0 | ||||
| св. 2500 до 3150 | 2,1 | 3,3 | 5,4 | 8,6 | 13,5 | 21,0 | 33,0 | ||||
| св. 3150 до 4000 | 2,6 | 4,1 | 6,6 | 10,5 | 16,5 | 26,0 | 41,0 | ||||
| св. 4000 до 5000 | 3,2 | 5,0 | 8,0 | 13,0 | 20,0 | 32,0 | 50,0 | ||||
| св. 5000 до 6300 | 4,0 | 6,2 | 9,8 | 15,5 | 25,0 | 40,0 | 62,0 | ||||
| св. 6300 до 8000 | 4,9 | 7,6 | 12,0 | 19,5 | 31,0 | 49,0 | 76,0 | ||||
| св. 8000 до 10000 | 6,0 | 9,4 | 15,0 | 24,0 | 38,0 | 60,0 | 94,0 | ||||
| Количество единиц допуска в допуске данного квалитета | |||||||||||
*Количество единиц допуска указано для размеров св. 500 мм. Для размеров до 500 мм допуски в квалитетах от 01 до 4 определены по следующим формулам IT01=0,3+0,008∙Dи; IT0=0,5 +0,012∙Dи; IT1=0,8+0,020∙Dи;  ; ;  ; ;  (IT – в мкм, Dи – в мм).
**Квалитеты 14-17 для размеров менее 1 мм не предусмотрены.
*** Допуски по 18-му квалитету приведены дополнительно к СТ СЭВ 145-75 и СТ СЭВ 177-75. (IT – в мкм, Dи – в мм).
**Квалитеты 14-17 для размеров менее 1 мм не предусмотрены.
*** Допуски по 18-му квалитету приведены дополнительно к СТ СЭВ 145-75 и СТ СЭВ 177-75.
|
ПРИМЕР ОПРЕДЕЛЕНИЯ ДОПУСКОВ И ПОСАДОК ПО ЗАДАННЫМ ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ
В стандартных таблицах допусков и посадок установлены предельные отклонения для отверстий и валов, которые выбираются конструктором и указываются на чертежах наряду с номинальным размером. По этим данным при необходимости могут быть определены предельные размеры и допуски деталей, а также предельные зазоры или натяги и допуск посадки. Для облегчения расчетов рекомендуется предварительно составить схему расположения полей допусков отверстия и вала, отложив от нулевой линии заданные предельные отклонения соединяемых деталей. В примере дан расчет характеристик посадок методом максимума—минимума.
Пример. Для посадки с зазором в системе отверстия даны:
dн.с = 60 мм; ES = +190 мкм; EI = 0; es=100 мкм; ei=290 мкм. Определить предельные размеры и допуски деталей, а также характеристики посадки методом максимума -минимума.
На схеме рис. 1а откладываем заданные предельные отклонения отверстия и вала. Определяем:
Размеры отверстия: Dmax = 60+ 0,190 = 60,190 мм; Dmln = 60 + 0 = 60 мм.
Размеры вала: dmax = 60 - 0,100 = 59,900 мм; dmin = 60 -0,290 = 59,710 мм.
Допуск на размер отверстия и на вал: То= 0,190 - 0 = 0,190 мм;
Td = - 0,100- (-0,290) = 0,190 мм.
Максимальный, минимальный и средний зазор в соединении:
Sшах = + 0,190 - (- 0,290) = 0,480 мм; Smln = 0-(- 0,100) =0,100 мм;
Sc= (0,480 + 0,100)/2 = 0,290 мм.
Допуск на зазор: TS = 0,480 - 0,100 = 0,380 мм.
| 
|
| 
|
| 
|
| Рисунок 1 – Схема расположения полей допусков отверстия и вала: а – посадка с зазором в системе отверстия, б – посадка с натягом в системе отверстия; в – переходная посадка в системе отверстия; г - посадка с зазором в системе вала, д – переходная посадка в системе вала; е – комбинированная посадка с зазором. | |

| 
|
Таблица 3 - Классификация отклонений и допусков формы и расположения поверхностей (по ГОСТ 2.308-79)
| Группа отклонений и допусков | Наименование отклонения | Наименование допуска | Условный знак допуска по ГОСТ 2.308—79 |
| Отклонения и допуски формы поверхностей | Отклонение от прямолинейности | Допуск прямолинейности | ―― |
| Отклонение от плоскостности | Допуск плоскостности | 
| |
| Отклонение от круглости | Допуск круглости | 
| |
| Отклонение от цилиндричности | Допуск цилиндричности | 
| |
| Отклонение профиля про-дольного сечения (для ци-линдрической поверхн.) | Допуск профиля продольного сечения | 
| |
| Отклонения и допуски расположения поверхностей * | Отклонение от параллельности | Допуск параллельности | 
|
| Отклонение от перпендикулярности | Допуск перпендикулярности | 
| |
| Отклонение наклона | Допуск наклона | 
| |
| Отклонение от соосности | Допуск соосности | 
| |
| Отклонение от симметричности | Допуск симметричности | 
| |
| Позиционное отклонение | Позиционный допуск | 
| |
| Отклонение от пересечения осей | Допуск пересечения осей | 
| |
| Суммарные отклонения и допуски формы и расположения поверхностей* | Радиальное биение | Допуск радиального биения | 
|
| Торцовое биение | Допуск торцового биения | ||
| Биение в заданном направлении | Допуск биения в заданном направлении | ||
| Полное радиальное биение | Допуск полного радиального биения | 
| |
| Полное торцовое биение | Допуск полного торцового биения | ||
| Отклонение формы заданного профиля | Допуск формы заданного профиля | 
| |
| Отклонение формы заданной поверхности | Допуск формы за-данной поверхности | 
| |
Таблица 4 - Формулы для определения переменной части зависимого допуска расположения
| Наименование зависимого допуска расположения | Эскиз | 
| 
| |
| Для валов | Для отверстий | |||
| Допуск соосности (симметричности) од-ной поверхности от-носительно другой (условие зависимого допуска распростра-няется на обе поверхности) * | 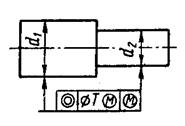
| 
| 
| 
|

| ||||
| Допуск соосности (симметричности) по-верхности относи-тельно общей оси или оси базовой поверх-ности, на которую не распространяется условие зависимого допуска * | 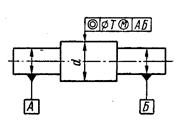
| 
| 
| 
|
| Позиционный допуск оси (плоскости симметрии) * | 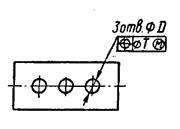
|
|
|
|
| Допуск перпендику-лярности оси отверс-тия или вала относи-тельно плоскости | 
|
|
|
|
Примечания: 1. Наибольшее значение  допустимо лишь для тех деталей, действительные размеры которых выполнены на непроходном пределе поля допуска размера допустимо лишь для тех деталей, действительные размеры которых выполнены на непроходном пределе поля допуска размера  и и  ). 2. В формулах Тд(D) — допуск размера соответственно вала или отверстия. ). 2. В формулах Тд(D) — допуск размера соответственно вала или отверстия.
| ||||
| * Значения Тдоп приведены в диаметральном выражении. Значения дополнительного допустимого отклонения расположения (допуска в радиусном выражении) равны половине Тдоп. ** Формула применяется в тех случаях, когда одна поверхность является наружной (валом), а другая = внутренней (отверстием). | ||||
Таблица 5 - Частные виды отклонений от плоскостности и прямолинейности (по ГОСТ 24642—81)
| Наименование отклонения | Определение | Примеры нанесения допусков в чертежах (по ГОСТ 2.308—79) | |
| Условное обозначение * | Пояснение (текст в технических требованиях) | ||
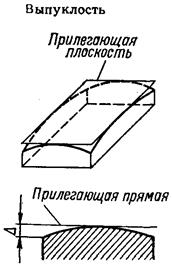
| Отклонение от плоскостности (прямолинейности), при котором удаление точек реальной поверхности (реального профиля) от прилегающей плоскости (прямой) уменьшается от краев к середине | 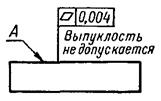
| Допуск плоскостности поверхн. А 0,004 мм; выпуклость не допускается |

| Допуск прямолинейности поверхности А 0,01 мм; выпуклость не допускается | ||

| Допуск плоскостности поверхности А 0,01 ми; допуск выпуклости 0,004 мм | ||

| Отклонение от плоскостности (прямолинейности), при котором удаление точек реальной поверхности (реального профиля) от прилегающей плоскости (прямой) увеличивается от краев к середине | 
| Допуск плоскостности поверхности А 0,01 мм; вогнутость не допускается |
| * Буквенные обозначения поверхностей даны для пояснения и при нанесении допусков условными обозначениями в чертежах не указываются. | |||
Таблица 6 - Допуски плоскостности и прямолинейности (по ГОСТ 24643-81)
| Номинальная длина, мм | Степени точности | |||||||||||||||
| мкм | мм | |||||||||||||||
| До 10 | 0,25 | 0,4 | 0,6 | 1,6 | 2,5 | 0,06 | 0,1 | 0,16 | 0,25 | |||||||
| Св. 10 до 16 | 0,3 | 0,5 | 0,8 | 1,2 | 0,08 | 0,12 | 0,2 | 0,3 | ||||||||
| 16 >> 25 | 0,4 | 0,6 | 1,6 | 2,5 | 0,1 | 0,16 | 0,25 | 0,4 | ||||||||
| 25 >> 40 | 0,5 | 0,8 | 1,2 | 0,12 | 0,2 | 0,3 | 0,5 | |||||||||
| 40 >> 63 | 0,6 | 1,6 | 2,5 | 0,16 | 0,25 | 0,4 | 0,6 | |||||||||
| 63 >> 100 | 0,8 | 1,2 | 0,2 | 0,3 | 0,5 | 0,8 | ||||||||||
| 100 >> 160 | 1,6 | 2,5 | 0,25 | 0,4 | 0,6 | 1,0 | ||||||||||
| 160 >> 250 | 1,2 | 0,3 | 0,5 | 0,8 | 1,2 | |||||||||||
| 250 >> 400 | 1,6 | 2,5 | 0,4 | 0,6 | 1,0 | 1,6 | ||||||||||
| 400 >> 630 | 0,5 | 0,8 | 1,2 | 2,0 | ||||||||||||
| 630 >> 1000 | 2,5 | 0,6 | 1,6 | 2,5 | ||||||||||||
| 1000 >> 1600 | 0,8 | 1,2 | 2,0 | |||||||||||||
| 1600 >> 2500 | 1,0 | 1,6 | 2,5 | |||||||||||||
| 2500 >> 4000 | 1,2 |
Продолжение таблицы 6
| Номинальная длина, мм | Степени точности | |||||||||||||||
| мкм | мм | |||||||||||||||
| 4000 >> 6300 | 1,6 | 2,5 | ||||||||||||||
| 6300 >> 10000 | ||||||||||||||||
| Ближайшая степень точности по ГОСТ 10356-63 | ||||||||||||||||
| I | II | III | IV | V | VI | VII | VIII | IX | X | ― | ― | ― | ― | ― | ― | |
| Примечания: 1. По данной в таблице степени точности допуск определяется в зависимости от длины большей стороны поверхности или длины нормируемого участка. Ширина поверхности учитывается при выборе степени точности. 2. Для шаброванных поверхностей допускается нормирование плоскостности числом пятен на заданной площади при контроле «на краску» (см. табл. 2.12). | ||||||||||||||||
Таблица 7 - Допуски плоскостности, прямолинейности и параллельности в зависимости от квалитета допуска (по ГОСТ 24643 — 81), мкм
| Интервалы номинальных размеров, мм | Квалитет допуска размера | ||||||||||||||
| Относительная геометрическая точность | |||||||||||||||
| А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | |
| До 3 | |||||||||||||||
| Св. 3 до 6 | |||||||||||||||
| 6 >> 10 | |||||||||||||||
| 10 >> 18 | |||||||||||||||
| 18 >> 30 | |||||||||||||||
| 30 >> 50 | |||||||||||||||
| 50 >> 80 | |||||||||||||||
| 80 >> 120 | |||||||||||||||
| 120 >> 180 | |||||||||||||||
| 180 >> 250 | |||||||||||||||
| 250 >> 315 | |||||||||||||||
| 315 >> 400 |
Продолжение таблицы 7
| Интервалы номинальных размеров, мм | Квалитет допуска размера | ||||||||||||||
| Относительная геометрическая точность | |||||||||||||||
| А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | |
| 400 >> 500 | |||||||||||||||
| 500 >> 630 | |||||||||||||||
| 630 >> 800 | |||||||||||||||
| 800 >> 1000 | |||||||||||||||
| 1000 >> 1250 | |||||||||||||||
| 1250 >> 1600 | |||||||||||||||
| 1600 >> 2000 | |||||||||||||||
| 2000 >> 2500 | |||||||||||||||
| Примечания: 1. Для других квалитетов допуска размера допуски плоскостности, прямолинейности и параллельности по относительной геометрической точности А, В и С определяются как 60, 40 и 25% соответственно от допуска размера с округлением результата до ближайшего числа по табл. 2.6. 2. В обоснованных случаях при данном допуске размера могут быть назначены допуски плоскостности, прямолинейности и параллельности меньшие, чем 25% от допуска размера (такие допуски относятся к особо высокой относительной геометрической точности). |
Таблица 8 – Допуски точности и прямолинейности (по ГОСТ 24643-81)
| Номинальная длина | Степени точности | ||||||||||
| мкм | мм | ||||||||||
| До 10 | 2,5 | 0,016 | 0,025 | 0,040 | 0,06 | 0,10 | 0,16 | 0,25 | |||
| Св. 10 до 16 | 0,020 | 0,030 | 0,050 | 0,08 | 0,12 | 0,20 | 0,30 | ||||
| 16 >> 25 | 0,025 | 0,040 | 0,060 | 0,10 | 0,16 | 0,25 | 0,40 | ||||
| 25 >> 40 | 0,030 | 0,050 | 0,080 | 0,12 | 0,20 | 0,30 | 0,50 | ||||
| 40 >> 63 | 0,040 | 0,060 | 0,100 | 0,16 | 0,25 | 0,40 | 0,60 | ||||
| 63 >> 100 | 0,050 | 0,080 | 0,120 | 0,20 | 0,30 | 0,50 | 0,80 | ||||
| 100 >> 160 | 0,060 | 0,100 | 0,160 | 0,25 | 0,40 | 0,60 | 1,00 | ||||
| 160 >> 250 | 0,080 | 0,120 | 0,200 | 0,30 | 0,50 | 0,80 | 1,20 | ||||
| 250 >> 400 | 0,100 | 0,160 | 0,250 | 0,40 | 0,60 | 1,00 | 1,60 | ||||
| 400 >> 630 | 0,120 | 0,200 | 0,300 | 0,50 | 0,80 | 1,20 | 2,00 | ||||
| 630 >> 1 000 | 0,16 | 0,250 | 0,400 | 0,60 | 1,00 | 1,60 | 2,50 | ||||
| 1 000 >> 1 600 | 0,200 | 0,300 | 0,500 | 0,80 | 1,20 | 2,00 | 3,00 | ||||
| 1 600 >> 2 500 | 0,250 | 0,400 | 0,600 | 1,00 | 1,60 | 2,50 | 4,00 | ||||
| 2 500 >> 4 000 | 0,300 | 0,500 | 0,800 | 1,20 | 2,00 | 3,00 | 5,00 | ||||
| 4 000 >> 6 300 | 0,400 | 0,600 | 1,000 | 1,60 | 2,50 | 4,00 | 6,00 | ||||
| 6 300 >> 10 000 | 0,500 | 0,800 | 1,200 | 2,00 | 3,00 | 5,00 | 8,00 |
|
из
5.00
|
Обсуждение в статье: ПРИМЕР ОПРЕДЕЛЕНИЯ ДОПУСКОВ И ПОСАДОК ПО ЗАДАННЫМ ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы