 |
Главная |


Технологические свойства материала 12Х18Н10Т
|
из
5.00
|
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
Обозначения:
| Механические свойства | |
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
| Физические свойства : | |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
| Свариваемость | |
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
Приложение Б.
Характеристики электродов ЭСАБ OK 61.30


Сварной стыковой шов, выполненный электродами ЕСАБ ОК 61.30
OK 61.30 - универсальный электрод со сверхнизким содержанием углерода для сварки нержавеющих сталей. Легко зажигается(в том числе и повторно), дает хорошее формирование шва, при сварке шлак самоотделяется. Обеспечивает стойкость против межкристаллитной коррозии.
Жаростойкость - до 475°C.
Свариваемые стали по AISI: 302, 304, 308, 403, 410, 416, 420, 430, 431;
Свариваемые стали по ГОСТ: 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п.
Российские аналоги: АНВ-34, ОЗЛ-22
Тип: рутилово-кислый
Ток: постоянный +, переменный
Uxx: 50 В

Положения сварки:






Классификация:
| SFA/AWS A5.4 | E308L-17 |
| EN 1600 | E 19 9 L R 1 2 |
| Werkstoff Nr. | 1.4316 |
| CSA W48 | E 308L-17 |
Химсостав, %:
| C | Si | Mn | Cr | Ni | Mo | Cu |
| <0,03 | 0,7 | 0,9 | 19,5 | 10,0 | <0,5 | <0,5 |
Механические свойства:
| Предел текучести: | 430 МПа | |
| Предел прочности: | 560 МПа | |
| Относительное удлинение: | 43% | |

| ||
| Ударная вязкость: | +20°C | 70 Дж/см2 |
| -60°C | 49 Дж/см2 |
Приложение В.
Листоправильная машина СКМЗ.
Правку проката проводят на правильных машинах при наличии не менее пяти валков (роликов), расположенных в два параллельных или непараллельных ряда. При прохождении между валками каждый участок листа получает многократный изгиб в противоположные стороны и выправляется. В зависимости от величины искривления листа правка производится за один или несколько проходов листа.
При параллельном расположении валков (рисунок 3, а) правка возможна, если последний из них имеет индивидуальную регулировку.

Рисунок 3 Схемы параллельного (а) и непараллельного (б) расположения валков
При непараллельном расположении ряды устанавливают под углом (рисунок 3 б). В этом случае на выходе из валков листовой (сортовой, профильный) прокат не перегибается, поэтому отсутствует необходимость индивидуальной регулировки последнего валка. Листы толщиной менее 0, 5 мм правят растяжением с помощью приспособлений на прессах или на специальных растяжных машинах.
Технические характеристики листоправильной машины СКМЗ.
| При ширине выправляемого листа, мм толщина листа, мм | 1600 3...20 |
| При ширине выправляемого листа, мм толщина листа, мм | 800 22...25 |
| При ширине выправляемого листа, мм толщина листа, мм | 800 22...25 |
| При ширине выправляемого листа, мм толщина листа, мм | 500 30 |
| Скорость правки, не менее, м/мин | 10,2 |
| Количество правильных валков, шт | |
| Ход верхних валков, мм | |
| Величина перекрытия толщины листа верхними валками, мм (уточняется при правке листа) | 10* |
| Габаритные размеры машины в плане без рольгангов, мм:слева - направо спереди - назад | 4000 1475 |
| Высота машины над уровнем пола, мм | |
| Масса машины без рольгангов, кг | |
| Габаритные размеры машины в плане с рольгангами:слева - направо спереди - назад | 4000 2980 |
| Масса машины с рольгангами, кг | |
| Согласно ГОСТа 19903-74 допускается коробоватость толстолистового проката обыкновенного на 1 пог. м, мм |
Приложение Г.
Установка плазменной резки МАСТЕРСТАН

Технические характеристики установки плазменной резки МАСТЕРСТАН.
| Наименование параметра | Значение параметра |
| Габариты станка | 2100мм × 4000мм |
| Габариты max размера металла для раскроя | 1500мм × 3900мм |
| Температура используемого помещения | от 0 ºС до +40 ºС |
| Тип используемого ЧПУ | промышленный на чипе ARM7 |
| Дисплей | 7-ми дюймовый цветной LCD |
| Библиотека готовых форм для раскроя металла | есть, включает 24 типа, размеры можно корректировать |
| Совместимость с программами | да, например IBE, FASTCAM, и т.п. |
| Чтение программ с USB-диска, флэшки | есть |
| Система контроля высоты | есть, с возможностью отключения |
| Источник плазменной резки | Hypertherm Powermax 45 * |
| Используемые направляющие | профильные рельсовые Hiwin |
| Тип используемых двигателей | шаговые биполярные |
| Тип передачи момента на двигатель | зубчатая рейка / шестерня |
| Синхронизация двигателей | да, по оси Х |
| Максимальная скорость позиционирования | до 24м/мин |
| Точность позиционирования | + / - 0,05мм |
| Точность повторения | + / - 0,05мм |
| Максимальная толщина резки листа | до 30мм |
| Вес станка | около 600кг |
Приложение Д.
3-х валковая листогибочная машина (вальцы) ИБ2220В-01
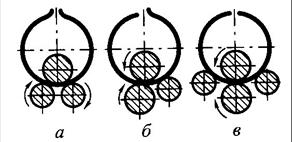
Схемы расположения валков в трех- (а, б) и четырехвалковой ротационной машине (в).
В зависимости от расположения валков трехвалковые гибочные машины называют симметричными и асимметричными. Первые применяют для гибки толстых листов, вторые - тонких и средних.
Наличие в гибочной машине четырех валков (роликов) исключает недостатки трехвалковых машин и позволяет получать изгиб заданной кривизны без увеличения деформирующей силы по сравнению с трехвалковой симметричной машиной. При гибке в четырехвалковой машине заготовку зажимают между средними валками и изгибают боковыми. Расположение верхнего и заднего валков по отношению к нижнему настраивается. Положение боковых валков определяет радиус гибки сырья. Лист деформируется, приобретая необходимую кривизну, проходя под верхним валком, предварительно прогибаясь при передвижении боковых валков
Технические характеристики листогибочной машины ИБ2220В-01.
| Наибольшая ширина изгибаемого листа, мм | |
| Наибольшая толщина изгибаемого листа при гибке, мм | |
| Наибольшая толщина изгибаемого листа при подгибке, мм | |
| Радиус гибки наименьший, мм | |
| Скорость гибки м/мин | 7,5 |
| Диаметр верхнего валка, мм | |
| Удельный расход эл.энергии, кВт/ч | 9,43 |
| Привод машины | электрический |
| Габариты станка длина×ширина×высота (мм) | 5300х1450х1550 |
| Масса кг |
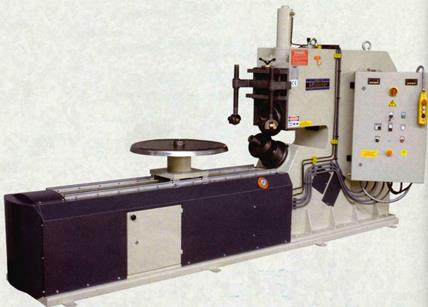
Приложение Е.
Кромкозагибочный станок SDK 6.
Технические характеристики кромкозагибочного станка SDK 6
| Наименование характеристики | Значение характеристики |
| Максимальный диаметр тарелки, мм | |
| Минимальный диаметр тарелки, мм | |
| Толщина металла (сталь/нерж.), мм | 8/5 |
| Максимальный радиус загиба, мм | |
| Размеры станка, ДхШхВ мм | 4600х1250х2700 |
| Вес, кг | |
| Потребляемая мощность, кВт |
Приложение Ж.
Листогибный станок с поворотной балкой ЛГМ 6,0Х1,6

Технические характеристики листогибного станка ЛГМ 6,0Х1,6
| Наибольшая толщина изгибаемого листа, мм | 0,5 - 6,0 |
| Наибольшая ширина изгибаемого листа, мм | |
| Ход прижимной балки наибольший, мм | 15-175 |
| Угол поворота гибочной балки, градус. | 0-125 |
| Скорость прижимной балки, мм/с | |
| Высота отгибаемой кромки при максимальной толщине листа, мм. | 6 толщин листа |
| Угловая скорость гибочной балки, градус/с | |
| Мощность электродвигателей, суммарная, кВт | 6,2 |
| Производительность механизма, сгибов/ч | до 350 |
| Механический регулируемый упор, мм | 100-400 |
| Размер стола ширина длинна мм | 2490х760х1520 |
| Масса кг |
Приложение З.
Кантователь КР–4


Кинематическая схема кантователя.
Технические характеристики кантователя КР–4
| Габаритные размеры кантуемых изделий, мм | |
| Диаметр (цилиндрических деталей) | |
| Длина | 700-10000 |
| Грузоподъемность (max), кг | |
| Частота вращения (для колонны 500х500мм), об/мин | 0,7 |
| Тип вращательного устройства | ролики |
| Установленная мощность, кВт | 2х0,25 |
| Питающая сеть (50 Гц),В | 3х380 |
| Габаритные размеры рамы кантователя, мм. | |
| длина | |
| ширина | |
| Масса рамы кантователя, кг |
Приложение И.
Инверторный сварочный аппарат FRONIUS

Технические характеристики инверторного сварочного аппарата FRONIUS
| Напряжение сети | 230 В |
| Сетевой предохранитель | 16 A |
| Cos phi | 0,99 (140 A) |
| КПД | 86,8% (80 A) |
| Диапазон сварочного тока WIG/TIG | 10 - 150 A |
| Диапазон сварочного тока MMA | 10 - 140 A |
| ПВ при 10 мин/40° C (104° F) | 25 % - 150 A |
| ПВ при 10 мин/40° C (104° F) | 100 % - 80 A |
| Напряжение холостого хода | 92 В |
| Рабочее напряжение WIG/TIG | 10,4 - 16 В |
| Рабочее напряжение MMA | 20,4 - 25,6 В |
| Класс защиты | IP 23 |
| Класс охлаждения | AF |
| Класс изоляции | B |
| Размеры Д/Ш/В (мм) | 315/110/200 |
| Размеры Д/Ш/В (дюйм) | 12.40/4.33/7.87 |
| Вес кг | 4,7 |
| Вес фунт | 10.36 |
| Знаки сертификационных испытаний | CE |
| Безопасность | S |
|
из
5.00
|
Обсуждение в статье: Технологические свойства материала 12Х18Н10Т |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы