 |
Главная |


РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ ТИПА «БРУСКИ, КУБИКИ, ПЛАСТИНЫ» (ГОСТ 7829–70)
|
из
5.00
|
Так как деталь «Фланец» подвергается механической обработке полностью, то величины припусков назначают на номинальные размеры детали из расчета обработки поковки с двух сторон. Предельные отклонения устанавливаются на номинальные размеры поковок.
Припуски и предельные отклонения данного стандарта применимы для случая изготовления поковок из прокатной стали или ободранного слитка. Если же изготовитель пользуется не ободранными слитками, то допускается увеличение припуска на величину не более 20% от табличных значений стандарта. Иными словами, можно воспользоваться стандартными табличными значениями припусков во всех случаях ковки, не вдаваясь в вид исходных материалов для ковки.
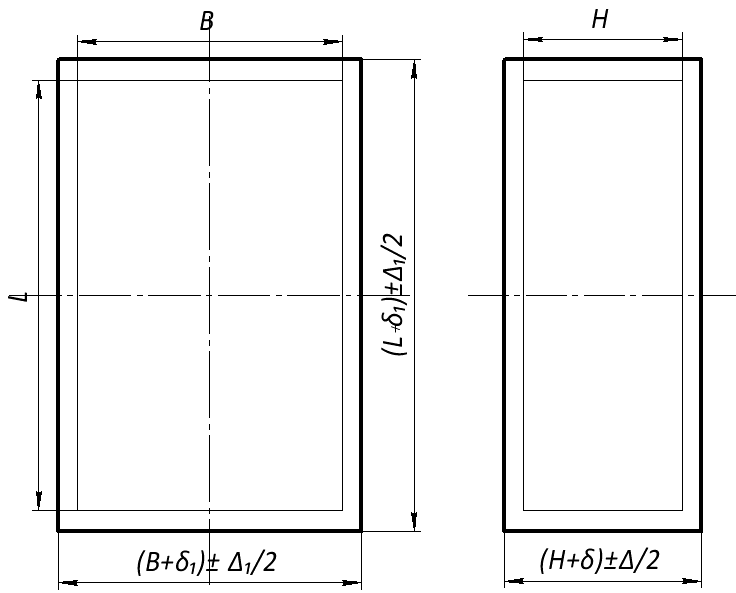
Рис. 4. Схема нанесения припусков и предельных отклонений
Припуски и предельные отклонения назначают в зависимости от наибольшего размера сечения

Рис. 5. Чертеж поковки
Таким образом припуски и предельные отклонения составляют по табл. 7 ГОСТ 7829–70:
высота H - 8 ±2
сечение BxL - 9 ±2
В чертеже поковки (рис. 5) можно внести такую корректировку – конфигурацию детали (тонкие линии чертежа поковки) воспроизвести согласно чистовому контуру детали «Фланец».
Расчет массы детали и поковки
Gдет =Vдет · γ;
Gпок =Vпок · γ;
где γ=7850 кг/м3 – плотность стали
Vдет =V1+V2-V3-V4,
где V1,V2,V3,V4 – объемы конструктивных частей наружного и внутреннего контуров детали.
При расчете объемов принимают номинальные значения чистовых и поковочных размеров
Gдет ≈ 1,95 кг
Gпок≈ 5,55 кг
Коэффициент весовой точности поковки – Kв.т
Kв.т = Gдет / Gпок = 0,35
Это один из показателей технологичности конструкции заготовки, оценивающий степень приближения конфигурации и размеров чистовой детали к соответствующим параметрам поковки. В данном случае Kв.т находится в низких пределах (т.к. Kв.т →1,0) ввиду больших напусков.
В нашей работе по этому показателю можно выбрать оптимальный вариант геометрии поковки, естественно, сообразуясь с экономической выгодой.
ВАРИАНТ ИЗГОТОВЛЕНИЯ ПОКОВКИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКОЙ (ГОСТ 7505-89)
Пример 2. Деталь «Фланец» (рис.1)
Штамповочное оборудование - кривошипный горячештамповочный пресс (КГШП)
Нагрев заготовок – пламенный газовый
1. Исходные данные по детали
1.1 Материал – Сталь45 (ГОСТ 1058-88), табл.2.
1.2 Масса детали – Gдет=1,95 кг
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) – Мп.р
Мп.р=Мд*Кр,
Где Мд= Gдет, кг
Кр – расчетный коэффициент
Согласно Приложению 3 ГОСТ 7505-89 деталь «Фланец» по своей форме относится к группе 2.2 - квадратные, прямоугольные, многогранные.
Для этой группе Кр=1,3-1,7. Выбираем Кр=1,5.
Мп.р=1,95*1,5=2,92 кг
КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ ПОКОВКИ:
2.2. Класс точности – Т4 (см. Приложение 1 стандарта)
Классы точности Т1…Т5 обусловлены видом штамповочного оборудования, способами штамповки и нагрева заготовок.
В данном примере рассматривается открытая (областная) штамповка на КГШП и нагрев в камерной печи.
2.3. Группа стали – М2 (см. табл.1 стандарта)
Всей номенклатуре сталей соответствуют группы М1…М3
М2 – сталь с массовой долей углерода свыше 0,35 до 0,65 % включительно или суммарной массовой долей легирующих элементов свыше 2,0 до 5,0 % включительно.
Сталь 45 (табл.2) входит в группу М2.
2.4. Степень сложности – С1 (см. Приложение стандарта).
Степень сложности определяют путем вычисления отношения массы (объема) поковки Gпок=Мп.р к массе (объему) Gф геометрической фигуры, в которую вписывается форма поковки (рис.6)

Рис. 6. Геометрическая форма поковки
Иногда исходят из увеличения в 1,05 раза габаритных размеров детали.
Степеням сложности поковок соответствуют следующие численные значения Gпок(Мп.р)/Gф:
С1 – св. 0,63
С2 – св. 0,32 до 0,63 включительно
С3 – св. 0,16 до 0,32 включительно
С4 – св. 0,16
Gф=H*B*L*γ=3,32
Итак, отношению 2,92/3,32=0,88 отвечает – С1.
2.5. Конфигурация поверхности разъема штампа – плоская П (см. табл. 1 стандарта)
2.6. Исходный индекс (ИИ) – 11 (см. табл. 2 стандарта)
ИИ – условный показатель, учитывающий в обобщенном виде сумму конструктивных характеристик поковки (класс точности, группу стали, степень сложности, конфигурацию поверхности разъема штампа) и массу поковки.
Табл. 2 ГОСТ 7505-89, исходя из массы поковки, позволяет определить ИИ по выполненным нами расчетам:
Мп.р=2,92 кг; М2; С1: Т4 => ИИ = 11
3. Припуск и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 3), мм:
1,6 – диаметр Ø 75 мм и шероховатость 6,3 мкм
1,6 – Ø 52 и 6,3. Сквозные отверстия выполнимо, т.к. Ø 52>30 (регламент.), а толщина 47 мм соизмерима с диаметром отверстия.
Напуск – Ø 60 и 6,3 à Ø 52
1,7 – толщина 47 мм и 6,3
1,6 – ширина 75 мм и 6,3
1,7 – длина 120 мм и 6,3
1,6 – толщина 32 мм и 6,3
Размер конструктивный à глубина 16 мм и 6,3
3.2. Дополнительный припуск, учитывающий отклонения от плоскостности – 0,4 мм (табл. 5)
3.3. Дополнительный припуск, учитывающий смещение по поверхности разъема штампа – 0,3 мм (табл. 4)
3.4. Штамповочный уклон –
на внутренней поверхности - 100
на наружной поверхности - 70
4. Размеры поковки и их допускаемые отклонения (см. рис. 7)
4.1. Размеры поковки (Разрешается округлять линейные размеры с точностью до 0,5 мм), мм:
Ø75+(1,6+0,3)*2= Ø 78,8 принимается Ø 79
Ø52-(1,6+0,3)*2= Ø 48,2 принимается Ø 48
Ø65 à Ø 52 à напуск
47+(1,7+0,4)*2=51,2 принимается 51
75+(1,6+0,4)*2=79
120+(1,7+0,4)*2=124,2 принимаем 124
32+(1,6+0,4)*2=36
16 à высота знаков нижнего и верхнего штампов для данного случая выбрана 22 мм
4.2. Радиусы закруглений наружных углов поковок – 2,0 мм (табл. 7)
Допуск радиусов закруглений – 1,0 мм (табл. 17)
4.3. Допускаемые отклонения размеров (табл. 8), мм:
Ø79 
Ø48
51
79
124 
36 
4.4. Допуск размеров, не указанный на чертеже поковки, принимается равным 1,5 допуска соответствующего размера с равными допускаемыми отклонениями, т.е. для глубины 22 мм будет 22  .
.
4.5. Допускаемая величина остаточного облоя устанавливается в зависимости от массы поковки, конфигурации поверхности разъема штампа и класса точности – 0,8 мм (табл. 10)
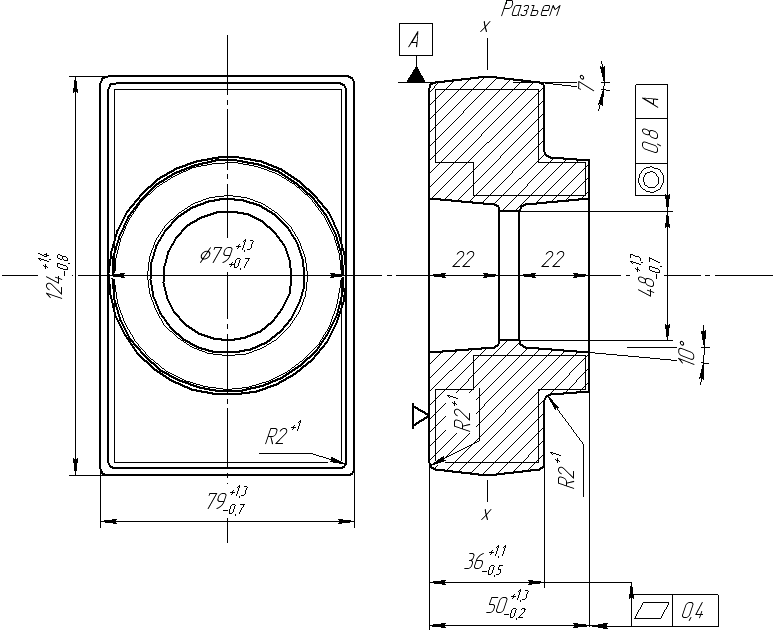
Рис. 7 Чертеж штампованной поковки
4.6. Допускаемые отклонения от концентричности пробитого отверстия относительно внешнего контура поковки – 0,8 мм (табл. 12).
4.7. Допускаемая величина высоты заусенца на поковке по контуру обрезки облоя – 3 мм (см. 5.10)
Коэффициент весовой точности штампованной поковки
Естественно, что по Кв.т штампованные поковки превосходят поковки, изготовляемые ковкой. Поэтому окончательное принятие решения по выбору поковки для детали «Фланец» возможно лишь после экономического анализа.
|
из
5.00
|
Обсуждение в статье: РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ ТИПА «БРУСКИ, КУБИКИ, ПЛАСТИНЫ» (ГОСТ 7829–70) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы