 |
Главная |


Ремонт и контроль сварного шва
|
из
5.00
|
Трубы, прошедшие неразрушающий контроль, подают на площадку предварительного контроля и ремонта, где производится:
− контроль качества труб внешним осмотром;
− ручной ультразвуковой контроль (РУЗК) участков швов;
− исправление дефектов сварных швов;
− разметка мелом обрезки концевых участков;
− проверка РУЗК отремонтированных участков.
 Калибровка, испытание, отделка и приемка труб
Калибровка, испытание, отделка и приемка труб
Калибрование концов труб осуществляется на длину до 800 мм с помощью гидромеханического экспандера. Участок калибрования состоит из трёх пар расположенных в шахматном порядке гидромеханических экспандеров, поперечного транспортёра, подъёмного рольганга, подъёмно-поворотных роликов и датчиков для ориентации трубы.
Поперечным транспортёром труба подаётся в створ оси экспандера, принимается роликами и разворачивается швом в верхнее положение, которое фиксируется датчиком ориентации трубы по шву. Затем подъёмными роликами труба устанавливается на ось калибрующей головки и механизмом шаговой подачи, в котором конец трубы зажимается клиновыми сегментами, труба подаётся на калибрующую головку так, чтобы торец трубы находился на рабочей части её поверхности. Клиновые сегменты разводятся, и производится раздача конца трубы до требуемого диаметра. После окончания раздачи сегменты возвращаются в исходное положение, труба зажимается сегментами механизма транспортирования и цикл повторяется. После завершения калибровки одного конца труба выводится из зоны действия клиновых сегментов, на подъемных роликах опускается на транспортёр и подаётся в створ оси второго экспандера, где в том же порядке калибруется второй конец трубы.
Снятие усиления внутреннего шва труб производится на специальных фрезерных станках модели МС 688, расположенных в шахматном порядке.
После снятия усиления внутренних швов труба поступает на установки промывки. Калибрование корпуса трубы осуществляется на гидропрессе экспандере модели П9046 после её промывки за счёт раздачи трубы внутренним давлением жидкости до прижатия наружной поверхности трубы к рабочей поверхности вкладышей штампа, охватывающего трубу по всей длине.
Таблица 1.7 - Техническая характеристика гидромеханического пресса для калибровки концов труб
| Наименование показателя | Значение |
| Тип | П9040 |
| Номинальное усилие пресса, мм | 1 ,0-1 0,0 |
| Номинальное усилие возвратных цилиндров, мм | 0,3-3,15 |
| Наибольший рабочий ход, мм | |
| Длина калибровки концов труб, мм | |
| Скорость калибровки, м/с | |
| Скорость холостого хода, м/с
| |
| Скорость обратного хода, м/с | |
| Точность калибровки | ± 0,2 |
| Овальность наружного диаметра не более, мм | |
| Габаритные размеры пресса, мм: | |
| Слева направо | 29950±300 |
| Спереди назад | 9200±92 |
| Наибольшая высота над уровнем пола | 2360+24 |
| Полная высота | 4750+48 |
| Масса пресса, т | 170+2 |
| Производительность, труб/ч |
Таблица 1.8 - Техническая характеристика пресса гидравлического для калибровки раздачей и испытания труб
| Наименование показателя | Значение |
| Тип | П9046 |
| Номинальное усилие пресса, МН | |
| Ход подвижной силовой головки, мм | |
| Длина калибруемых труб, мм | 10000-11700 |
| Производительность, труб/ч | |
| Режим работы пресса | автоматический |
В настоящее время в линии ТЭСА 1020 оставлены только один гидромеханический пресс для калибровки концов труб и также один гидравлический пресс для калибровки раздачей и испытания труб ,из установленных ранее 4 штук. Была произведена модернизация и гидромеханические пресса были заменены на гидромеханические экспандеры. Аналогичные установлены на линии ТЭСА 1420 , а гидравлические пресса для калибровки раздачей и испытания труб были модернизированы, в результате чего они теперь используются только для испытания труб
Таблица 1.9 - Технические характеристики гидромеханического экспандера
| № п/п | Наименование параметров | Данные | |
| Диаметр труб, мм | 508-1422 | ||
| Толщина стенок, мм | 7-48 | ||
| Длина труб с планками, мм | 9000-12200 | ||
| Масса трубы, кг, не более | |||
| Усилие расширения главного цилиндра, МН | 15,0 | ||
| Скорость движения главного цилиндра, мм\с - ускоренный ход вперед - рабочая скорость - обратная скорость | |||
| Давление гидросистемы, бар | |||
| Ход цилиндра экспандера, мм, не более | |||
Трубы с отметками АУЗК подвергают проверке РУЗК, трубы с отметками АУЗК, не подтверждёнными РУЗК, после осмотра и ремонта зачисткой направляются на участок обработки торцов труб, а с подтверждёнными РУЗК дефектами подлежат ремонту сваркой.
Трубы, подвергнутые ремонту сваркой, проверенные РУЗК, осмотренные и признанные годными, направляются на повторные гидроиспытания с соответствующей меловой надписью на трубе.
2.3 Теоретические основы расчета НДС металла в процессе гибки.
Ее содержание включило анализ НДС трубных заготовок исходя из принципа сборки, ее размеров, числа шагов, размеров инструмента и очага деформации.
Порядок проведения анализа выполняется в последовательности этапов, приведенных ниже. Кроме этого можно отметить, что данная методика не рассматривает вопрос определения числа шагов гибки исходя из оптимальности технологи
1.3 Расчет геометрических параметров инструмента
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчет калибровки инструментов: для подгибки кромок, предварительный и окончательный формовок.
В производстве прямошовных труб при формовке на прессах определяют калибровку инструмента прессов:
- подгибки кромок,
- предварительной и окончательной формовки
- станов сварки труб.
Ширина листа после строжки на кромкострогальном станке определяется, как:
 ,
,
где: Вл – ширина листа после строжки на кромкострогальном станке, мм;
Dt - диаметр готовой трубы, мм;
∆п = 1,2 ÷ 1,6 %, - величина раздачи в прессе-расширителе (экспандер);
St - толщина стенки трубы, мм;
Δф = 0,3 ÷ 1,6 %, - величина обжатия на прессе окончательной формовки;
ксв = 0,4 ÷ 0,5 - потери металла на угар, разбрызгивание и образование грата в зоне сварки.
 мм
мм
Ширина листа до строжки (мм) принимается по ГОСТ 19903-93:
 ,
,
где: L – длина листа, мм.
 мм
мм
Толщина листа равна толщине готовой трубы. Расчёт калибровки инструмента ведётся против хода технологического процесса.
Диаметр трубы после сварки:
 ,
,

 мм
мм
Диаметр штампа окончательной формовки:
 ,
,
где: а - зазор между кромками листа.
 мм
мм
Штамп пресса окончательной формовки трубной заготовки имеет в своём составе сменные вкладыши с внутренним диаметром, равным диаметру трубы после окончания процесса формовки - (Dш). При переходе на другой сортамент трубы происходит замена вкладышей под необходимый типоразмер производимых труб.
На рисунке2.5 представлен вид сбоку вкладыша штампа.

Рисунок 2.5 - Поперечное сечение нижнего вкладыша штампа пресса.
Радиус трубы после пресса предварительной формовки на меньше радиуса штампа окончательной формовки, что необходимо для облегчения входа трубной заготовки в штамп пресса окончательной формовки:
 ,
,
где RТ.ПР – радиус трубы после пресса, мм.
 мм
мм
После выхода заготовки из пресса происходит некоторое её распружинивание. С учётом этого средний радиус трубы до съёма её со штампа пресса определяется по формуле:
 ,
,
где r - относительный средний радиус трубы после съёма её со штампа предварительной формовки может быть представлен, как:
 ,
,
 мм
мм
 мм
мм
Радиус штампа пресса предварительной формовки определяетя:
 ,
,
 мм
мм
По приведённым формулам размеры штампов предварительной формовки получаются разными для стенок всех толщин, одинаково с целью уменьшения парка инструмента следует принимать среднюю толщину стенки трубы из всего сортамента установки. Все остальные размеры штампа принимаются конструктивно.
Ширина нижней части U - образной заготовки должна быть меньше диаметра штампа пресса окончательной формовки. Для большей устойчивости U - образной заготовки в нижней части предусматривают плоский участок шириной bu=(0,08 ÷ 0,12)Bu. Радиус штампа Ru=(0,44 - 0,46)Bu. Все остальные размеры принимают конструктивно. На рисунке 2.6 представлен верхний штамп пресса предварительной формовки труб.

|
Рисунок 2.6- Верхний штамп предварительной формовки труб
2.2 Определение геометрических параметров по операциям.
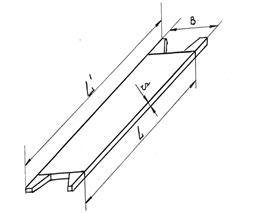
Рисунок 2.10 - Исходная заготовка
Ширина листа после строжки вычисляется по формуле:

где -  величина раздачи в экспандере;
величина раздачи в экспандере;
+  величина обжатия в калибровочном стане;
величина обжатия в калибровочном стане;
 = 0,6-1% - обжатие в прессе окончательной функции;
= 0,6-1% - обжатие в прессе окончательной функции;
k  = 0,1-0,6% - потери металла на угар в зоне сварки и грат.
= 0,1-0,6% - потери металла на угар в зоне сварки и грат.
Заготовка после подгибке кромок должна соответствовать параметрам приведенным в таблице 2.11 и показанным на рисунке 2.11.

Рисунок 2.11 - Готовая заготовка при однорадиусной калибровке
Таблица 2.11- Параметры готовой заготовки при однорадиусной калибровке.
| Диаметр готовой трубы, мм | Толщина стенки, мм | Геометрические параметры заготовки | |||||
| ХН, мм | ВЦ, мм | YН, мм | YВ, мм | RН, мм | α, град | ||
| 34,4 |
Числовое значение координаты по оси Y вычисляется по формуле:
 ,
,

где  - числовое значение координаты по оси Y;
- числовое значение координаты по оси Y;
 - радиус подгибки кромок, мм;
- радиус подгибки кромок, мм;
 - угол подгибки кромок, рад.
- угол подгибки кромок, рад.
Числовое значение координаты по оси X вычисляется по формуле:

 ,
,
где  - числовое значение координаты по оси X;
- числовое значение координаты по оси X;
Длина дуги подогнутой кромки вычисляется по формуле:
 ,
,
где  - длина дуги подогнутой кромки, мм;
- длина дуги подогнутой кромки, мм;


Рис.2.12 Геометрические размеры заготовки при однорадиусной подгибке кромок трубы типоразмера 1020х32
Геометрические параметры заготовки после пресса предварительной формовки при однорадиусной схеме для трубы типоразмера 1020х32 показаны на рисунке 2.13.

Рисунок 2.13. Геометрические параметры заготовки при однорадиусной схеме с плоским участком
Определение внутреннего радиуса
Внутренний радиус заготовки равен радиусу инструмента формовки:

Определение наружного радиуса:
 ,мм
,мм
Sт – толщина стенки заготовки.

Определение среднего радиуса:
 ,мм
,мм

Определение наружной длины дуги:
 ,мм
,мм

Определение внутренней длины дуги:
 ,мм
,мм

Определение наружной длины дуги:
 ,мм
,мм

Определяем длину прямых вертикальных участков:
 ,мм
,мм

Определяем высоту заготовки:
 ,мм
,мм

Таблица 2.12- Размеры U-образной заготовки при однорадиусной схеме формовки с плоским участком (при распружинивании)
| Диаметр готовой трубы Dт= | |
| Sт | |
| b | |
| Rн | |
| Rв | |
| Rср | |
| Lн | 1082,5 |
| Lв | |
| Lср | 1032,2 |
2.3 Расчет НДС метало трубной заготовки.
Расчет НДС ведется на основе изменения ширины листа, по его толщине, в результате его гибки рабочим инструментом.
В результате изгибания листа, по ширине листа, образуются две зоны: зона сжатия и зона растяжения. Эти зоны разделяет нейтральное волокно, которое остается неизменным. Примем, что средняя зона находится по середине ширины листа, как показано на рисунке 2.7.
Внутренняя зона характеризуется –Lв,м
Нейтральное волокно, характеризуется –Lср,м
Наружная зона характеризуется –Lн,м


Рисунок 2.7- Геометрические размеры изгибаемой части листа
Наружный радиус равен радиусу окончательной формовки

Определение внутреннего радиуса
 ,мм
,мм

Определение среднего радиуса
 ,мм
,мм

где  - толщина стенки трубной заготовки, мм
- толщина стенки трубной заготовки, мм
= 32 мм
Определение угла формовки

 , рад,
, рад,

Определение наружной длины дуги:
 ,мм
,мм

Определение внутренней длины дуги:
 ,мм
,мм

Определение средней длины дуги:
 ,мм
,мм

Деформация сжатия определяется по формуле Эйлера:


Деформация растяжения определяется по формуле Эйлера:
Эпюра распределение деформации представлена на рисунке2.8.



Рис. 2.8 Эпюра распределения деформаций по толщине листа
Расчет напряжения в упругой зоне определяем по закону Гука:

где Е-модуль упругости=201000 МПа
Расчет напряжения в пластичной зоне находится по формуле:


где sт - предел текучести металла - 460 МПа;
П - модуль упрочнения - 10000 МПа;
Е - модуль упругости - 201000 МПа.

Расчет напряжения в пластичной зоне

Величина упругой зоны определяется
 ,
,
Эпюра распределения напряжений по толщине листа для типоразмера 1020х 32 представлена на рисунке 2.9.



Рис.2.9 Эпюра распределения напряжений по толщине листа
2.4 Расчет энергосиловых параметров процессов гибки.
Механическая работа, затрачиваемая на изгиб листа, может быть найдена по формуле:
Aw=òP×dx,
где Aw - механическая работа, затрачиваемая на изгиб листа, Н/м.
Аw=Рmax×(Хk-Хш×n/(n+1)),
Принимая хк=1,15×хш выразим из формулы ( 8 ) Рмах:
PMAX=Aw/(xк×(l,15-n/(n+l))),
Для определения максимального усилия необходимо знать величину механической работы, которая может быть получена двумя путями:
- через величину изгибающего момента (задача о распружинивании трубной заготовки);
- через удельную работу.
С другой стороны величину механической работы можно определить как:
AW=W×AСР
где W -объем изогнутой части листа, м3;
AСР -средняя удельная работа, затрачиваемая на изгиб, Н/м
W=2×p×L×òr×dr=p×(Rн2-Rв2)×L,
AСР=2/(Rн2-Rв2)×(sт/Ö3×(l-П/Е)×( Rн2 ×(ln(Rн/r)-l/2)+Rв2 ×(ln(Rв/r)-l/2)+
+r2)+2/3×П×( Rн2×(ln(Rн/r)-l/2)2-Rв2×( ln(Rв/r)-1/2)2+( Rн2-Rв2)/4)),
где Rн , Rв - радиусы наружной и внутренней поверхности листа, м;
sТ- предел текучести материала, МПа;
П - модуль упрочнения материала, МПа;
Е - модуль упругости материала, МПа;
r - текущий радиус (Rн<r< Rв), м;
Следует отметить, что полученная формула, являясь точной, громоздка и неудобна в применении для практических расчетов. Взяв эту формулу за основу, получим более простую, но приближенную формулу:
AСР=sТ/Ö3×(l-П/E)×((S/(D-S)-l/4×(S/(D-S)з)+2/3×П×((S/D)2+9/8(S/D)з)
На практике используют еще более сокращенную зависимость, полагая, что П/Е величина достаточно маленькая, а также, что S/(D-S) приближенно равно S/D. Таким образом, формула приобретает вид:
AСР=sТ/Ö3 (S/D)+2/3×П(S/D)2,
AW=p×L×S×(D-S)/2×(sТ/Ö3×(S/D)+2/3×n×(S/D)2)
Максимальное усилие прессовой формовки в опорных роликах:
PMAХ=AW/((D/2+RP).(l,15-n/(n+l)))
Для приближенных расчетов максимального усилия прессовой формовки используются формулы:
где PO - максимальное усилие пресса окончательной формовки, Н;
к - коэффициент, показывающий на сколько напряжения в формуемой заготовке превышают предел текучести.
PП = 3,527×L×S2/DП×(sТ/Ö3+2/3×П×S/DП),
где PП - максимальное усилие пресса предварительной формовки, Н;
DП - диаметр штампа пресса предварительной формовки, м.
Объем изогнутой части листа определяем как сумму объемов периферийного и центрального участка трубной заготовки.
Объем центрального участка:
Vц=b*ST*Lл,
где b- ширина плоского участка, мм
ST- толщина стенки трубной заготовки, мм
Lл- длина листа, м Lл=11,5 м
Объем участка периферийного:
Vп=Bср*Sт*Lл,
где Bср- ширина среднего участка, мм
 ,
,
где Вs- ширина листа, мм Вs=1545,7мм
Вц- ширина центрального участка, мм
Вц=2*Rср*  +b,
+b,
где Rср- средний радиус формовки, мм
-угол гиба,
=  /2
/2
Расчет полной работы гиба, усилия и геометрии при однорадиусной схеме формовки с плоским участком выполнен в программе Microsoft Excel и приведен в таблице 2.13.
Таблица 2.13. Геометрические параметры U-образной заготовки, полная работа заготовки при однорадиусной схеме формовки с плоским участком.
| Диаметр готовой трубы Dт= | |
| Sт | |
| b | |
| Rн | 501,11 |
| Rв | 469,11 |
| Rср | 485,11 |
| Lн | 1596,5 |
| Lв | 1494,58 |
| Lср | 1545,6 |
| Bs | 1545,7 |
| Eв | -0,033 |
| Eн | 0,033 |
| Угол гиба | 3,186 |
| Aуд | 10927395,58 |
| V | 0,069083952 |
| Aпол | 6492883,689 |
| Fинс | 9989051,829 |
3.Конструкторская часть.
3.1 Конструирование рабочих элементов.
|
из
5.00
|
Обсуждение в статье: Ремонт и контроль сварного шва |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы