 |
Главная |


Расчет режимов резания, норм времени на операцию
|
из
5.00
|
Для данного изделия существует два метода получения заготовок: точением и штамповкой. Изготовление изделий штамповкой невыгодно для малогабаритных деталей, также идет большой расход материала и сам по себе этот метод является трудоемким и дорогостоящим, что увеличивает стоимость изделия. Поэтому для получения заготовки используем метод токарной обработки.
Данные основных параметров берем из таблицы 57 «Режимы резания при точении титановых сплавов», обработка: Получистовое и чистовое точение [5].
Скорость резания V=20 м/мин;
Подача S=0,15 мм/об;
Глубина резания t=0,3 мм.
Основные формулы:
Расчет частоты вращения инструмента будем проводить по следующей формуле:
 (1)
(1)
где V — скорость резания;
d — диаметр после обработки поверхности.
Скорость резания после корректировки частоты вращения:
 (2)
(2)
Машинное время будем рассчитывать по формуле:
 (3)
(3)
i – число проходов инструмента;
 (4)
(4)
где D — диаметр до обработки;
d — диаметр после обработки;
t — глубина резания.
1. Резец подрезной.
1) По формуле (1) рассчитываем частоту n вращения инструмента (d=30 мм):
2) Корректируем значение частоты вращения до n=200 (об/мин) и пересчитываем скорость резания  по формуле (2):
по формуле (2):

3) Вычислим L по формуле:


4) число проходов для данного резца i=1
5) по формуле (3) вычислим машинное время 
2. Резец проходной упорный.
Данные основных параметров обработки берем из таблицы (57) «Режимы резания при точении титановых сплавов», обработка: отрезка [5].
Скорость резания V=16 м/мин;
Подача S=0,2 мм/мин
1) По формуле (1) рассчитаем частоту n вращения инструмента (d=28 мм):

2) Корректируем значение частоты вращения n=200 (об/мин) и пересчитываем скорость резания по формуле (2):

3) Вычислим L по формуле:


4) По формуле (4) вычисляем число проходов I (D=30мм, d=28мм):
5) По формуле (3) вычисляем машинное время
3. Резец отрезной
1) По формуле (1) рассчитаем частоту n вращения инструмента (d=28 мм):
2) Корректируем значение частоты вращения n=150 (об/мин) и пересчитываем скорость резания по формуле (2):

3) Вычислим L по формуле:
4) число проходов для данного резца i=1.
5) По формуле (3) вычисляем машинное время
4. Сверло центровочное.
Данные основных параметров сверления берем из таблиц 18, 19 [5].
Подача S=0,14 об/мин;
Диаметр d=1,5 мм;
Длина l=5 мм.
Формулу для расчета скорости резания (м/мин) при сверлении берем из таблицы 23 [5].
 (5)
(5)
Значения для формулы (5) возьмем из таблицы 24:

1) По формуле (5) рассчитываем скорость

2) По формуле (1) рассчитываем частоту n вращения инструмента:
3) Корректируем значение частоты вращения n=350 (об/мин) и пересчитываем скорость резания по формуле (2):

4) число проходов i=1.
5) По формуле (3) вычисляем машинное время

5. Сверло спиральное.
Подача S=0,14 об/мин;
Диаметр d=5 мм;
Длина l=26 мм.
Формулу для расчета скорости резания (м/мин) при сверлении берем из таблицы 23 [5].
 (5)
(5)
Значения для формулы (5) возьмем из таблицы 24:
1) По формуле (5) рассчитываем скорость

2) По формуле (1) рассчитываем частоту n вращения инструмента:
3) Корректируем значение частоты вращения n=150 (об/мин) и пересчитываем скорость резания по формуле (2):

4) число проходов i=1.
5) По формуле (3) вычисляем машинное время
6. Сверло спиральное.
Подача S=0,14 об/мин;
Диаметр d=12,5 мм;
Длина l=26 мм.
1) По формуле (5) рассчитываем скорость

2) По формуле (1) рассчитываем частоту n вращения инструмента:

3) Корректируем значение частоты вращения n=100 (об/мин) и пересчитываем скорость резания по формуле (2):

4) число проходов i=1.
5) По формуле (3) вычисляем машинное время
7. Зенкер конический.
Диаметр d=12,5 мм;
Длина l=26 мм.
Подачу выбираем из таблицы 44 [5].
 мм/об, так как мы зенкеруем отверстие с повышенным качеством к качеству поверхности, то эту подачу нужно умножить на коэффициент
мм/об, так как мы зенкеруем отверстие с повышенным качеством к качеству поверхности, то эту подачу нужно умножить на коэффициент  Тогда получаем:
Тогда получаем:


Скорость резания зенкера рассчитываем по формуле:
 (6)
(6)
Данные для расчета скорости выбираем из таблицы 45:

 вычисляем по формуле:
вычисляем по формуле:
 (7)
(7)
Значения для формулы (7) выбираем из таблиц 46, 47


1) По формуле (6) рассчитываем скорость

2) По формуле (1) рассчитываем частоту n вращения инструмента:

3) Корректируем значение частоты вращения n=200 (об/мин) и пересчитываем скорость резания по формуле (2):

4) число проходов i=1.
5) По формуле (3) вычисляем машинное время
2.3 Разработка операционной технологии и операционного эскиза
Заключение.
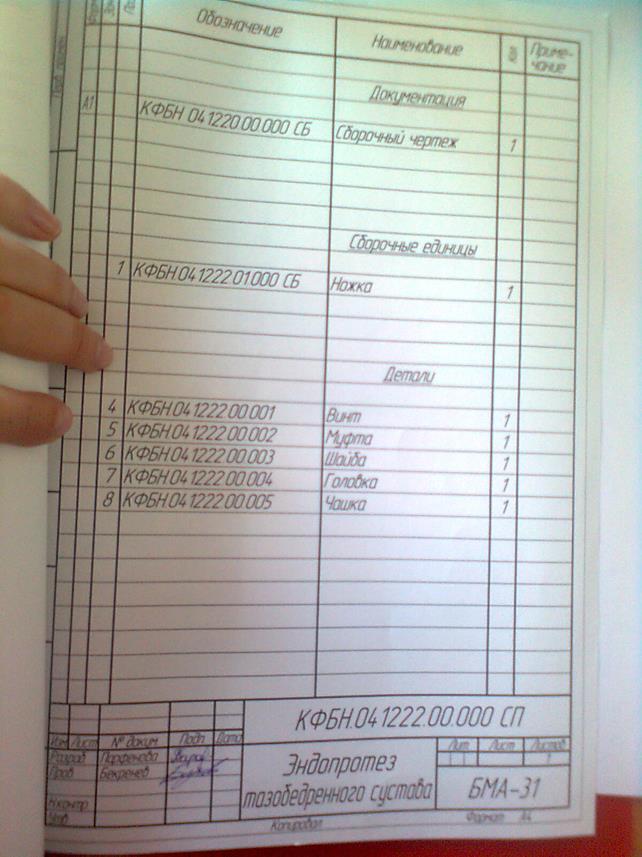
В данном курсовом проекте был усовершенствован эндопротез тазобедренного сустава, предназначенный для полного замещения патологически измененного или утраченного тазобедренного сустава с целью восстановления его функции в течение неопределенного длительного времени. Усовершенствование было достигнуто тем, что между несущей и опорной частью на всех критических к нагрузкам местах заложены силиконовые амортизаторы. Опорные компоненты воспринимают значительно погашенные толчки и распределяют нагрузки более равномерно, уменьшая удельное давление на кость.
Предлагаемый эндопротез не отличается большой сложностью конструкции, а также технологией изготовления и техники операции. Протез может быть изготовлен без использования остродефицитных металлов. Вместе с тем предлагаемый протез может дать большие преимущества перед известными эндопротезами.
Литература.
1. Шерепо К. М. Асептическая нестабильность при тотальном эндопротезировании тазобедренного сустава: Дис. ... д-ра мед. Наук.—М.,1990
2.Шерепо К. М. Эндопротез К. М. Шерепо тазобедренного сустава: А. с. 1572604 СССР // Открытия.—1990.—№23.—С. 36.
3. Справочник металлиста, том 1.—М., «Машиностроение», 1976.
4. Справочник металлиста, том 2.—М., «Машиностроение», 1976.
5. Справочник металлиста, том З.—М., «Машиностроение», 1977.
3. Джаббарлы Ч. Р., Крамаров А. И., Исмаилов Н. И., Атакишиев С. Г., Иванов Б. Б. Эндопротез тазобедренного сустава: А.с. 1680149 СССР // Открытия.—1991.—№36
4. Митрошин А. Н., Какрсев В. И., Каушлы К. М., Цодыкс В. М. Эндопротез тазобедренного сустава: А.с. 1713578 СССР // Открытия.—1992.—№ 7.
5. Белокрылов Н. М. Чуб А. В., Детков П. Г., Буцурадзе О. А., Иртегов И. Г. Эндопротез тазобедренного сустава: А. с. 2016559 СССР //Открытия. — 1994. — № 14.
6. Джаббарлы Ч. Р., Степура А. В., Исмаилов Н. И., Письменная Л. И., Атакишиев С. Г. Эндопротез тазобедренного сустава: А. с. 1630810 СССР //Открытия.—1991. —№ 8.
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
1. Назначение и применение:
Амортизационно — демпфирующий эндопротез тазобедренного сустава применяется для полного замещения патологически измененного или утраченного тазобедренного сустава.
2. Основание для разработки: Выполнение курсового проекта по дисциплине «Конструирование и технология производства приборов и аппаратов»
3. Цель и назначение работы:
Совершенствование эндопротезов в соответствие с требованиями мировых стандартов. Эндопротез предназначен для полного замещения патологически измененного или утраченного тазобедренного сустава с целью восстановления функции последнего в течение неопределенного длительного времени. Предупреждение разрушения дна вертлужной впадины и стенки костномозгового канала, путем исключения смещения эндопротеза в процессе эксплуатации и уменьшение локального давления на кость путем более равномерного распределения нагрузки.
4. Источники разработки:
· Шерепо К. М. Эндопротез К. М. Шерепо тазобедренного сустава: А. с. 1572604 СССР // Открытия.—1990. — № 23. - С. 36.
· Белокрылов Н. М., Чуб А. В., Детков П. Г., Буцурадзе О. А., Иртегов И. Г. Эндопротез тазобедренного сустава: А. с. 2016559 СССР //Открытия. — 1994. —№ 14.
· Степура А. В., Исмаилов Н. И., Письменная Л. И., Атакишиев С. Г. Эндопротез тазобедренного сустава: А. с. 1630810 СССР // Открытия. —1991. —№ 8.
5.Детали, подлежащие обработке на оборудовании, или другие объекты воздействия: кости таза и кости бедра.
6. Технические требования к разрабатываемому изделию:
6.1. Состав оборудования и требования к конструктивному устройству: Эндопротез содержит металлическую чашку с эластичным вкладышем, в котором установлена сферическая металлическая головка с цилиндрической полостью, в которой размещена цилиндрическая шейка, опорную пятку, ножку, силиконовую прокладку..
6.2. Перечень операций и переходов, выполняемых на данном изделии:
Опора человеческому телу (восприятие нагрузок) и поворот вокруг центра цилиндра.
6.3. Условия и режим работы:
Режим работы, непрерывно—периодический, длительный.
Условие: присутствие биологических тканей и жидкостей.
Технические характеристики:
Габаритные размеры
-длина протеза 250 мм;
-диаметр шарового сегмента 28 мм;
Эндопротез должен выдерживать нагрузку около 360 кг.
Требования к надежности:
1) наработка на отказ—около 30 лет;
2) среднее время преживления—около 1 года;
3) сохраняемость до начала работы— 2 года;
4) средний срок службы—15 - 20 лет, а иногда 30.
6.5 Требования к технологическому и метрологическому обеспечению: Конструкция протеза должна обеспечивать простоту сборки.
6.6. Требования к уровню унификации и стандартизации Применяемые материалы должны соответствовать ГОСТ 1987—74. Размеры конструктивных элементов эндопротеза должны соответствовать параметрам тазобедренной части пациента.
6.7. Требования безопасности при монтаже, регулировке и эксплуатации оборудования:
Детали должны быть изготовлены из материалов совместимых с тканями человеческого организма, что предотвращает некроз.
6.8. Эстетические и эргономические показатели:
Конструкция должна быть прочной, иметь малую вероятность поломок. Ножка эндопротеза тазобедренного сустава должна выполняться не круглой, а эллипсической. Размеры и кинематические возможности должны соответствовать размерам ноги человека.
6.9. Требования к патентной чистоте:
Страны, которые занимают ведущее место в области разработки, производства и применения эндопротезов тазобедренного сустава: Германия, США, Япония, Россия и СНГ.
6.9. Требования к сырью, исходным и эксплуатационным материалам:
Для изготовления эндопротезов тазобедренного сустава применяются биосовместимые сплавы на основе железа, кобальта, титана [специальная нержавеющая сталь—кобальт—хром—молибденовая сталь, титановые сплавы (BT5-1, BT6)], сверхвысокомолекулярный полиэтилен, специальные марки силиконовой резины.
6.10. Требования к маркировке и упаковке:
Чаще всего эндопротезы маркируются по названиям организации— изготовителя, по фамилии изобретателя. Упаковываются эндопротезы в специальные коробки, при этом каждая составляющая деталь в этой коробке упаковывается в отдельный пакет.
6.11.Требования к транспортировке и хранению: Транспортировать можно любым видом транспорта. Хранить при температурах окружающей среды, длительность хранения 2—3 года.
6.12. Экономические показатели: -лимитная цена 15 тыс. руб.
-ориентировочная годовая потребность — 250 тыс. шт.
7. Состав (комплектность) конструкторской документации:
7.1. Техническое задание на опытно—конструкторскую работу;
7.2. Анализ существующих технических решений;
7.3. Описание конструкции и принципа действия.
7.4. Расчет параметров узла;
7.5. Разработка и составление графической документации. Оформление графической части.
8. Возможность использования данного изделия при смене объекта воздействия:
|
из
5.00
|
Обсуждение в статье: Расчет режимов резания, норм времени на операцию |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы