АБСОРБЦИЯ, НАСАДОЧНЫЙ АБСОРБЕР, ОЧИТКА ГАЗА, ГАЗ РАЗЛОЖЕНИЯ
Объект проектирования – блок абсорбции на установке АВТ-4 ООО «ЛУКОЙЛ-Пермнефтеоргсинтез».
Цель работы – разработка блока очистки газов разложения от кислых компонентов с целью повышения КПД печи и уменьшения затрат на ее ремонт и обслуживание.
В дипломном проекте выполнен технологический расчет абсорбера, включающий материальный и тепловой балансы, определение диаметра и высоты абсорбера, расчет работоспособности разных насадок.
В полном объеме представлен раздел по контрольно-измерительным приборам и средствам автоматизации, раздел по безопасности жизнедеятельности, а также технико-экономические расчеты.
Графическая часть проекта представлена на 10 листах формата А1.
Предлагаемые технические решения могут быть использованы при разработке блока отчистки газа разложения на установке гидрокрекинга в ООО «ЛУКОЙЛ-Пермнефтеоргсинтез».
Технико-экономическими расчетами показана целесообразность принятого технического решения.
5.1 Обоснование инвестиционных затрат в разработку проекта очистки газов разложения на установке АВТ-4ООО «ЛУКОЙЛ-Пермнефтеоргсинтез»…….81
5.2 Расчет эффективности инвестиций в разработку проекта блока очистки газов разложения на установке АВТ-4 в ООО «ЛУКОЙЛ-Пермнефтеоргсинтез» ……………………………………………………………………………………...87
5.3 Экономическая оценка рискованности инвестиций в разработку проекта очистки газов разложения на установке АВТ-4 в ООО «ЛУКОЙЛ-Пермнефтеоргсинтез»……………………………………………………….……91
Заключение ………………………………………………………………………..93
Список использованных источников ……………………………………………94
Приложение А (обязательное) графическая часть …………………….………..95
Введение
Установка АВТ-4 типа А-12/6, предназначена для первичной переработки нефти. Генеральный проектировщик институт «Азгипронефтехим» (бывший Гипроазнефть).
Год ввода установки в эксплуатацию 1967, проектная производительность 3000 тыс. тонн обессоленной нефти в год.
Технологическая схема установки включает следующие технологические блоки:
- атмосферная перегонка обессоленной и обезвоженной нефти, включающей в себя:
- предварительный нагрев обессоленной нефти в теплообменниках за счет тепла отходящих фракций, циркулирующих орошений;
- фракционирование нагретой в теплообменниках нефти в первой ректификационной колонне К-1а с целью отбензинивания нефти;
- нагрев полуотбензиненной нефти в трубчатой печи П-1/П-2 с последующим фракционированием во второй ректификационной колонне К-2 с получением верхнего продукта – бензина прямогонного, боковых погонов- фракции прямогонной для производства РТ, топлива дизельного прямогонного, атмосферного газойля и атмосферного остатка - мазута;
- вакуумная перегонка мазута, включающая в себя:
- нагрев мазута в печи П-403;
- фракционирование мазута в вакуумной колонне К-5 с получением боковых погонов - вакуумного дизельного топлива, легкого вакуумного газойля, тяжелого вакуумного газойля, слопа и гудрона;
- стабилизация бензина в стабилизационной колонне К-4 с получением пропан-бутановой фракции - рефлюкса стабилизации;
- вторичная перегонка широкой бензиновой фракции на узкие фракции в колоннах К-8 и К-10;
- блок абсорбции жирного газа.
Тема дипломного проекта – разработка блока очистки газов разложения на установке АВТ-4 в ООО «ЛУКОЙЛ – Пермнефтеоргсинтез» с целью уменьшения затрат на ремонт и замену рекуператоров и повышения КПД печи.
В данной работе оценивается целесообразность очистки газов разложения от сероводорода.
Параметры процесса очистки газа разложения от кислых компонентов взяты непосредственно с установки АВТ-4, на которой рассматривается возможность создания блока очистки. Недостающие данные предоставлены опытно исследовательским цехом.
Выполненные в данном проекте технико-экономические расчеты рассматривают эффект от очистки газа и снижения затрат ремон и замену рекуператоров.
Проверка на работающей установке при соответствующем контроле и проведении полных лабораторных анализов также может определить целесообразность данных изменений и позволит отработать технологию при измененной схеме, но требует выведения установки со стационарного режима с возможным получением некондиционного продукта.
Технологический расчет
1.1 Описание технологической схемы [1]
Очистка газа разложения
Газ разложения из емкости F-406 направляется в абсорбер А-1. в случае превышения давления в емкости предусмотрена возможность сброса газа на факел. В верхней части абсорбера А-1 находится распределительная тарелка ТСН-3.
В абсорбере А-1 газ разложения проходит очистку от сероводорода 15% водным раствором МЭА. Раствор МЭА подается в верхнюю часть А-1.
Очищенный от сероводорода газ разложения поступает в отбойник FA-1, где отделяется от унесённого амина.
Насыщенный амин с низа колонны и из отбойника FA-1 поступает в блок регенерации.
Исходные данные
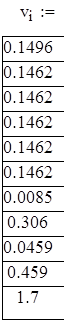
Состав газового сырья абсорбера:
Компонент
- содержание
в сырье %;
- количество т/ч.
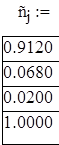
Состав регенерированного водного раствора моноэтаноламина:
Компонент
- молекулярная
Масса;
- содержание масс.доли.
МЭА
Расход сырья
м3/ч
Плотность МЭА
кг/см3
Начальная температура
1.3 Материальный баланс абсорбера[2]
Расход МЭА
м3/ч
Расход метана, этана, сероводорода в очищенном газе, м3/ч
м3/ч
м3/ч
м3/ч
кг/ч
растворимость метана в воде
Количество метана и этана, растворившиеся в единицу времени, равны, м3/ч
растворимость этана в воде
объемный расход воды в водном растворе МЭА, м3/ч
м3/ч
м3/ч
м3/ч
м3/ч
м3/ч
м3/ч
Расход газов поглощенный МЭА, кг/ч
кол-во неочищенного газа, кг/ч
кол-во очищенного газа, кг/ч
расход газа поглощенного МЭА кг/ч
Расход насыщенного кислыми компонентами водного раствора МЭА, кг/ч
выход МЭА кг/ч
Поток поступающий в абсорбер
Поток выводимый из абсорбера
1.4 Тепловой баланс абсорбера [2]
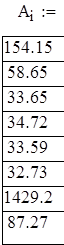
Количество тепла вносимого газовым сырьем при t=54.4 C
Энтальпия идеального газа для каждого компонента, кДж/кг
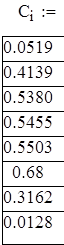
Содержание компонентов, масс. доли
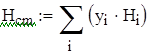
Энтальпия идеальной газовой смеси, кДж/кг
Универсальная газовая постоянная, кДж/(кмоль*К)
Средняя мольная масса газа поступающего в аппарат
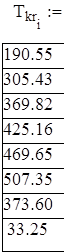
Псевдокритическое давление газа поступающего в аппарат
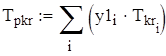
Псевдокритическая температура газа поступающего в аппарат
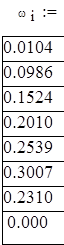
Фактор ацентричности смеси
Поправка на давление при энтальпии
Поправка на давление при энтальпии
Поправка на давление, кДж/кг
Энтальпия газовой смеси, кДж/кг
Количество тепла вносимого в аппарат при t=54 С, кВт
Теплоемкость МЭА, кДж/(кг*С)
Энтальпия регенерированного раствора МЭА, кДж/кг
Приход тепла с регенерированным МЭА, кВт
Теплота хемосорбции H2S, кДж/кг
Кол-во тепла выделяемого при абсорбции H2S, кВт
Количество тепла вносимого газовым сырьем при t=62 C
(1.22)
(1.28)
Энтальпия идеального газа для каждого компонента, кДж/кг
Содержание компонентов, масс. доли
Энтальпия идеальной газовой смеси, кДж/кг
Средняя мольная масса газа поступающего в аппарат
Псевдокритическое давление газа поступающего в аппарат
Псевдокритическая температура газа поступающего в аппарат
Фактор ацентричности смеси
Поправка на давление при энтальпии
Поправка на давление при энтальпии
Поправка на давление, кДж/кг
Энтальпия регенерированного раствора МЭА, кДж/кг
Энтальпия газовой смеси, кДж/кг
Количество тепла уходящего из аппарат при t=62 С, кВт
Приход тепла с регенерированным МЭА, кВт
Расход тепла с насыщенным абсорбентом, кВт
(1.40)
Энтальпия МЭА, кДж/кг
Температура насыщенного абсорбента, С
Приход тепла в аппарат
Уход тепла из аппарата
To=62
1.5 Диаметр абсорбера с кольцами Рашига [2]
расход МЭА, кг/с
плотность газа, кг/м3
Для колец Рашига 10x10x1.5
удельная поверхность, м2/м3
свободный объем, м3/м3
эквивалентный диаметр, м
вязкость МЭА при 20 С, Па*с
вязкость воды, Па*с
расход газа, кг/с
Следовательно
Принимаем w равную 0.5 от wпр
скорость газа, м/с
Диаметр абсорбера
расход, м3/с
принимаем d=400 мм
действительная скорость газа в аппарате
действительная скорость газа в абсорбере, м/с
1.6 Плотность орошения и активная поверхность насадки
Плотность орошения
площадь поперечного сечения абсорбера, м2
плотность орошения, м3/(с*м2)
минимальная эффективная плотность орошения, м3/(с*м2)