 |
Главная |


Отделка струйным обливом с выдержкой в парах растворителя
|
из
5.00
|
Сущность этого метода заключается в окраске вертикально подвешенных деталей при пересечении ими многоструйной (ламинарного типа) завесы краски с последующей выдержкой в паровой зоне, 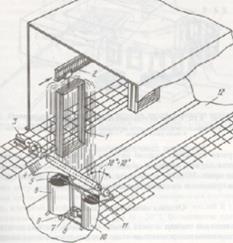 что создает благоприятные условия для окраски труднодоступных мест, замедляет испарение растворителя из окрасочного слоя, улучшая тем самым розлив краски и способствуя достижения равномерной толщины покрытия.
что создает благоприятные условия для окраски труднодоступных мест, замедляет испарение растворителя из окрасочного слоя, улучшая тем самым розлив краски и способствуя достижения равномерной толщины покрытия.
Струйный облив осуществляется путем подачи краски через сопла неподвижного контура, охватывающего деталь, или через систему сопел на качающейся трубе (осцикаторе), расположенной под конвейером с деталями (см. рисунок; 1 - изделия; 2 - конвейер; 3 - привод; 4 - коллектор; 5, 11 - трубы; 6 - бак с эмалью; 7, 8 - вентиль; 9 - насос; 10 - бак с растворителем; 12 - поддон). Необходимая концентрация паров в паровом туннеле создается, главным образом, за счет испарения растворителей с окрашенных деталей. Продолжительное пребывание изделий в паровом туннеле и концентрация растворителя снижают толщину окрасочного слоя, в первую очередь, на кромках изделия. Потери краски при нанесении рассматриваемым методом не превышают 5-10%.
Отделка вальцеванием (накатом). Применяется для окраски плоских деталей (например, дверных полотен). Для отделки вальцеванием используются многоцелевые вальцовые станки с дозирующим устройством КВ-9, ВКВ-14, КВ-18, КВ-28, П708.1 и ДВ522.02 и др. Вальцеванием наносятся в 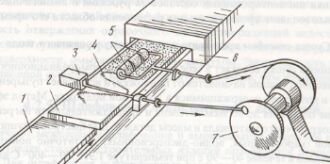 основном мочевиноформальдегидные лаки и эмали. Недостаточный розлив водно-дисперсионных красок обусловливает комбинированный способ их нанесения на плоские детали: струйное нанесение краски из дозирующего устройства с последующим разравниванием двумя-тремя вальцами. Дозатор и валики возвратно-поступательно перемещаются в направлении, перпендикулярном движению окрашиваемой детали. Вязкость лакокрасочного материала - не менее 40 с по ВЗ-246.
основном мочевиноформальдегидные лаки и эмали. Недостаточный розлив водно-дисперсионных красок обусловливает комбинированный способ их нанесения на плоские детали: струйное нанесение краски из дозирующего устройства с последующим разравниванием двумя-тремя вальцами. Дозатор и валики возвратно-поступательно перемещаются в направлении, перпендикулярном движению окрашиваемой детали. Вязкость лакокрасочного материала - не менее 40 с по ВЗ-246.
Повышенное содержание органических растворителей в лаках и эмалях вызывает набухание резиновых валиков, их быстрый износ и отслаивание от металлической основы. Срок службы резиновых валиков не превышает одного месяца. При окраске вальцеванием требуется повышенная размерная точность деталей.
Принцип работы машины для окраски дверных полотен методом наката водно-дисперсионными красками приведен на рисунке; 1 - транспортер; 2 - дверное полотно; 3 - бачок с краской; 4 - струя краски; 5 - валики; 6 - конвекционная сушильная камера; 7 - возвратно-поступательный механизм.
Имитационная отделка представляет собой способ создания декоративного покрытия методом глубокого крашения, нанесения рисунка текстуры древесины на отделываемую поверхность, напрессовывания на основу пленок с напечатанной на них текстурой древесины, мрамора или другого материала. Имитационная отделка с использованием пленок широко применяется при изготовлении массовой сравнительно дешевой мебели.
Вальцовым методом можно наносить красители, грунтовки, шпатлевки, лаки, печатные рисунки. Для крашения щитов применяют станки марок КЩ, КЩ-9, для нанесения грунтовок, шпатлевок и лаков — отечественные станки МЛН1.03, ВЩ9-1, ОД-58, ШПЩ-9, а также импортные. Преимуществами вальцового метода являются высокая производительность, незначительные потери материала, возможность нанесения материалов различной вязкости, очень тонких слоев, а также легкая встраиваемость станков в автоматические линии.
Нанесение лакокрасочных материалов методом плоского налива. Сущность нанесения ЛКМ методом налива состоит в том, что уложенные на движущийся конвейер плоские детали проходят через завесу жидкого материала, который вытекает из наливной головки. Завеса отделочного материала может быть образована различными способами, в зависимости от схемы головок лаконаливных машин.
Лакокрасочные материалы наносят вручную - шпателем, губками, тампонами, кистью и механизированным путем - вальцами и щетками, окунанием, протягиванием через закрытые ванны, распылением, наливом и обливом. Шпателем наносят густую шпатлевку при местном шпатлевании поверхности. Шпатель представляет собой упругую пластинку из стали, твердой и плотной древесины или из пластмассы (смотрите этот рисунок). Для нанесения шпатлевки на конец шпателя набирают шпатлевочную массу и, положив ее на поверхность изделия, проводят шпателем с нажимом и наклоном вперед так, чтобы находящаяся под ним шпатлевка заполнила все неровности и образовала ровную поверхность. Губками и концами наносят на поверхность изделий водные растворы красителей, жидкие грунтовки, порозаполнители и ваксы; губками и концами смачивают древесину водой для поднятия ворса и протирают поверхность при образовании потеков. Наиболее универсальным ручным способом является нанесение жидких лакокрасочных материалов кистями из щетины или беличьего волоса. Кистями можно наносить водные растворы красителей, жидкие грунтовки, краски и лаки. Для нанесения лаков и красок с одновременным втиранием применяют круглые щетинные кисти. Плоские кисти, или флейцы, применяют для разравнивания красок или лаков по поверхности изделий. Тампоном наносят низковязкие спиртовые лаки и политуры. Тампон представляет собой комок растрепанной шерстяной материи или шерстяных ниток, обернутый в чистую полотняную тряпку. Тампон обильно смачивают спиртовым лаком, а затем легкими движениями, едва касаясь поверхности, накладывают вдоль волокон ряд смежных сливающихся полос лака - мазков, называемых ласами. Спиртовой лак чаще всего наносят на восковой слой за 1 или 2 раза. Тонкая лаковая пленка, образующаяся на восковой поверхности, предохраняет восковой слой от стирания и делает его более прочным. Полирование - специальный процесс нанесения спиртовой политуры на поверхность изделий, более сложный, чем процесс нанесения спиртового лака. Перед полированием шерстяной тампон смачивают политурой и обвертывают полотняной тряпкой, через которую при нажиме на тампон политура выступает наружу. Политуру наносят на поверхность изделия быстрыми, безостановочными круговыми скользящими движениями тампона; при малейшей задержке тампон может прилипнуть, и отрыв его будет сопровождаться разрушением пленки. Мазки (ласы) должны ложиться на поверхность ровно, один возле другого. Новый лас на то же место можно наносить после высыхания предыдущего, т. е. через 2-3 мин. На одно и то же место Поверхности за один прием наносят от 10 до 150 слоев; число приемов колеблется от 3 до 8; после каждого приема дается выдержка от 2 до 5 суток для просушки нанесенного покрытия. Первые два приема рассматриваются как грунтование поверхности с закрытием пор, для чего применяется более концентрированная политура с содержанием смолы 14-18% и поверхность в процессе полирования припудривается пемзой в порошке тонкого помола.
Окунанием можно отделывать изделия небольшого габарита или отдельные детали путем погружения их в лакокрасочный материал вручную или механизированно, с помощью механических приводных или пневматических устройств. Для отделки окунанием необходимо иметь ванну или резервуар соответствующих размеров, куда заливают подготовленный отделочный материал. Отделка окунанием складывается из погружения, выемки и выдержки изделий для стекания излишков жидкости. Погружение в отделочную жидкость и выемка из нее должны происходить плавно с постоянной скоростью, т. е. так, чтобы изделие не увлекало за собой воздух, который, оставаясь в виде пузырьков на поверхности, портит покрытие.
Достоинствами покрытия окунанием является возможность полной механизации и автоматизации отделки, универсальность, возможность одновременной отделки большого количества деталей, что значительно повышает производительность труда по сравнению с ручными способами нанесения.. Основным недостатком этого способа является образование более толстой пленки в нижней части изделия вследствие стекания жидкости с верхних частей; малейшая неровность на поверхности влечет за собой образование потеков. При отделке нитролаками этот недостаток может быть устранен, если изделие после окунания выдержать в атмосфере, насыщенной парами растворителей, входящих в состав нитролаков. Под действием этих паров пленка разравнивается и все неровности удаляются.
Наиболее распространенным способом отделки является распыление, при котором лакокрасочный материал наносят на поверхность древесины в распыленном (раздробленном на мельчайшие частицы) состоянии; попадая на поверхность, частицы сливаются и, растекаясь, образуют ровный тонкий слой. Дробление лакокрасочного материала может осуществляться пневматическим путем - с помощью сжатого воздуха, механическим путем и в электрическом поле коронного разряда. Распылением лакокрасочных материалов струей сжатого воздуха отделывают изделия любых форм и размеров. Этим способом можно наносить почти все отделочные материалы: водные растворы красителей, грунтовки и шпатлевки, лаки масляные, спиртовые, целлюлозные и полиэфирные, краски масляные и эмалевые. Сущность способа заключается в следующем. Отделочный материал подается в средний канал форсунки распылителя, а затем попадает в струю сжатого воздуха, выходящего из кольца форсунки, которое охватывает средний канал, со скоростью до 300 м/сек. Отделочный материал, попавший в зону избыточного давления, дробится на мельчайшие частицы (6-20 мк) и в таком виде переносится на отделываемую поверхность изделий, где ложится ровным и прочным слоем любой толщины. Схема распылительной форсунки показана на этом рисунке.
Эффективным способом нанесения лакокрасочных материалов на плоские, главным образом щитовые, поверхности является налив при помощи наливочных машин, основную часть которых составляет разливочный резервуар (головка). Головка помещается в передней части машины и может подниматься или опускаться на определенную высоту в зависимости от толщины отделываемых деталей. В головку при помощи насоса подается лакокрасочный материал определенной вязкости, прошедший предварительно несколько фильтров. В нижней части резервуара имеется щель для вытекания лака. Ширина щели регулируется в зависимости от заданной толщины лакокрасочлого слоя. Для нанесения покрытия деталь на ленточном транспортере подается со скоростью от 40 до 120 м/мин под щель разливочной головки и обливается лаком. Излишний лак стекает в канавки, расположенные под транспортером, и собирается в лакокрасочном баке, откуда вновь подается насосом в разливочную головку.
|
из
5.00
|
Обсуждение в статье: Отделка струйным обливом с выдержкой в парах растворителя |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы