|
Главная |


Контрольная работа № 2
|
из
5.00
|
Контрольная работа № 2 состоит из чертежей к темам 1-6.
Тема 1. Требования, предъявляемые стандартами ЕСКД к выполнению чертежей. Построение трех видов и дополнительного вида по данному наглядному изображению предмета.
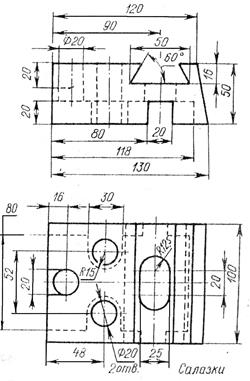
Задание по теме 1.построить три вида детали по данному наглядному изображению в аксонометрической проекции. Построить дополнительный вид на наклонную плоскость. Данные к задаче приведены в табл. 1. пример выполнения листа 1 приведен на рис. 3.
Указания к выполнению задания.Графическую работу выполняют на листе чертежной бумаги формата А3. перед выполнением следует внимательно изучить основные положения ГОСТ 2.301-68,2.302-68 2.303-68, 2.304-81, 2.305-68, 2.306-68. 2.307-68 и материал по теме в рекомендуемой литературе. Ознакомиться с конструкцией детали по аксонометрическому изображению и определить геометрические тела образующие ее. Наметив планировку, в тонких линиях выполнить построение трех видов детали и дополнительного вида на наклонную плоскость. Нанести выносные и размерные линии, указать размеры. Заполнить основную надпись, и обвести чертеж.
Тема 2. Построение трех изображений по двум данным. Выполнение разрезов и сечений
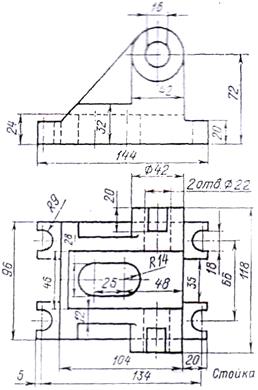
Задание по теме 2.Построить третье изображение детали по двум данным, выполнить необходимые разрезы. Данные к задаче приведены в табл. 2. Пример выполнения листа 2 приведен на рис. 4.
Указания к выполнению задания.Графическую работу выполняют на листе чертежной бумаги формата А3. Выполнение данного задания базируется на материале, изученном при изучении темы «Построение видов». Последовательность выполнения сохраняется. Дополнительно следует изучить материал рекомендуемой литературы и ГОСТ 2.305-68 в части, относящейся к разрезам. Провести линии видимого и невидимого контуров, построить третье изображение, построить разрезы и выполнить штриховку в разрезах.
Тема 3. Изображение и обозначение резьб, соединений на резьбе; изображение и обозначение разъемных соединений (болтом, шпилькой, винтом) и неразъемных соединений (сварных, паяных, клееных и клепаных)
Общие сведения о резьбе приведены в указанной учебной литературе и справочниках. Отметим основные сведения о резьбах и деталях резьбовых соединений.






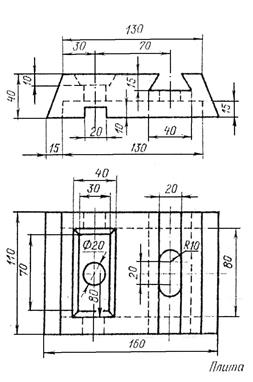
Рис. 3
Таблица 2
| Вари-ант | Задание | Вари-ант | Задание |

| 
| ||

| 
|
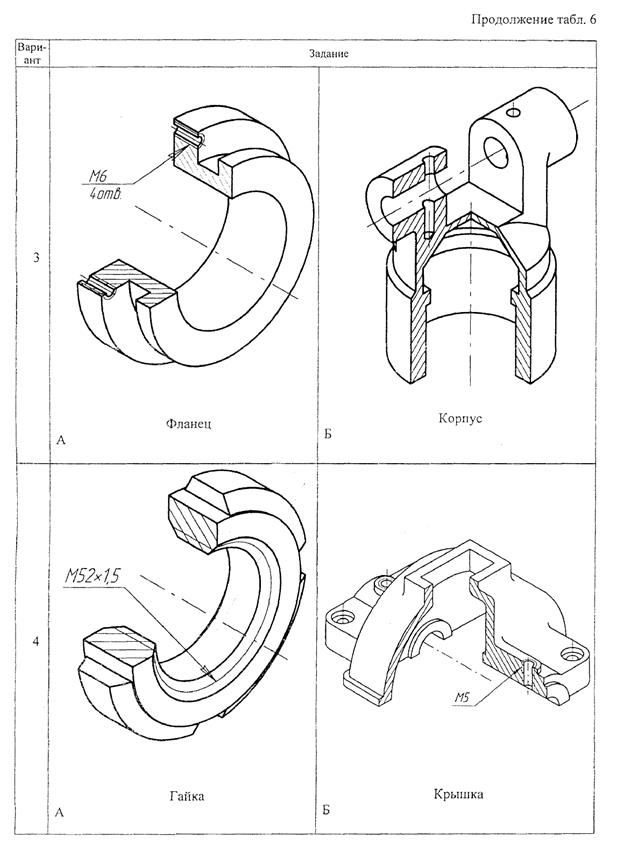
Таблица 2 (продолжение)
| Вари-ант | Задание | Вари-ант | Задание |

| 
| ||

| 
|
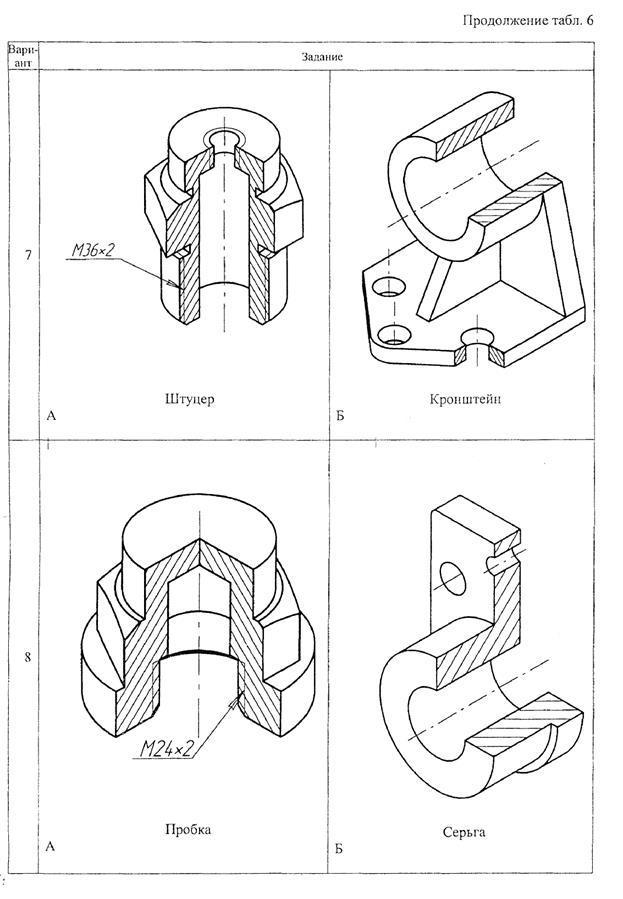
Таблица 2 (продолжение)
| Вари-ант | Задание | Вари-ант | Задание |

| 
| ||

| 
|
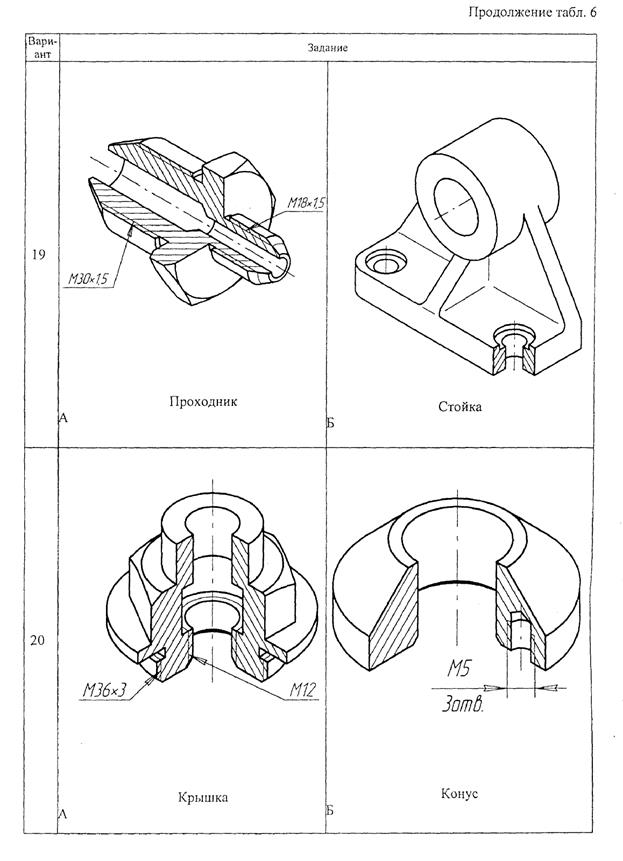
Таблица 2 (продолжение)
| Вари-ант | Задание | Вари-ант | Задание |

| 
| ||

| 
|
Таблица 2 (окончание)
| Вари-ант | Задание | Вари-ант | Задание |

| 
| ||

| 
|


Рис. 4
Образование, основные параметры, изображение и обозначение резьб
Поверхность резьбы образует плоский контур при винтовом движении по цилиндрической или конической поверхности. Основными параметрами резьбы являются: профиль, номинальный диаметр, ход, шаг и направление витков.
Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось. Наиболее распространенными являются треугольные, трапециевидные, круглые и прямоугольные профили.
Номинальный диаметр резьбы – диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении. За номинальный диаметр большинства типов резьб принимается наружный диаметр d – это диаметр воображаемого цилиндра, касающегося вершин наружной резьбы (рис. 5, а) или впадин внутренней резьбы. Внутренний диаметр d1 цилиндрической резьбы – диаметр воображаемого цилиндра, касающегося впадин наружной резьбы (рис. 5, а) или выступов внутренней резьбы.
Шаг резьбы – это расстояние между ближайшими одноименными боковыми сторонами профиля, измеренное вдоль оси резьбы (рис. 5, а, б).
Ход резьбы Ph – это расстояние вдоль оси резьбы, на которое перемещается деталь за один полный оборот (рис. 5, а, б). У однозаходной резьбы Ph = P, а у многозаходной
Ph = P × n, где n – число заходов.
Рис. 5
В зависимости от направления витков резьбы могут быть правыми и левыми. Если при завинчивании винта его вращают по часовой стрелке, то резьба на нем – правая.
В противном случае – резьба левая.
Изображение резьбы. На чертежах резьбу изображают условно согласно
ГОСТ 2.311-82. Резьбу на стержне изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему диаметру, включая фаску. На изображениях, перпендикулярных оси, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную ¾ окружности, разомкнутую в любом месте (рис. 6, а).
На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются местами (рис. 6, б). Фаски на стержне с резьбой и в резьбовом отверстии, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают (рис. 6, а, б).
Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, должны быть не менее 0,8 мм и не более величины шага резьбы.
Обозначение резьбы. Большинство типов резьб стандартизировано. Каждая условная резьба имеет свое условное обозначение, в которое входят:
1) условный символ типа резьбы: М – метрическая, G – трубная цилиндрическая,
R – трубная коническая наружная, Rс – трубная коническая внутренняя, Тr – трапецеидальная, S – упорная и т.д. (рис. 6, а – з);
2) наружный диаметр резьбы или условный диаметр прохода для трубной цилиндрической, трубной конической и конической дюймовой резьб;
3) шаг резьбы (не указывается крупный шаг метрической однозаходной резьбы, а также шаги резьб трубной цилиндрической, трубной конической, дюймовой и конической дюймовой);
4) ход резьбы (для многозаходных резьб);
5) условный символ левой резьбы LH (правая резьба не обозначается);
6) поле допуска для резьб метрической, трапецеидальной, упорной и круглой, а также класс точности для трубной цилиндрической резьбы (в учебных чертежах по курсу инженерной графики поле допуска не указывается);
7) номер стандарта для резьб дюймовой, дюймовой конической и упорной усиленной резьбы.
Метрическая резьба является наиболее распространенным типом крепежной резьбы. Метрическую резьбу имеют стандартные крепежные детали: болты, винты, шпильки, гайки, рассматриваемые в данном задании.
Профиль метрической резьбы (ГОСТ 9150-81) – равносторонний треугольник с углом a при вершине, равным 60°. Диаметры и шаги метрической резьбы выполняют по ГОСТ 8724-81. Для каждого номинального диаметра резьбы стандарт предусматривает несколько шагов. Больший шаг считается крупным, остальные – мелкие.
Пример условного обозначения метрической резьбы с номинальным диаметром
20 мм, крупным шагом 2,5 мм: М20; с мелким шагом 1,5 мм: М20 ´ 1,5.
Пример условного обозначения двухзаходной метрической резьбы номинальным диаметром 20 мм ходом 3 мм и мелким шагом 1,5 мм, левой: М20 ´ 3(Р 1,5)LH.
Выносные линии для обозначения всех типов резьб, кроме резьбы трубной цилиндрической и конической, проводятся от наружного диаметра резьбы (рис. 8, а, б). Обозначение трубной цилиндрической резьбы наносят на полке линии-выноски, заканчивающейся стрелкой.
В обозначении трубной цилиндрической резьбы указывается символ резьбы, диаметр условного прохода dy в дюймах и класс точности (А или В). Аналогично на полках линий-выносок указываются обозначения конических резьб (рис. 6, ж, з).
Условное обозначение трапецеидальной резьбы (однозаходная – ГОСТ 9484-81, многозаходная – ГОСТ 24739-81) состоит из букв Тr наружного диаметра и шага, например, Тr 36 ´ 6 (рис. 6, д).
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы, например, S 80 ´ 16 (рис. 6, г).
Для обозначения параметров нестандартной резьбы показывают все ее основные параметры. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры (рис. 6, и).

| а | б |

| в | г |

| д | е |

| ж | з |

и
Рис. 6
Задания к листу 3. Вычертить:
1) соединение болтом по действительным размерам болта, гайки, шайбы, взятым из соответствующих стандартов (3 вида);
2) соединение шпилькой в сборе с гайкой и шайбой (2 вида);
3) соединение винтом (2 вида);
4) сварное соединение;
5) паяное соединение;
6) клеёное соединение;
7) клёпаное соединение.
Данные к заданиям для своего варианта приведены в таблицах 3, 4, 5. Пример выполнения задания приведен на рис. 7.
Указания к выполнению задания. Задание выполняется на листе чертежной бумаги формата А3. Разрабатываемый чертеж является учебным чертежом и представляет собой совокупность фрагментов сборочного чертежа, на котором проставляются только габаритные, присоединительные и установочные размеры.
Для изучения конструктивных особенностей резьбовых деталей и соединений рекомендуется изображать их на данном чертеже в конструктивном исполнении, т.е. без упрощений. Вместе с тем, рекомендуется изучить упрощенные изображения отдельных крепежных деталей и соединений, установленные ГОСТ 2.315-68.
Соединение болтом
В данной работе в соединение болтом (рис. 8) входят: болт с шестигранной головкой нормальной точности по ГОСТ 7798-70, исполнение 1, гайка шестигранная нормальной точности по ГОСТ 5915-70, исполнение 2, шайба по ГОСТ 11371-78, исполнение 2, а также две соединяемые детали толщиной В и В1.
Диаметр болта d, шаг резьбы Р. Толщины соединяемых деталей В и В1 даны в табл. 4.
Длина болта lбвычисляется по формуле: lб = В + B1 + S + Н + K,
где В и В1 – толщины соединяемых деталей;
S – высота шайбы;
H – высота гайки;
K – запас резьбы на выходе из гайки, K » (2 … 3) Р, здесь Р – шаг резьбы болта.
Расчетную длину болта следует округлить до ближайшей стандартной длины l, взятой из ГОСТ 7798-70.
При изображении болта на чертеже необходимо расположить его с таким расчетом, чтобы на главном изображении были видны три грани головки шестигранника. Линии пересеченияконической поверхности фаски с гранями головки – гиперболы, при вычерчивании они могут быть заменены дугами окружностей (рис. 8). Вычерчивание гайки аналогично. Диаметры сквозных отверстий d0 в соединяемых деталях определяют по ГОСТ 11284-75 или из соотношения, указанного на рис. 8.
 Таблица 3
Таблица 3
Исходные данные для выполнения резьбовых соединений
| Соединения | Параметры | Номер варианта | |||||||||||||||||||
| Болтом | d | ||||||||||||||||||||
| Шаг Р | Крупн. | 1,5 | 1,75 | 1,0 | 1,0 | 2,0 | 1,25 | 1,5 | 1,75 | 1,0 | 1,0 | 2,0 | 1,25 | ||||||||
| Мелк. | 1,25 | 1,25 | - | - | 1,5 | 1,25 | 1,25 | - | - | 1,5 | |||||||||||
| В | |||||||||||||||||||||
| В1 | |||||||||||||||||||||
| Шпилькой | d | ||||||||||||||||||||
| Шаг Р | Крупн. | 1,25 | 1,5 | 2,0 | 1,75 | 1,0 | 1,25 | 1,5 | 2,0 | 1,75 | 1,0 | 1,0 | |||||||||
| Мелк. | 1,25 | 1,5 | 1,25 | - | 1,25 | 1,5 | 1,25 | - | - | ||||||||||||
| В2 | |||||||||||||||||||||
| ГОСТ | 22032-76 | 22034-76 | 22036-76 | 22038-76 | 22040-76 | 22032-76 | 22034-76 | 22036-76 | 22038-76 | 22040-76 | |||||||||||
| Винтом | d | ||||||||||||||||||||
| Шаг Р | Крупн. | 1,0 | 1,0 | 1,5 | 1,25 | 1,75 | 2,0 | 1,0 | 1,0 | 1,5 | 1,25 | 1,75 | 2,0 | ||||||||
| Мелк. | - | - | 1,25 | 1,0 | 1,25 | - | - | 1,25 | 1,0 | 1,25 | 1,5 | ||||||||||
| В3 | |||||||||||||||||||||
| ГОСТ | 1491-80 | 17473-80 | 17474-80 | 17475-80 | 1491-80 | 17473-80 | 17474-80 | 17475-80 | |||||||||||||
| Исполнение | - | - | - | - |
 Таблица 4
Таблица 4
Исходные данные для выполнения сварных соединений
| Соединения | Параметры | Номер варианта | ||||||||||||||||||
| Угловые (рис 14, а) | Стандарт на шов | ГОСТ 5264-80 | ГОСТ5264-80 | |||||||||||||||||
| БЦО шва | У4 | У5 | У6 | У4 | У5 | У5 | ||||||||||||||
| Размер катета шва | ||||||||||||||||||||
| Размер l | ||||||||||||||||||||
| Тавровые (рис 14, б) | Стандарт на шов | ГОСТ 14806-80 | ГОСТ 14806-80 | |||||||||||||||||
| БЦО шва | Т1 | Т3 | Т1 | Т3 | ||||||||||||||||
| Размер катета шва | ||||||||||||||||||||
| Размер l | ||||||||||||||||||||
| Нахлесточные (рис 14, в) | Стандарт на шов | ГОСТ 11533-75 | ГОСТ 11533-75 | |||||||||||||||||
| БЦО шва | Н1 | Н2 | Н1 | Н1 | Н2 | Н1 | ||||||||||||||
| Размер катета шва | ||||||||||||||||||||
| Размер l | ||||||||||||||||||||
| Размер l1 | ||||||||||||||||||||
| Стыковые (рис 14, г) | Стандарт на шов | ГОСТ 15164-78 | ГОСТ 15164-78 | |||||||||||||||||
| БЦО шва | С1 | С2 | С1 | С2 | ||||||||||||||||
| Размер l |
Таблица 5
Исходные данные для выполнения разъемных и неразъемных соединения
| Соединения | Параметры | Номер варианта | |||||||||||||||||||
| Паяные (рис. 16, а) | Диаметр трубки D | ||||||||||||||||||||
| Толщина стенки d | 2,8 | 2,5 | 2,2 | 2,2 | 2,0 | 2,0 | 1,8 | 1,8 | 1.8 | 2,8 | 2,8 | 2,5 | 2,2 | 2,2 | 2,0 | 2,0 | 1,8 | 1,8 | 1.8 | 2,8 | |
| Размер l | |||||||||||||||||||||
| Клееные (рис. 16, б) | Диаметр D | ||||||||||||||||||||
| Размер l | |||||||||||||||||||||
| Клепаные (рис. 16, в) | Стандарт на заклепку | ГОСТ 10299-80 | ГОСТ 10300-80 | ГОСТ 10299-80 | ГОСТ 10300-80 | ||||||||||||||||
| Диаметр заклепки | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | |
| Число заклепок п | |||||||||||||||||||||
| Толщина S2 | |||||||||||||||||||||
| Толщина S3 | |||||||||||||||||||||
| Размер l1 | |||||||||||||||||||||
| Размер l2 | |||||||||||||||||||||
| Шаг t |


Рис. 7
|

Рис. 8
От крепежных деталей соединений – болта, гайки, шайбы вынести позиции. Под изображением соединения записать их условные обозначения, взятые из стандартов.
Примеры обозначений.
Болт по ГОСТ 7798-70 диаметром резьбы d = 10 мм, с крупным шагом Р = 1,5 мм, длиной 50 мм, класса прочности 5.8, исполнение 1:
Болт М 10 ´ 50.5.8. ГОСТ 7798-70.
Гайка по ГОСТ 5915-70 диаметром резьбы d = 10 мм, с крупным шагом Р = 1,5 мм, классом прочности 5, исполнение 1:
Гайка М 10.5 ГОСТ 5915-70;
то же с мелким шагом Р = 1,25 мм, исполнение 2:
Гайка 2 М 10.5 ´ 1,25 ГОСТ 5915-70.
Шайба по ГОСТ 11371-78 для стержневой крепежной детали d = 10 мм, класса прочности 3.6, исполнение 1:
Шайба 10.3.6 ГОСТ 11371-78.
Соединение шпилькой
В данной работе в соединение шпилькой входит стандартная шпилька (рис. 9), шайба пружинная по ГОСТ 6402-70, нормальная, гайка шестигранная по ГОСТ 5915-70, исполнение 1, а также деталь 1, в которую ввинчивается шпилька, и присоединяемая деталь 2 толщиной В2 (рис. 10, в).
Диаметры и шаги шпилек, а также ГОСТы на шпильки и толщины присоединяемых деталей приведены в табл. 3.
Одним резьбовым концом шпилька ввинчивается в деталь. Длина ввинчиваемого резьбового конца l1 (рис. 9).
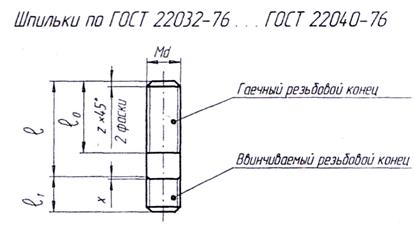
Рис. 9
Размер l1 зависит от диаметра шпильки и от ГОСТа на шпильку. Шпильки по ГОСТ 22032-76 предназначены для ввинчивания их в стальные, латунные, бронзовые детали и имеют l1 = d. Шпильки по ГОСТ 22034-76 предназначены для ввинчивания в чугунные детали и имеют l1 = 1,25d. Шпильки по ГОСТ 22036-76 также предназначены для ввинчивания в чугунные детали и имеют l1 = 1,6d. Шпильки по ГОСТ 22038-76 предназначены для ввинчивания в легкие (алюминиевые, магниевые) сплавы и имеют
l1 = 2d. Шпильки по ГОСТ 22040-76 также предназначены для ввинчивания в легкие сплавы и имеют l1 = 2,5d.
Второй резьбовой конец шпильки предназначен для навинчивания гайки и называется гаечным резьбовым концом, определяемым из соответствующих стандартов.
Для соединения двух или нескольких деталей шпилькой в одной из них предварительно сверлят цилиндрическое отверстие (рис. 10, а). Диаметр этого отверстия dс несколько меньше диаметра резьбы и определяется по стандарту (ГОСТ 19257-73). На чертеже диаметр отверстия равен внутреннему диаметру резьбы шпильки. Глубина этого отверстия l2 @ l1 + 6Р, где Р – шаг резьбы. После сверления отверстия и снятия фаски метчиком нарезается резьба, соответствующая резьбе шпильки. Глубина резьбового участка l3 = l1+ 2P (рис. 10, б). В полученное резьбовое гнездо ввинчивается шпилька. Длина шпильки вычисляется по формуле:
lш = В2 + S1 +H + K,
где В2 – толщина присоединяемой детали, S1 – толщина пружинной шайбы, Н – толщина гайки, К – запас резьбы на выходе из гайки.
Полученное расчетное значение длины шпильки следует округлить до ближайшего стандартного значения, кратного 5.

| а | б | в |
Рис. 10
Примеры обозначений.
Шпилька по ГОСТ 22034-76 с диаметром резьбы d = 16 мм, с крупным шагом
Р = 2 мм, длиной l = 60 мм, класса прочности 5.8:
Шпилька М 16 ´ 60. 5.8 ГОСТ 22034-76;
то же с мелким шагом Р = 1,5 мм:
Шпилька М 16 ´ 1,5 ´ 60.5.8 ГОСТ 22034-76.
Соединение винтом
Для выполнения этого соединения исходные данные приведены в табл. 3.
Крепежные винты с цилиндрической головкой (рис. 11, а) выполняют по
ГОСТ 1491-80, винты с полукруглой головкой (рис. 11, б) – по ГОСТ 17473-80, винты с полупотайной головкой (рис. 11, в) – по ГОСТ 17474-80 и винты с потайной головкой (рис. 11, г) – по ГОСТ 17475-80.
Глубина завинчивания винта в детали из стали, бронзы и латуни принимается равной диаметру d, в детали из чугуна – 1,2d, в детали из легких сплавов – 2d. Длину винта следует выбрать из следующего ряда стандартных длин: 10, 11, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100.

Рис. 11
В отличие от шпильки граница резьбового участка винта должна выходить за плоскость стыка соединяемых деталей в сторону детали со сквозным цилиндрическим отверстием на размер не менее 0,5d (рис. 11). Резьбовое гнездо под винт рассчитывается и вычерчивается аналогично резьбовому гнезду под шпильку.
Примеры обозначений.
Винт с цилиндрической головкой по ГОСТ 1491-80 диаметром резьбы d = 8 мм, с крупным шагом резьбы Р = 1,25 мм, длиной 50 мм, классом прочности 5.8:
Винт М 8 ´ 50.5.8. ГОСТ 1491-80;
то же с мелким шагом Р = 1 мм:
Винт М 8 ´ 1 ´ 50.5.8. ГОСТ 149-80.
Сварное соединение
Исходные данные для сварных соединений приведены в табл. 4. Сварное соединение должно иметь на чертеже свое обозначение.
В зависимости от номера варианта студент выполняет на чертеже либо угловое (рис. 12, а), либо тавровое (рис. 12, б), либо нахлесточное (рис. 12, в), либо стыковое
(рис. 12, г) сварное соединение двух пластин размерами 60 ´ 25 ´ 5 и 40 ´ 15 ´ 5 мм.
В соответствии с ГОСТ 2.312-72 сварной шов показывают сплошной основной линией (если шов видимый) или штриховой линией (если шов невидимый). Одиночные видимые сварные точки показывают знаком «+» и выполняются сплошной основной линией. Длина отрезков линий этого знака 5 … 10 мм.
От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. К линии-выноске присоединяют горизонтальную полку, на которую помещают условное обозначение сварного шва. Структура условного обозначения сварного шва представлена на рис. 13, где:
1 – обозначение стандарта на основные типы и конструктивные элементы сварных швов, в частности, ГОСТ 5264-80 определяет основные типы и конструктивные элементы сварных швов при ручной дуговой сварке, ГОСТ 14806-80 регламентирует основные типы и конструктивные элементы швов, выполняемых ручной дуговой сваркой в среде защитных газов, ГОСТ 11533-75 посвящен сварным швам, выполняемым автоматической и полуавтоматической сваркой под флюсом, ГОСТ 15164-78 устанавливает типы и конструктивные элементы швов, выполняемых электрошлаковой сваркой;
2 – буквенно-цифровое обозначение шва; оно характеризует взаимное расположение свариваемых деталей (У – угловое, Т – тавровое, Н – нахлесточное, С – стыковое), а также характер шва (односторонний, двухсторонний) и форму свариваемых кромок; в частности, буквенно-цифровые обозначения, содержащиеся в табл. 4, в соответствующих стандартах обозначают:
У4 – угловое расположение, шов односторонний, без скоса кромок;
У5 – угловое расположение, шов двухсторонний, без скоса кромок;

Рис. 12
У6 – угловое расположение, шов односторонний, со скосом одной кромки;
Т1 – тавровое расположение, шов односторонний, без скоса кромок;
Т3 – тавровое расположение, шов двухсторонний, без скоса кромок;
Н1 – нахлестное соединение, шов односторонний;
Н2 – нахлестное соединение, шов двухсторонний;
С1 – стыковое соединение, без скоса кромок;
С2 – стыковое соединение, без скоса кромок, на остающейся подкладке;
3 – условное обозначение способа сварки; в частности, по ГОСТ 11533-75: А – автоматическая сварка под флюсом, П – полуавтоматическая сварка под флюсом и т.д.; данное условное обозначение на чертежах допускается не указывать;
 4 – Знак « » и размер катета сварочного шва;
4 – Знак « » и размер катета сварочного шва;
5 – характеристики прерывистого шва, диаметр сварной точки, ширина шва шовной сварки;
6 – вспомогательные знаки; например, знак «¡» означает расположение шва по замкнутой линии.

Рис. 13
Паяное соединение
Выполняется паяное соединение двух деталей – пластины толщиной 5 мм и трубки длиной 50 мм (рис. 14, а). Необходимые размеры приведены в табл. 5. Правила изображения и обозначения паяного соединения установлены ГОСТ 2.313-82. Место соединения спаянных деталей показывается линией толщиной 2S, где S – толщина сплошной основной линии. Для обозначения паяного соединения применяется условный знак, изображенный на рис. 15, а. Знак наносят сплошной основной линией на тонкой линии-выноске, заканчивающейся стрелкой. Обозначение шва по замкнутой линии дополняется окружностью диаметром 3 … 5 мм, наносимой тонкой линией. Марка припоя указывается в технических требованиях чертежа.
Клееное соединение
Выполняется клееное соединение двух плоских деталей (рис. 14, б). Необходимые размеры даны в табл. 6. Согласно ГОСТ 2.313-82 место соединения склеиваемых деталей показывается линией (толщина 2S). Для обозначения клееного соединения применяется знак, изображенный на рис. 15, б. Этот знак наносится основной линией на тонкой линии-выноске, заканчивающейся стрелкой. Марка клея указывается в технических требованиях чертежей.
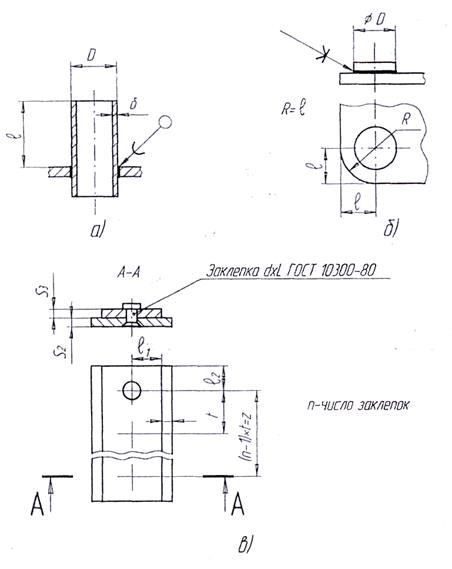
Рис. 14

Рис. 15
Клепаное соединение
В данной работе студенты выполняют клепаное соединение двух пластин шириной 30 и 40 мм (рис. 14, в). Необходимая информация для выполнения соединения приведена в табл. 5.
Основные размеры заклепок с полукруглой головкой выполняются по
ГОСТ 10299-80 и заклепок с потайной головкой – по ГОСТ 10300-80.
Расчетная длина заклепки может быть вычислена по формуле L = Sn + 1,2d, где
Sn – толщина склепываемого пакета. Расчетное значение длины заклепки следует округлить до ближайшего стандартного значения длины, выбираемого из следующего ряда: 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 50 и т.д.
Диаметр замыкающей головки » 1,7d, высота замыкающей головки » 0,5d.
Примеры обозначений заклепок.
Заклепка с полукруглой головкой диаметром стержня d = 5 мм, длиной L = 22 мм, из материала группы 00, без покрытия:
Заклепка 5 ´ 22 ГОСТ 10299-80.