 |
Главная |


Система допусков и посадок
|
из
5.00
|
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает достижение их качества.
Система допусков и посадок ИСО для типовых деталей машин построена по единым принципам. Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ) (рис.4). Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис.4, а), которое обозначают Н. Посадки в системе вала - посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис.4, б), который обозначают h.

Рисунок 4 - Примеры расположения полей допусков для посадок
в системе отверстия (а) и в системе вала (б)
Для всех посадок в системе отверстия нижнее отклонение отверстия EI=0, т.е. нижняя граница поля допуска основного отверстия , всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es=0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией. Поле допуска основного отверстия откладывают вверх, поле допуска основного вала - вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной.
В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия.
Для образования посадок с различными зазорами и натягами в системе ИСО для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение - это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии (рис.5).
Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера.
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
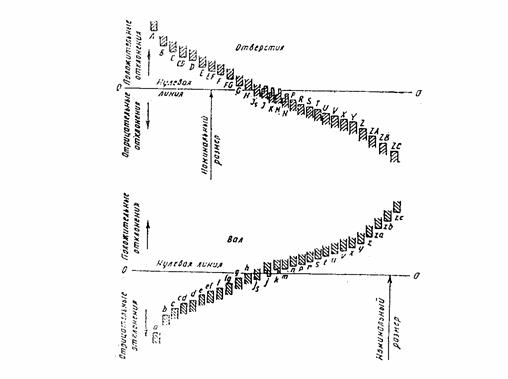
Рисунок 5 - Основные отклонения, принятые в системе ИСО
В каждом изделии детали разного значения изготовляют с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты изготовления деталей и изделий. Под квалитетомпонимают совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера.
В системе ИСО установлено 19 квалитетов: 01,0,1,2,...,17. Для квалитетов 5-17 при переходе от одного квалитета к следующему, более грубому, допуски возрастают на 60%. Через каждые пять квалитетов допуски увеличиваются в 10 раз.
Для каждого квалитета построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность.
Для построения рядов допуска каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: до 3, свыше 3 до 6, свыше 6 до 10 мм, ..., свыше 400 до 500 мм. Для всех размеров, объединенных в один интервал, например для размеров свыше 6 до 10 мм, значения допусков приняты одинаковыми.
Калибры
Годность деталей с допуском от IT6 до IT17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируется предельный размер, соответствующий максимуму материала проверяемого объекта, рис.6) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта). С помощью предельных калибров определяют не числовое значение контролируемых параметров, а годность детали, т.е. выясняют, выходит ли контролируемый параметр за нижний или верхний предел, или находится между двумя доступными пределами.

Рисунок 6 - Схема для выбора номинальных размеров
предельных гладких калибров
Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами. Если проходной калибр не проходит, деталь является исправимым браком; если непроходной калибр проходит, деталь является неисправимым браком, так как размер такого вала меньше наименьшего допускаемого предельного размера детали, а размер такого отверстия - больше наибольшего допускаемого предельного размера.
Для контроля калибров-скоб применяют контрольные калибры К-И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб.
Для контроля валов используют главным образом скобы. Наиболее распространены односторонние двухпредельные скобы (рис.7).

Рисунок 7 - Односторонние двухпредельные скобы
Допуски калибров
ГОСТ 24853-81 на гладкие калибры устанавливает следующие допуски на изготовление: Н - рабочих калибров (пробок) для отверстий (Нs - тех же калибров, но со сферическими измерительными поверхностями); Н1 - калибров (скоб) для валов; Нp - контрольных калибров для скоб (рис.8).
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ. Для размеров до 500 мм износ калибров ПР с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и Y1 для скоб; для калибров ПР с допусками от IT9 до IT17 износ ограничивается проходным пределом, т.е. Y = 0 и Y1 = 0.
Для всех проходных калибров поля допусков Н (Hs) и Н1 сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z1 для калибров-скоб.
Необходимые для выполнения расчетно-практической работы значения Z, Y, Z1, Y1, H, Hs, H1, Hp приведены в приложении 2.

Рисунок 8 - Схемы расположения полей допусков калибров:
а - для отверстия;
б - для вала
|
из
5.00
|
Обсуждение в статье: Система допусков и посадок |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы