 |
Главная |


Назначение, устройство и работа калибров
|
из
5.00
|
Калибры — без шкальные измерительные инструменты , предназначенные для контроля размеров , формы и взаимного расположения поверхностей.
Калибры дают возможность значительно сократить затраты времени на проверку деталей , сделать ее доступной любому , даже малоквалифицированному рабочему. Этим объясняется широкое расположение их в современном машиностроение.
В зависимости от способа проверки изделий калибры делятся на нормальные , изготавливаемые , по номинальному размеру , на предельные калибры пробки и скобы, которые служат для ограничения предельных размеров изделий. Наиболее распространенными являются предельные калибры. Для контроля одного размера требуется два предельных калибра — проходной и непроходной. Изделие считается годным , если проходной калибр проходит , а непроходной не проходит, следовательно, размер изделия находится между размерами двух калибров. Так как эти два калибра , обычно , объединены конструктивно в один калибр, то размер годного изделия должен лежать между размером проходной стороны и размером непроходной стороны калибра. По назначению предельные калибры делятся на калибры пробки для проверки отверстий и на калибры кольца и скобы для проверки валов для деталей 6-17 квалитетов.
По применению калибры делятся на рабочие, приемные и контрольные.
По рабочим калибрам ПР и НЕ изготавливаются изделия на рабочем месте.
Контрольными калибрами контролируются размеры рабочих и приемных калибров.
Предельные калибры изготавливают из углеродистой инструментальной стали марки У10А, закаливают в масле для получения твердости в пределах HRC 58-62.
В процессе эксплуатации проходных калибров вследствие контакта измерительной поверхности с поверхностью измеряемой детали происходит износ поверхности проходного калибра. В связи с этим измерительные поверхности проходного калибра. В связи с этим измерительные поверхности калибров имеют дополнительный допуск на эксплуатационный износ. Для восстановления размеров проходных сторон калибров применяют размерное хромирование . На рабочей поверхности калибра должно быть указано буквенное обозначение поля допуска с номинальным размером детали для проверки, которой он предназначен. Полная маркировка должна содержать еще дополнительные указания.
Размеры, по которым изготавливаются измерительные поверхности калибров, называются исполнительными размерами. Допуски на их изготовление устанавливается по СТ СЭВ 1S7-7S в зависимости от номинальных размеров, системы допусков с учетом схемы расположения полей допусков.
Расчет исполнительных размеров
IT- допуск изделия; Hs - допуск калибров со сферическими измерительными поверхностями; Нр - допуск контрольных калибров для скоб; Z- отклонение середины поля допуска проходного калибра-пробки II относительно наименьшего предельного размера контролируемого отверстия; Z, - отклонение середины поля допуска проходного калибра-кольца I или калибра-скобы (вид 2) относительно наибольшего предельного размера контролируемого вала.
Для расчета калибра привожу следующие параметры:
ES = +43мкм = 0.043мм
EI = 0 мкм=0мм
Z1 , Z2 = 8мкм=0,008
Y ,Y1 = 0
a, a1 = 0 мкм
H =3мкм=0,003мм
H1 = 5 мкм=0,005мм
H5 = 2 мкм=0,002мм
Номинальный размер изделия и поле допуска 11H9
Верхнее отклонения отверстия : ES =0.043мм
Нижнее отклонения отверстия : EI = 0 мм
Наибольший предельный размер изделия : Dmax = D+ES = 11,000+0,043= 11,043 мм
Наименьший предельный размер изделия : Dmin = D+EI = 11,000+0= 11,000 мм
Отклонения середины поля допуска на изготовляется проходной пробки Z = 8мкм = 0,008 мм
Допуск на изготовление проходной пробки ПР: Н = 3 мкм = 0,003мм
Наибольший предельный размер проходной пробки : ПРmax = Dmin + z + H/2 = 11,000+ 0,008+0,003/2 =11+0,008+0,0015=11,0095мм
Наименьший предельный размер проходной пробки ПРmin=Dmin+ Z – H/2 = 11,000+0,008-0,003/2 = 11,006мм
Допустимый выход размера изношенной проходной пробки для отверстия за границу поля допуска изделия Y = 0мм СТ СЭВ 175-75
Наибольший размер изношенной проходной пробки ПРизн = Dmin – Y = 11,000 мм
Допуск на изготовления пробки НЕ: H= 0.003мкм = 0.003 мм
Наибольший предельный размер пробки НЕ: НЕmax=Dmax+ H/2 = 11,043 мм+0.003 мм=11,046 мм
Наименьший предельный размер пробки НЕ: НЕmin=Dmin-H/2 = 11,000 – 0,003/2 = 10,985мм
Обозначения исполнительного размера
ПР=11,009 -0,003 мм НЕ = 11,046 мм -0,003 мм
Схема расположения полей допусков
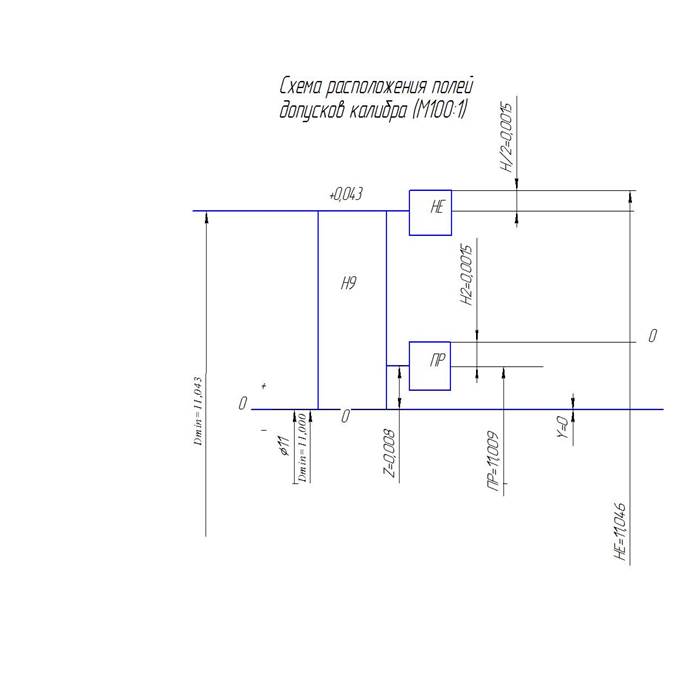
Рисунок 3. 1. Схема расположения полей допусков
Расчёт и конструирование станочного приспособления
|
из
5.00
|
Обсуждение в статье: Назначение, устройство и работа калибров |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы