 |
Главная |


Сталь листовая оцинкованная: технические характеристики
|
из
5.00
|
Нанесение слоя цинка на металл – цинкование применяется для защиты металла от коррозии. Толщина слоя цинка составляет 3…150 мрм , и толщина слоя цинка на данном металле указывается в его сертификате.
Температура кипения цинка составляет 906°с, и при сварке оцинкованного металла цинк испаряется, загрязняя воздух . Поэтому при сварке оцинкованного металла необходимо уделять внимание технике безопасности , так как пары цинка могут привести к удушью .
Рабочее место сварщика должно быть оборудовано местной вентиляцией , а помещение , где производится сварочные работы – общей вентиляцией
При сварке цинк попадает в сварочную ванну и способствует образованию пор и трещин в шве . Поэтому должно произведено удаление цинка с поверхности металла перед сваркой механически – щетками , абразивными кругами или пламенем газовой горелки . Можно удалять цинк с поверхности металла химическими способами – кислотой с последующей нейтрализацией ее щелочу , промывкой водой и сушки . При невозможности удаление цинка перед сваркой приходится применять технологические приемы для получения качественного шва . Большое значение имеет выбор электродов для сварки оцинкованных сталей .
Рекомендуется использовать для сварки низкоуглеродистых сталей электроды с рутиловым покрытием
Для предотвращения появления пор при сварке стыковых и угловых швов ток сварки нужно увеличить на 10…15 А по сравнению с обычным и увеличить зазор между свариваемыми кромка в 2 раза , снизить скорость сварки на 10…20% . Это поможет при слое цинка до 15 мкм . При толщине слоя цинка 15…40 мкм применяется специальная техника сварки , по. Этом электродом совершается возвратно-поступательное движение для предварительного выгорание цинка . При сварке стали с толщиной слоя цинка более мкм необходимо полное удаление цинка для получения бездефектного шва
Электроды OМА-2
варка конструкций из тонколистовых (толщина 1-3 мм) углеродистых сталей с временным сопротивлением до 410 МПа во всех пространственных положениях шва переменным током и постоянным током обратной полярности.
Характеристика электродов ОМА 2
Покрытие – кисло-целлюлозное.
Коэффициент наплавки – 8,0 г/А·ч.
Производительность наплавки (для диаметра 3,0 мм) – 0,7 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва
| Временное сопротивление s2, МПа | Угол изгиба, градус |
Типичный химический состав наплавленного металла, %
| C | Mn | Si | S | P |
| 0,11 | 0,28 | 0,12 | 0,019 | 0,027 |
Геометрические размеры и сила тока при сварке
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. | |
| 2,0 | 40 – 70 | |||
| 2,5 | 50 – 80 | |||
| 3,0 | 60 – 120 |
Особые свойства электродов ОМА 2
Обладают малой проплавляющей способностью.
Позволяют производить сварку по окисленной поверхности.
Технологические особенности сварки электродами ОМА 2
Допускается сварка удлиненной дугой.
Прокалка перед сваркой: 120°С; 1 ч.
Условное обозначение электродов ОМА 2
| Э42- -2-Æ-#! | ГОСТ 9466-75, !" 9467-75 |
| Е 41 0- &16 |
Подбор оборудования
Сварочный инвертор ARC-160 БРИМА
. На рисунке ниже приведена упрощенная схема сварочного аппарата инверторного типа. сварка технологический металл
.
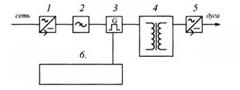
Рис. Блок-схема сварочного инвертора: 1 - сетевой выпрямитель, 2 - сетевой фильтр, 3 - преобразователь частоты (инвертор), 4 - трансформатор, 5 - высокочастотный выпрямитель, 6 - блок управления.

Работа сварочного инвертора происходит следующим образом. Переменный ток частотой 50 Гц поступает на сетевой выпрямитель 1. Выпрямленный ток сглаживается фильтром 2 и преобразуется (инвертируется) модулем 3 в переменный ток с частотой в несколько десятков кГц. В настоящее время достигаются частоты в 100 кГц. Именно этот этап является самым важным в работе сварочного инвертора, позволяющим добиться огромных преимуществ по сравнению с другими типами сварочных аппаратов. Далее с помощью трансформатора 4 высокочастотное переменное напряжение понижается до значений холостого хода (50-60В), а токи повышаются до величин, необходимых для осуществления сварки (100-200А). Высокочастотный выпрямитель 5 выпрямляет переменный ток, который совершает свою полезную работу в сварочной дуге. Воздействуя на параметры преобразователя частоты, регулируют режим и формируют внешние характеристики источника.
Процессы перехода тока из одного состояния в другое контролируются блоком управления 6. В современных аппаратах эта работа выполняется транзисторными модулями IGBT, являющимися самыми дорогими элементами сварочного инвертора.
Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа электросварки. Благодаря высокой частоте, вес и размеры трансформатора снижаются в разы.
Технические характеристики:
| Напряжение питающей сети (В) | |
| Частота питающей сети (Гц) | 50/60 |
| Потребляемая мощность (Вт) | 5.3 |
| Максимальный входной ток сети (А) | 24.3 |
| Диапазон сварочного тока | 10-155 |
| Период нагрузки (%) | |
| Напряжение холостого хода (В) | |
| Потери на холостом ходу (Вт) | |
| КПД (%) | |
| Коэффициент мощности (cos?) | 0.93 |
| Класс изоляции | B |
| Класс защиты | IP23 |
| Вес (кг) |
Выбор режима ручной дуговой сварки
Режим дуговой сварки — совокупность факторов, обеспечивающих получение сварочного шва хорошего качества и заданных размеров. К таким факторам относятся род и полярность сварочного тока, его величина, тип и марка электрода, его диаметр, напряжение на дуге, положение шва в пространстве, скорость сварки.
Род сварочного тока — постоянный или переменный — и его полярность зависит от марки и толщины свариваемого металла; эти данные приводятся в таблицах с характеристиками различных марок электродов. Тип и марку электрода можно также выбрать по этим таблицам.
Диаметр электрода в зависимости от толщины свариваемых деталей можно выбрать по табл. 2.
Таблица Величина диаметра электрода в зависимости от толщины свариваемого металла
| Толщина металла, мм | 1...2 | 3...5 | 4...10 | 12...24 | 30...60 |
| Диаметр электрода, мм | 2...3 | 3...4 | 4...5 | 5...6 | 6...8 |
При сварке многослойных швов первый шов сваривают электродом диаметром не более 4 мм, а при диаметре электрода большем этого может быть непровар корня шва.
Для сварки своей конструкции я выбираю электроды 2 мм
так как у меня тонколистовой металл толщина 2мм
Диаметр электрода при сварке вертикальных швов не более 5 мм, потолочных — не более 4 мм независимо от толщины свариваемогометалла. При выборе диаметра электрода для сварки угловых и тавровых соединений принимается во внимание катет шва. Диаметр электрода при катете шва — 3...5-3...4 мм, при катете 6...8-4...5 мм.
Величина сварочного тока в зависимости от диаметра электрода печатается на упаковке электродов.
Для сварки в нижнем положении величину сварочного тока можно определить по формуле:
Iсв(40...60)d,
где Iсв — величина сварочного тока, А; 40...60 — коэффициент, зависящий от типа и диаметра электрода; d — диаметр электрода, мм.
При сварке конструкционных сталей:
• для электродов диаметром 3...6 мм величина сварочного тока: Iсв = (20 + 6d)d;
• для электродов диаметром менее 3 мм: Iсв = 30d,
где Iсв — величина сварочного тока, A; d — диаметр электрода, мм.
Величина сварочного тока зависит как от диаметра электрода, так и от длины его рабочей части, состава покрытия, его положения в пространстве сварки.
I=30*2=60A
Напряжение дуги изменяется в интервале 16...30 В.
2 охране труда
• 2.1 ОБЩИЕ ПОЛОЖЕНИЯ.
К электросварочным ручным работам допускается персонал не моложе 18 лет, прошедший специальную подготовку, имеющий удостоверение на право работы, в том числе на III группу электробезопасности, и не имеющий противопоказаний по состоянию здоровья.
1.2. Электросварщики должны проходить обязательный медицинский осмотр при поступлении на работу и периодические медицинские осмотры не реже одного раза в 12 месяцев.
1.3. Все вновь поступившие на работу должны пройти вводный инструктаж в службе охраны труда. Результаты фиксируются в журнале регистрации вводного инструктажа по охране труда. После этого отдел кадров производит окончательное оформление вновь поступающего работника и направляет его к месту работы.
1.4. Каждый вновь принятый на работу должен пройти первичный инструктаж по охране труда на рабочем месте. Все работники проходят повторный инструктаж не реже двух раз в 6 месяцев. Инструктаж проводится руководителем подразделения. Результаты инструктажа фиксируются в журнале.
1.5. Ежедневный допуск к работе оформляется нарядом - допуском на огневые работы.
1.6. При поступлении на работу и периодически не реже одного раза в 12 месяцев электросварщики должны пройти проверку знаний по вопросам безопасности труда по программе, утвержденной руководством предприятия.
1.7. В процессе производства работ электросварщики обязаны выполнять требования правил внутреннего трудового распорядка, режимы труда и отдыха.
1.8. В процессе повседневной производственной деятельности на электросварщика могут действовать вредные и опасные производственные факторы:
- повышенное напряжение в электрической цепи, замыкание которой может пройти через тело работника;
- повышенная загазованность и запыленность воздуха рабочей зоны;
- повышенный уровень ультрафиолетового, видимого и инфракрасного излучения;
- повышенный уровень температуры воздуха рабочей зоны и расплавленный металл.
1.9. В процессе работы электросварщики должны соблюдать правила личной гигиены и ношения специальной одежды, специальной обуви, пользования другими средствами индивидуальной защиты.
1.10. Спецодежда и другие средства индивидуальной защиты выдаются согласно Типовым отраслевым.
1.11. Электросварщики не должны допускать отклонений от технологических норм при проведении работ, знать и выполнять требования настоящей инструкции по охране труда, а также инструкции заводов-изготовителей по эксплуатации оборудования, оснастки, инструмента, применяемых в процессе работы.
1.12. О каждом несчастном случае, связанном с производством, пострадавший или очевидец несчастного случая обязан немедленно известить руководителя работ. Руководитель работ должен организовать первую доврачебную помощь пострадавшему, доставку его в лечебное учреждение, сообщить об этом собственнику и службе охраны труда. Для расследования несчастного случая необходимо сохранить обстановку на рабочем месте и состояние оборудования такими, какими они были во время происшествия, если это не угрожает жизни и здоровью окружающих и не приведет к аварии.
1.13. Электросварщики должны владеть приемами оказания первой доврачебной помощи, приемами транспортировки пострадавшего, знать место расположения и содержание аптечки, уметь пользоваться находящимися в аптечке средствами.
1.14. Лица, допустившие нарушение инструкции по охране труда, привлекаются к дисциплинарной, материальной ответственности, внеочередной проверке знаний об охране труда.
2.2 Требования безопасности перед началом работы.
Проверить наличие и исправность средств индивидуальной защиты, надеть их, застегнуть манжеты рукавов костюма. При этом куртка не должна быть заправлена в брюки, а брюки должны быть выпущены поверх ботинок (валенок).
Предъявить руководителю работ удостоверение о проверке знаний безопасных методов работ.
Получить задание на выполнение работы у руководителя и наряд-допуск на проведение работ.
Осмотреть и подготовить необходимые средства индивидуальной защиты (при выполнении потолочной сварки - асбестовые или брезентовые нарукавники; при работе лежа - теплые подстилки; при производстве работ во влажных помещениях - диэлектрические перчатки, галоши или коврики; при сварке или резке цветных металлов и сплавов - шланговый противогаз).
Осмотреть и подготовить рабочее место и подходы к нему на соответствие требованиям безопасности:
- убрать все лишние предметы, не загромождая при этом проходов;
- проверить состояние пола на рабочем месте, мокрый или скользкий пол вытереть;
- подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ;
- убедиться в исправности сварочного оборудования, наличии и исправности заземления сварочной установки;
- расположить сварочные провода так, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой;
- убедиться, что вблизи рабочего места не складированы пожаро- и взрывоопасные вещества и горючие материалы.
Место производства работ, а также нижерасположенные места должны быть освобождены от горючих материалов в радиусе не менее 5 м, от взрывоопасных материалов и установок - не менее 10 м.
2.6.Проверить исправность переносного светильника напряжением не выше 12В.
2.7. При производстве сварочных работ в закрытых помещениях или на территории действующего предприятия проверить выполнение требований пожаро- и взрывобезопасности и вентиляции в зоне работы.
2.8. Электросварщик не должен приступать к работе при следующих нарушениях требований безопасности:
- отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты;
- отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника;
- недостаточной освещенности рабочих мест и подходов к ним;
- отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним пожаро-, взрывоопасных условиях работы;
- отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
2. 9. Обнаруженные нарушения требований безопасности должны быть устранены до начала работ, а при невозможности сделать это электросварщик обязан сообщить о них руководителю.
2.3 Требования безопасности во время выполнения работы.
3.1. При производстве электросварочных работ вне помещений (во время дождя или снегопада) над рабочим местом сварщика и местом нахождения сварочного аппарата должен быть установлен навес.
3.2. Электросварочные работы на высоте должны выполняться с лесов или подмостей с ограждениями. Запрещается производить работы с приставных лестниц.
3.3. Сварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрододержателю, а другой (обратный) - к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод, электропровод и т.п.).
3.4. Сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Места соединений должны быть заизолированы. Соединение сварочных проводов методом скрутки не допускается. Сварочные провода следует прокладывать так, чтобы их не могли повредить машины и механизмы.
3.5. Перед сваркой электросварщик должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона (20- 30 мм) очищены от ржавчины, шлака и т.п. При очистке необходимо пользоваться защитными очками.
Свариваемые детали до начала сварки должны быть надежно закреплены. При резке элементов конструкций электросварщик обязан применять меры против случайного падения отрезаемых элементов.
3.6. Во время перерывов в работе электросварщику запрещается оставлять на рабочем месте электрододержатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электрододержатель закреплять на специальной подставке или подвеске.
3.7. Подключение и отключение сварочных аппаратов должны осуществляться специальным персоналом через индивидуальный рубильник.
3.8. Ремонт сварочного аппарат должен осуществляться специальным персоналом.
3.9. Электросварщику запрещается:
- соединять сварочные провода скруткой;
- касаться руками токоведущих частей;
- осуществлять ремонт электросварочного оборудования;
- работать со щитком или шлемом, имеющим щели и трещины в стеклах;
- работать на постоянном рабочем месте без включенного местного отсоса;
- смотреть на электрическую дугу без защитных средств (маски, очков, щитков);
- производить электросварочные работы на открытом воздухе без навеса во время дождя и снегопада;
- резать и сваривать металл на весу;
- производить сварочные работы в помещении, где находятся легковоспламеняющиеся вещества и газы;
- производить сварочные работы на сосудах, трубопроводах и аппаратах, находящихся под давлением;
- использовать в качестве обратного провода тpyбы, рельсы и т.п. металлические предметы;
- разогревать электрод о заземленный стол или другие предметы.
• 2.4Требования безопасности по окончании работы.
2.. Отключить электросварочный аппарат.
4.2. Привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать о отведенные для их хранения места.
4.3. Убедиться в отсутствии очагов загорания, при их наличии залить водой.
4.4. Обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить бригадиру или руководителю работ.
4.5. Снять спецодежду, средства индивидуальной защиты, убрать их в отведенное место.
5. Требования безопасности в аварийных ситуациях.
5.1. При возникновении пожара сообщить в пожарную охрану по телефону 01, руководителю работ и приступить к тушению.
5.2. В случае возникновения неисправностей сварочного агрегата, сварочных проводов, электрододержателей, защитного щитка или шлема-маски необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
5.3. В случае возникновения загазованности помещений при отсутствии вытяжной вентиляции работы необходимо приостановить и проветрить помещение.
5.4. Работы, ведущиеся под открытым небом, должны быть прекращены с началом дождя или снегопада. Работы могут быть возобновлены только после прекращения дождя или снегопада или устройства навеса над местом работы электросварщика.
5.5. При ощущении боли в глазах, получении ожогов немедленно прекратить работу, поставив об этом в известность руководителя работ, и обратиться за медицинской помощью в травмопункт.
Средства индивидуальной защиты
Средства индивидуальной защиты применяют в тех случаях, когда безопасность работ не может быть обеспечена конструкцией оборудования, организацией производственных процессов, архитектурно-планировочными решениями и средствами коллективной защиты.
В зависимости от назначения средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011 — 89 на следующие классы:
специальная одежда (комбинезоны, полукомбинезоны, куртки, брюки, костюмы, полушубки, тулупы, фартуки, жилеты, нарукавники);
специальная обувь (сапоги, ботинки, галоши, боты);
средства защиты головы (каски, подшлемники, шапки, береты);
средства защиты органов дыхания (противогазы, респираторы);
средства защиты лица (защитные щитки и маски);
средства защиты глаз (защитные очки);
средства защиты органов слуха (противошумные шлемы, наушники, вкладыши);
предохранительные приспособления (диэлектрические коврики, ручные захваты, манипуляторы, наколенники, налокотники, наплечники, предохранительные пояса);
средства защиты рук (рукавицы, перчатки);
защитные дерматологические средства (пасты, кремы, мази, моющие средства).
Средства индивидуальной защиты должны выдаваться в соответствии с Типовыми отраслевыми нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты, утвержденными Постановлением Министерства труда и социального развития Российской Федерации от 16 декабря 1997 г. № 63.
Специальная защитная одежда в соответствии с ГОСТ 12.4.011— 89 предусматривает для сварщиков костюмы, куртки и брюки с защитными свойствами «Тр», обеспечивающие защиту от искр и расплавленного металла. В зимнее время используется спецодежда с защитными свойствами «Тн», обеспечивающая защиту от воздействия холодного воздуха («Тн 30» — до температуры -30 °С).
В соответствии с ГОСТ 12.4.103 — 83 специальная обувь для сварщиков в теплый период — это кожаные ботинки с защитными свойствами «Тр», имеющие наружные металлические носки и предназначенные для защиты ног от теплового излучения, контакта с нагретыми поверхностями, от окалины, искр и брызг расплавленного металла. В зимний период предусматриваются валенки.
На участках (определенных администрацией), где имеется опасность травмирования головы, сварщики должны носить защитные каски. Для удобства в работе сварщиков рекомендуется применение касок, совмещенных с защитным щитком. При одновременной работе сварщиков или резчиков металла на различной высоте по одной вертикали наряду с обязательной защитой головы каской должны быть предусмотрены ограждающие устройства (тенты, глухие настилы и т.п.) для защиты работающих от падающих брызг металла, огарков и др.
Индивидуальные средства защиты органов дыхания применяются в исключительных случаях, когда средствами вентиляции невозможно обеспечить предельно допустимые концентрации пыли и газов в зоне дыхания работника.
Если при сварке концентрация газов (озон, оксиды углерода и азота) в зоне дыхания не превышает предельно допустимую, а концентрация пыли больше допустимой, то сварщики должны быть обеспечены противопылевыми респираторами.
В случае превышения предельно допустимой концентрации пыли и газов при работе в замкнутых и труднодоступных помещениях (емкостях) сварщики обеспечиваются дыхательными приборами с принудительной подачей чистого воздуха. К приборам такого типа относятся и шланговые противогазы ПШ-2-57 и РМП-62 или дыхательные автоматы АСМ.
Воздух, поступающий в дыхательные аппараты из компрессора, не должен содержать капель воды, масла, пыли, паров углеводородов и окиси углерода.
Список используемой литературы
• Г.Г.Чернышов «Сварочное дело» 2004г.
• В.И.Маслов «Сварочные работы» 2002г.
• В.М.Рыбаков «Дуговая и газовая сварка» 1996г.
• «Справочник электрогазосварщика и газорезчика» 2007г. Под редакцией Г.Г.Чернышова.
• В.С.Виноградов «Электрическая дуговая сварка» 2007г.
• О.Н.Куликов, Е.И.Ролин «Охрана труда при производстве сварочных работ» 2007г.
• В.Н.Волченко «Сварка и свариваемые материалы» 1991г.
Размещено на
|
из
5.00
|
Обсуждение в статье: Сталь листовая оцинкованная: технические характеристики |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы