 |
Главная |


Характеристики сварочной дуги
|
из
5.00
|
Теоретические положения
Источники питания для сварки
Источники питания сварочной дуги различают:
а) по роду тока:
– источники переменного тока;
– источники постоянного тока.
б) по виду внешних характеристик:
– падающие;
– жёсткие;
–пологовозрастающие.
в) по способу получения энергии:
– зависимые, т.е. получающие энергию от стационарной электрической сети;
– независимые, т.е. источник их энергии - двигатель внутреннего сгорания.
г) по количеству обслуживаемых постов:
– однопостовые;
– многопостовые.
д) по применению:
– общепромышленные;
– специализированные.
В промышленности наиболее широко применяются источники переменного тока, к которым относятся сварочные трансформаторы и преобразователи повышенной частоты. Остальную часть источников сварочного тока составляют генераторы постоянного тока и выпрямители.
К так называемым общепромышленным относятся источники питания для ручной дуговой сварки, механизированной сварки под флюсом. Эти источники предназначены для сварки низкоуглеродистых сталей толщиной более 1 мм и, как правило, имеют достаточно простую конструкцию и электрическую схему.
К специализированным относятся источники, предназначенные для сварки лёгких металлов и их сплавов, тонкой и особо тонкой стали всех марок, а также для особо качественных соединений.
1.2. Основные требования к источникам питания
ручной дуговой сварки
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддерживания её горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание. Во время горения дуги напряжение её меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в момент зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания для ручной дуговой сварки.
1. Напряжение холостого хода должно быть в 2-3 раза выше напряжения дуги. Это необходимо для лёгкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50-70 В. ГОСТ 12.3.003-86 устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В– для постоянного тока.
2. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если:
 ,
,
где Iкз– сила тока короткого замыкания; Iсв – сила сварочного тока.
В некоторых случаях это отношение может достигать 2.
3. Изменение напряжения дуги, происходящее вследствие изменения её длины, не должно вызывать существенного изменения силы вторичного тока, а следовательно, изменения теплового режима сварки.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования силы сварочного тока должны быть (приблизительно) от 30 до 130 % к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров.
Требования к источникам, предназначенным для питания других видов дуговой сварки, отличаются от приведённых. Например, в источниках питания для полуавтоматической сварки в защитном газе напряжение холостого хода должно практически равняться напряжению дуги.
Характеристики сварочной дуги
Зависимость между напряжением и силой тока при постоянной длине горящей дуги принято называть статической вольт-амперной характеристикой.
Известны статические вольт-амперные характеристики (ВАХ) сварочных дуг трёх типов:
1. Падающая– с ростом сварочного тока I Ugуменьшается (рис.15, а).
2. Жёсткая– с ростом I Ugпрактически не изменяется (рис.15, б).
3. Возрастающая – рост I вызывает увеличение Ug (рис.15, в).
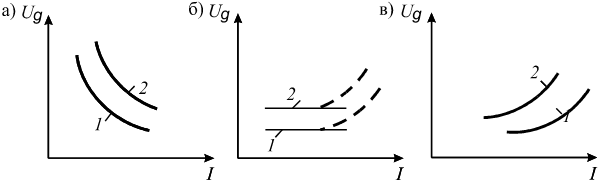
Рис.15. Вольт-амперные характеристики дуги:
а –падающая; б – жёсткая; в – возрастающая
Падающие ВАХ имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких до 70-80 А. Причиной снижения напряжения на дуге является уменьшение длины столба дуги Uст. С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, а площадь поперечного сечения столба дуги возрастает. Разности потенциалов в катодных и анодных областях практически не зависят от величины тока, а зависят только от физических условий, в которых существует дуга.
Жёсткую ВАХ имеют сварочные дуги с токами 80 А и выше при ручной дуговой и механизированной сварке под флюсом. С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличением площади сечения столба дуги приводит к тому, что площадь плотности тока в столбе дуги и напряжённость электрического поля остаются постоянными.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300-400 А и выше ВАХ дуги, горящей под флюсом, становится пологовозрастающей. На рис.15, б такая характеристика показана пунктиром.
И, наконец, когда требуемое для повышения силы тока количество заряженных частиц не может быть получено за счёт расширения столба (активное пятно занимает всю площадь электродной проволоки) и для увеличения их количества требуется повышенное напряжение, получается возрастающая ВАХ дуги.
Обычно падающая характеристика дуги наблюдается при сварке, если применяется плотность тока на электроде менее
10 А/мм2, жёсткая – 10-50 А/мм2, возрастающая – 50-200 А/мм2.
Внешней ВАХ источника питания дуги называется зависимость напряжения на зажимах источника от величины сварочного тока.
Источники питания дуги могут иметь следующие виды внешних характеристик (рис. 16):
– крутопадающую (1);
– пологопадающую (2);
– жёсткую (3).
Крутопадающая характеристика применяется для ручной дуговой сварки покрытыми электродами, пологопадающая – полуавтоматической и автоматической сварки плавящимися электродами с постоянной скоростью подачи сварочной проволоки в зону дуги.
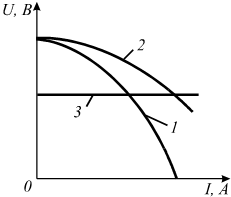
Рис. 16. Виды внешних ВАХ источников питания дуги
Устойчивое горение дуги при сварке возможно при условии пересечения статической характеристики дуги с внешней характеристикой источника (Uдуги= Uист) в рабочей точке.
На рис. 17 показаны крутопадающая внешняя характеристика источника питания и пересекающиеся с ней три вольт-амперные характеристики дуги различных длин L1, L2, L3. Рабочая точка А соответствует месту пересечения внешней характеристики источника с характеристикой дуги.
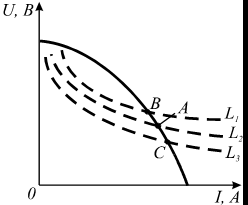
Рис. 17. Пересечение крутопадающей внешней характеристики с характеристиками дуг длиной L1, L2, L3 (L1 L2 L3)
Во время горения дуги и переноса электродного металла на изделие длина дуги изменяется, вольт-амперная характеристика дуги меняет своё положение в интервале от В до С, вследствие чего будет изменяться значение напряжения и сварочного тока. Устойчивое горение дуги будет тогда, когда при случайном отключении от установившегося состояния (точка А) режим сварки быстро восстанавливается. Например, при случайном уменьшении длины дуги (точка С) ток возрастает до I3, электрод быстро оплавляется и восстанавливается прежняя длина дуги. Обратный процесс произойдёт при увеличении длины дуги (точка В).
Внешние характеристики источника тока называются статическими. Это означает, что они определяют конечное значение тока, измеренное при определённом напряжении, и не отражают закон изменения тока и напряжения в переходный период.
|
из
5.00
|
Обсуждение в статье: Характеристики сварочной дуги |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы