 |
Главная |


ВЛИЯНИЕ НА СТОЙКОСТЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩИХ ИНСТРУМЕНТОВ
|
из
5.00
|
Любой вновь созданный инструмент для достижения наибольшей стойкости, производительности или других технологических характеристик должен иметь оптимальные значения геометрических параметров.
Передний угол γ является одним из важнейших геометрических параметров инструмента. От его величины зависят степень деформации срезаемого слоя, сила и температура резания, прочность режущего лезвия и стойкость инструмента.
С увеличением угла γ снижаются степень деформации, силы резания и трения, уменьшается тепловыделение, что способствует повышению стойкости инструмента. Однако, с другой стороны, увеличение угла γ приводит к уменьшению угла заострения β и поэтому ухудшает отвод теплоты в инструмент и снижает прочность режущего клина. Из-за такого двойственного характера влияния переднего угла γ на процесс резания зависимость T-γпредставляет собой горбообразную кривую, максимуму которой соответствует оптимальное значение переднего угла γопт (рис. 8.3).
| Рис. 8.3. Схема определения оптимального значения переднего углаγпри точении материалов различной твердости: 1 - твердый материал; 2 - мягкий материал | 
|
Чем пластичнее обрабатываемый материал, тем больше угол γ. Для хрупких инструментальных и обрабатываемых материалов угол γ с целью повышения прочности режущего клина должен быть минимальным. В частности, у быстрорежущих резцов при точении стали 45 γопт = 18°, а чугуна γопт =0...5°. Для менее прочных инструментальных материалов, таких как твердые сплавы, минералокерамика, эльбор и алмазы оптимальный передний угол находится в пределах γф = 0...-150. Но когда используют отрицательные значения углов γ, то резко возрастают силы резания, температура и, как следствие, количество выделяемой теплоты. В результате стойкость инструмента падает, увеличивается вероятность возникновения вибраций и даже разрушения режущих пластин. В полной мере эта проблема проявилась при внедрении твердых сплавов. В результате была предложена форма пластины с упрочняющей фаской на передней поверхности под углом γф = 0...-50 и положительным передним углом γ за этой фаской. Ширина фаски зависит от толщины срезаемого слоя a и в среднем f = (1...2)a, т.е. ширина фаски не должна превышать длину контакта стружки с инструментом. В противном случае деформации и силы резания будут определяться величиной переднего угла на фаске γф (см. рис. 2.5, а).
Задний угол α обеспечивает зазор между заготовкой и задней поверхностью режущего клина, способствуя, тем самым, снижению интенсивности износа инструмента и повышению его стойкости. Угол α так же, как и угол γ, влияет на прочность режущего клина через изменение угла заострения β, а также на условия отвода теплоты от вершины инструмента, и поэтому зависимость Т-α также принимает экстремальный характер (рис. 8.4). При этом, чем меньше подача s, тем больше оптимальный угол αопт. При снижении прочности обрабатываемого материала и повышении прочности и износостойкости инструментального материала угол α увеличивают.
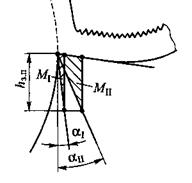
С увеличением угла α связана еще одна особенность. При одинаковом размере фаски износа по задней поверхности с ростом угла α увеличивается объем инструментального материала, подлежащего износу, что способствует повышению стойкости инструмента. Из рис.8.5 видно, что при увеличении угла α масса изношенного материала также увеличивается, т.е. МII > МI. Ограничением для увеличения угла α служит снижение прочности режущего клина и ухудшение отвода теплоты от режущей кромки.

| 
|
| Рис. 8.4. Схема определения оптимального заднего угла режущего инструмента s2 >s1 | Рис. 8.5. Влияние заднего угла α на массу изношенного инструментального материала |
Главный угол в планеφ определяет отношение b/a ширины срезаемого слоя к его толщине, которое с увеличением угла φ непрерывно уменьшается, достигая минимума при φ = 90°.
Выше было показано, что уменьшение угла φ способствует улучшению отвода теплоты от режущей кромки, а, следовательно, и снижению температуры резания, и поэтому стойкость инструмента монотонно увеличивается. Однако при этом меняется соотношение осевой и радиальной составляющих силы резания РХ/РУ. Причем увеличение радиальной составляющей Ру при малых значениях угла φ сопровождается увеличением вибраций. Поэтому оптимальное значение угла φ в основном зависит от жесткости технологической системы, а именно: чем выше жесткость системы, тем меньше угол φ. На практике чаще всего угол φ = 45...60°, а на операциях, связанных с подрезкой торцов ступенчатых деталей, угол φ = 90°.
Угол наклона главной режущей кромки λ, как и передний угол, оказывает влияние на стойкость инструментов через изменение условий стружкообразования и направления схода стружки. При несвободном резании с ударными нагрузками угол λ, способствует повышению прочности вершины резца.
Выше было показано, что при изменении угла λ температура и главная составляющая силы резания Pz остаются неизменными из-за увеличения ширины срезаемого слоя. В то же время существенное влияние на износ оказывает возрастающая сила трения вдоль режущей кромки. При несвободном косоугольном резании и положительном угле λ процесс износа усугубляют затрудненные условия схода стружки в направлении к оси заготовки. В основном же положительное значение угла λ, используют для повышения прочности резца при действии ударных нагрузок, при низкой прочности инструментальных материалов и повышенной твердости обрабатываемых материалов. Например, рекомендуется:
- при работе твердосплавными резцами λ = 0.. .5°;
- при точении и строгании с ударами λ = 10... 15°;
- при точении с ударами закаленных сталей λ = 30.. .45°.
|
из
5.00
|
Обсуждение в статье: ВЛИЯНИЕ НА СТОЙКОСТЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩИХ ИНСТРУМЕНТОВ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы