 |
Главная |


Рассчитать основные организационно-производственные параметры однопредметной прерывно-поточной линии.
|
из
5.00
|
Такт поточной линии
 =5,2 мин.
=5,2 мин.
В табл. 2 приведены:
— расчетное число рабочих мест (единиц оборудования) на операции, полученное по формуле
 ;
;
— принятое число рабочих мест (С i), полученное округлением расчетного числа рабочих мест;
— загрузка рабочих мест
 ;
;
— число рабочих на линии, полученное за счет совмещения рабочими нескольких операций для полного использования фонда времени;
— периоды работы оборудования и рабочих на операциях в долях периода комплектования.
Всего на линии занято 4 рабочих в смену.
Таблица 2 - Количество рабочих мест, их загрузка
И число рабочих на линии
| Номер опера-ции | Норма време-ни, мин | Число рабочих мест | Загрузка рабочих мест, % | Число рабочих в смену | Порядок совмещения операций | Периоды работы оборудования и рабочих на операции | |

| 
| ||||||
| 1 | 2,9 | 0,56 | 1 | 56 | 1 | 1-й рабочий | 0,56 
|
| 2 | 2,3 | 0,44 | 1 | 44 | - | 1-й рабочий | 0,44
|
| 3 | 2,7 | 0,52 | 1 | 52 | 1 | 2-й рабочий | 0,52
|
| 4 | 1,7 | 0,33 | 1 | 33 | 1 | 3-й рабочий | 0,33
|
| 5 | 2,3 | 0,44 | 1 | 44 | - | 3-й рабочий | 0,44
|
| 6 | 1,2 | 0,23 | 1 | 23 | - | 3-й рабочий | 0,23
|
| 7 | 5,1 | 0,98 | 1 | 98 | 1 | 4-й рабочий | 1,00
|
| 8 | 2,5 | 0,48 | 1 | 48 | - | 2-й рабочий | 0,48
|
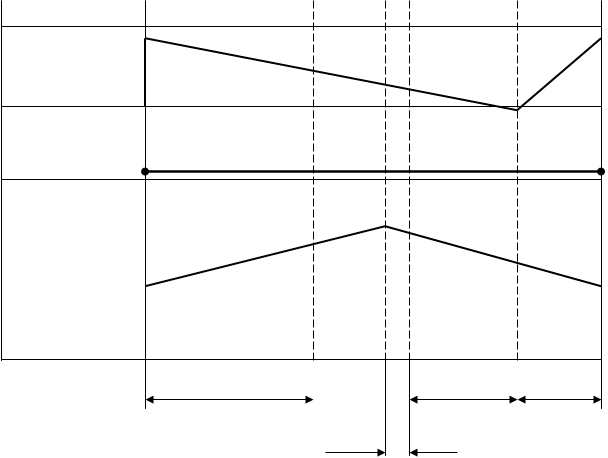
Составить график-регламент работы оборудования и рабочих (план-график). Установить периоды работы оборудования и рабочих, порядок и время переходов рабочих, обслуживающих несколько рабочих мест на протяжении смены.
План-график работы оборудования и рабочих на прямоточной линии представлен на рис. 2 (график Ганта).
Рассчитать межоперационные оборотные заделы.
Размер межоперационных оборотных заделов определяется по формуле
 ;
;
 = + 46 шт.;
= + 46 шт.;
 = - 46 шт.;
= - 46 шт.;
 = - 46 шт.;
= - 46 шт.;  ;
;
 = + 46 шт.;
= + 46 шт.;
 = - 17 шт.;
= - 17 шт.;
 = + 17 шт.;
= + 17 шт.;
 = + 46 шт.;
= + 46 шт.;
 = - 46 шт.;
= - 46 шт.;
 = + 46 шт.;
= + 46 шт.;
 = - 46 шт.;
= - 46 шт.;
 = -36 шт.;
= -36 шт.;
 = + 36 шт.;
= + 36 шт.;
 = + 24 шт.;
= + 24 шт.;
 = - 24 шт.
= - 24 шт.
На основе произведенных расчетов строится график (эпюра) межоперационных оборотных заделов (рис. 2).
 |

Номер операции
(1-й рабочий) 
1
Задел между
операциями
1 и 2 46
(1-й рабочий) 
2
Задел между
операциями
2 и 3 46 46
(2-й рабочий)
3 
Задел между
операциями
3 и 4
17 17 17
 (3-й рабочий)
(3-й рабочий)
4 
Задел между
операциями
4 и 5
46
5 
(3-й рабочий)
Задел между
операциями
5 и 6
46
6 
(3-й рабочий)
 |
 Задел между
Задел между
операциями
6 и 7 36 36
(4-й рабочий)
7 
Задел между
операциями
7 и 8
24

(2-й рабочий) 
 8
8
 | |







Рис. 2 - План-график и эпюры межоперационных оборотных заделов прямоточной линии
Индивидуальное задание:
По предложенной преподавателем задаче индивидуально выполнить расчеты основных организационно-производственных параметров ОППЛ (такт линии, число рабочих мест и число рабочих на линии, загрузка рабочих мест, график-регламент работы оборудования и рабочих, межоперационные заделы) и графически представить график-регламент работы оборудования и рабочих, а также межоперационные заделы.
Номер варианта с исходными данными для выполнения индивидуальной работы студент выбирает по своему порядковому номеру в списке группы.
Задача. На прямоточной линии обрабатывается предмет производства. Определить такт линии; рассчитать число рабочих мест и число рабочих на линии, загрузку рабочих мест; составить график-регламент работы оборудования и рабочих; рассчитать межоперационные заделы и построить их график.
Исходные данные. Участок работает в две смены, длительность смены 8 часов (480 мин), суточная программа запуска 240 шт. Период комплектования R к принять равным 8 часов (480 мин). Технологический процесс обработки предмета производства в табл. 3.
Табл. 3 - Нормы времени (мин.) по восьми операциям технологического процесса изготовления предмета производства
| № Операции | ||||||||
| № Варианта | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | 2,3 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 | 2,9 |
| 2 | 1,2 | 5,1 | 2,5 | 2,9 | 2,3 | 2,7 | 1,7 | 2,4 |
| 3 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 |
| 4 | 2,3 | 2,9 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 5 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 | 2,7 |
| 6 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 |
| 7 | 1,2 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 |
| 8 | 5,1 | 1,2 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 |
| 9 | 2,9 | 2,3 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 10 | 2,7 | 2,9 | 2,3 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 11 | 1,8 | 2,6 | 2,3 | 3,0 | 2,4 | 1,2 | 5,0 | 2,5 |
| 12 | 2,3 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 | 2,9 |
| 13 | 1,4 | 4,9 | 2,5 | 2,9 | 2,7 | 2,3 | 1,7 | 2,4 |
| 14 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 |
| 15 | 2,0 | 3,2 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 16 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 | 2,7 |
| 17 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 |
| 18 | 1,2 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 |
| 19 | 5,1 | 1,2 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 |
| 20 | 2,9 | 2,3 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 21 | 2,7 | 2,9 | 2,3 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 22 | 1,7 | 2,7 | 2,3 | 2,9 | 2,4 | 1,2 | 5,1 | 2,5 |
| 23 | 2,3 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 | 2,9 |
| 24 | 1,2 | 5,1 | 2,5 | 2,9 | 2,3 | 2,7 | 1,7 | 2,4 |
| 25 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 |
| 26 | 2,8 | 2,4 | 2,7 | 1,7 | 2,4 | 1,2 | 5,1 | 2,5 |
| 27 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 | 2,4 | 1,7 | 2,7 |
| 28 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 | 1,2 |
| 29 | 1,2 | 2,4 | 1,7 | 2,7 | 2,3 | 2,9 | 2,5 | 5,1 |
| 30 | 1,7 | 2,7 | 2,3 | 2,9 | 2,4 | 1,2 | 5,1 | 2,5 |
|
из
5.00
|
Обсуждение в статье: Рассчитать основные организационно-производственные параметры однопредметной прерывно-поточной линии. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы